一种用于铸件压铸件浇冒口切割加工的自动锯切机的制作方法
:
1.本发明属于金属加工机械领域,锯切机加工领域,涉及一种用于铸件压铸件浇冒口切割加 工的自动锯切机。
背景技术:
2.在涉及铸件、压铸件零件的生产领域,铸件、压铸件的零件毛胚,存在浇冒口这些工艺 结构部件,需要在进入机床加工工序之前,去除这些工艺结构部件,目前的处理方法是人工 利用简单的切割设备进行切割处理,切割过程会产生粉尘、碎屑、雾气,影响身体健康,有 些零件有一定的重量,移动操作费力,简易切割设备存在割伤操作着身体的隐患,人工作业 也存在效率问题。
技术实现要素:
3.针对上面提出的问题,本发明提供一种用于铸件压铸件浇冒口切割加工的自动锯切机, 其采用自动化操作,节约成本,提高效率,提高工件切割的精准度。
4.为实现上述目的,本发明技术方案为:
5.一种用于铸件压铸件浇冒口切割加工的自动锯切机,包括相互配合的运动部件的拓扑结 构,机械结构,控制系统;其中:
6.运动部件的拓扑结构:p—移动关节,r—旋转关节,有限三维拓扑结构为prr+pp,即: 五轴结构
‑‑‑
y轴四轴五轴+x轴z轴):
7.y轴为直线移动关节,安装于机座之上,其上安装连接四轴为旋转关节,五轴为旋转关 节安装连接于四轴之上,y轴、四轴、五轴之间构成串连关系组一;x轴为直线移动关节,安 装于基座之上,其上安装连接z轴为直线移动关节,x轴、z轴之间构成串连关系组二;串连 关系组一与串连关系组二之间构成并联关系,运动控制算法结构关系即为x-y-z-四-五,即 线性三轴加旋转二轴的五轴运动结构,工装安装平台安装连接与五轴之上,用于安装装卡加 工零件的工装,主轴及锯片安装连接于z轴之上,即用于驱动和安装圆形锯片的主轴部件;
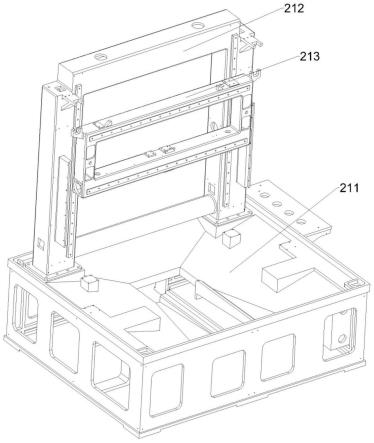
8.机械结构包括:底座211、龙门架212、行架213,主轴组件222,y-4-五轴组件221, 封装后的机器外围组件23;
9.龙门架212安装于底座211之上;行架213安装于龙门架212的正前面,二者之间的安 装关系为线性导轨模组组,行架籍由线性导轨模组在龙门架正表面上下运动,即z轴坐标运 动;
10.主轴组件222安装于行架213的正面之上,二者之间的安装关系为线性导轨模组组,主 轴组件籍由线性导轨模组在行架正面左右运动,即x轴坐标运动;
11.y-四-五轴组件221安装于底座211之上,二者之间的安装关系为线性导轨模组组,y
‑ꢀ
四-五轴组件籍由线性导轨模组在底座的上表面位置沿进出方向运动,即y轴坐标运动;
12.封装后的机器外围组件:包含工控机组件231、操作按钮盒组件232、控制箱组件
233、 机器封装外壳组件234、安全门组件235;
13.控制系统:包括相互配合的:触摸屏系统、控制器系统、机器本体之运动部件系统;其中:
14.触摸屏系统,其是指具有触控操作功能的显示设备,其硬件组成必须含有cpu并且能够运 行操作系统;其显示器具备图形、字符、颜色显示功能,和具备触控操作功能或类似触控操 作功能的操作功能,和具备实现人机交互的功能;其具备内部存储器,和可插拔或可接驳的 外部存储器;具备外部通信口;
15.控制器系统,其具有编程功能、能够自主通过事先编制的程序自动完成一定的工作,其 功能至少包括:能够编程和重复编程;能够存储多个程序,存储的程序能够断电保持;具有 可插拔或可接驳的外部存储器;具有3个以上的对外通信口;具有连接外部事件的一定数 量的io接口;具有连接外部高速事件的输入接口;具有连接机器本体之运动部件系统之伺 服电机或步进电机驱动器的高速脉冲输出接口或者高速网络接口;
16.机器本体之运动部件系统,包括其他io元件、主轴、坐标轴;
17.其工作方式:操作员在触摸屏系统的具有触控功能的显示设备上进行触摸操作动作,包 括机器移动或动作选择,后台控制器系统运行其内置的应用程序模块,根据触摸动作,来控 制机器本体的运动部件系统,使机器工作头或被加工工件按要求的路径移动,在移动过程或 移动到某个位置后,执行选择的动作,即通过具有触控功能的显示设备上的触控操作动作对 机器进行一系列的简部件包括以通用方式安装配合的:
18.y-四-五轴组件之安装底板2211、y轴导轨2212、y轴滑块2213、y轴丝杆组件2214、y 轴电机传动组件2215;y轴丝杆组件2214包括螺母2214/1、丝杆2214/2、丝杆端部轴承及 座2214/3;y轴电机传动组件2215包括同步带及带轮2215/1、电机及电机座2215/2;
19.丝杆组件之丝杆2214/2前端或后端安装丝杆旋转状态检测传感器,检测丝杆转速、旋转 状态、传动皮带断带检测报警。
20.四轴组件2221包括电机2221/1、同步带及带轮2221/2、减速器输入轴2221/6、减速器 箱体2221/3、减速器2221/4、四轴输出体2221/5,五轴组件2222包括电机2222/1、减速器 2222/2、五轴输出体2222/3、减速器箱体2222/4。
21.减速器箱体2221/3通过嵌套子口安装于y-4-5组件之安装底板2211之上,箱体上安装 完成减速器2221/4和同步带及带轮2221/2后密封结构,减速器2221/4为rv减速器,空心 结构,电机2221/1、同步带及带轮2221/2、减速器输入轴2221/6、减速器箱体2221/3、减 速器2221/4、四轴输出体2221/5的以通用的安装方式配合安装;
22.减速器输入轴2221/6的端部可安装轴旋转状态检测传感器,检测丝杆转速、旋转状 态、传动皮带断带检测报警。
23.五轴组件2222以四轴输出体2221/5作为安装基础安装于其上,减速器2222/2为rv减 速器,减速器箱体2222/4为四轴输出体2221/5的一个部分,二者为一个整体结构,完成电 机2222/1、减速器2222/2的安装后,减速器箱体2222/4腔内为密封结构,四轴输出体2221/5 做一个密封封装,将位于腔内的五轴电机2222/1密封在内腔,保证y-4-五轴组件从y-4-五 轴组件之安装底板2211之上的部分全部为空心的密封结构,五轴输出体2222/3作为安装基 础,其上安装零件装卡用的工装,
24.空心结构2223为穿越y-4-五轴组件的电缆、气管,用于工装部位的气缸、液压缸、
电 磁阀、检测传感器的管路和电路。
25.进一步,x轴组件包括行架211、线性模组之导轨2242/1、滑块2242/2、丝杆组件之 丝杆2243/1、螺母2243/2、电机2243/3、减速器2243/4、同步带及带轮2243/5、主轴安装 基板2249;
26.各部件以通用的安装方式配合安装,主轴安装基板2249在电机2243/3的带动下,沿导 轨左右方向运动,实现x轴坐标运动;
27.行架213是x轴组件的安装基础,线性模组之导轨2242/1和滑块2242/2使用风琴护罩 做一个密封封装;
28.丝杆组件之丝杆2243/1前端或后端可安装丝杆旋转状态检测传感器,检测丝杆转速、旋 转状态、传动皮带断带检测报警。
29.进一步,z轴以龙门架212、行架213来实现,行架213基于线性模组之导轨2242/1和 滑块2242/2在龙门架212上面上下方向运动,实现z轴的坐标运动,运动的实现是电机2254 和减速器2255通过链轮和链条2256带动光轴2253旋转,光轴2253二端的齿轮2252在齿条 2251上面运动,从而带动整个行架213上下运动。
30.行架213中,光轴2253是安装于行架的一个空腔内部的,安装完成后处于密封的腔内, 腔后面有一个方孔用于链条、光轴滑动支撑2257的通过,电机2254、减速器2255、光轴滑 动支撑2257安装在腔后面,光轴滑动支撑2257的位置可调节,用于调节支撑位置,减速器 2255的位置可调节,用于调节链条的松紧。
31.线性模组、齿轮齿条使用风琴护罩做密封封装;
32.进一步,主轴组件包括主轴电机2271、一体化主轴2272、传动皮带及带轮2273、皮带 张紧机构2274;各部件以通用方式配合连接安装;
33.主轴电机2271采用变频器驱动,传动皮带及带轮2273采用同步带或者三角带或者平皮 带,皮带张紧机构位置可调节,张紧机构安装皮带断带检测传感器,一体化主轴2272前端安 装圆形金属锯片或树脂切割片,后端安装主轴旋转状态检测传感器检测主轴转速、旋转状态、 传动皮带断带检测报警。
34.进一步,控制系统中,具有触控功能的显示设备,其上至少具有的屏幕元素包括:导航 按钮区域,示教功能按钮区域,位置数据显示区域,已生成的“工作程序”的内容显示区域, 完成其它操作需要的屏幕按钮区域,机器状态信息显示区域,操作、示教提示信息显示区域, 用户帮助内容的进入按钮;
35.使用上述屏幕元素,示教方法为:使用导航按钮区域之一系列的导航按钮,把机器工作 头点动到需要的位置,即位置数据显示区域,并确认该位置,然后使用示教功能按钮区域之 一系列功能按钮的操作,进行轨迹和动作的创建;
36.一系列轨迹加上一系列动作的创建相当于创建工作程序,工作程序按确定的规则,即数 据结构进行存储,工作程序可编辑、存储、删除、拷贝,工作程序可运行,即机器按照工作 程序自动运行并完成工作。
37.进一步,控制系统中,触摸屏系统,其包括:
38.(1)内部存储器模块,其内部保存有如下软件模块,固件firware、操作系统、应用程 序模块1至应用程序模块n;
39.(2)外部存储器模块;
40.(3)cpu;
41.(4)通信模块;
42.(5)显示触控模块,包括显示板及触控板;
43.(6)内部总线;
44.(7)与控制器系统的通信线;
45.触摸屏系统通过内部应用程序模块内的一系列子模块,完成在显示板上显示示教操作所 需要的画面、画面元素,并通过触控板接受用户的接触操作,通过通信模块、通信线完成与 控制器系统的数据交换。
46.进一步,控制系统中,控制器系统,其包括:
47.(1)内部存储器模块二,其内部保存有如下的程序模块:固件firware二、操作系统二、 应用程序模块二1至应用程序模块二n;
48.(2)外部存储器模块二;
49.(3)cpu二;
50.(4)与触摸屏系统的通信模块;
51.(5)与触摸屏系统的通信线;
52.(6)io模块,包括普通控制i/o接口,运动控制i/o接口;
53.(7)内部总线;
54.(8)连接机器本体之运动部件系统的io线;
55.(9)连接机器本体之运动部件系统的主轴的信号线;
56.(10)连接机器本体之运动部件系统的坐标轴的信号线。
57.本发明采用自动化操作设计,节约成本,提高效率,提高工件切割的精准度;完全能够 满足所涉及加工对象的加工需要。
附图说明:
58.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示 意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
59.图1为本发明实施例拓扑结构示意图;
60.图2-1工作平台(铸造)+龙门架(铸造)+行架(铸造);
61.图2-1-11,底座211、底座211与y-4-五轴组件221的安装关系一;
62.图2-1-12,底座211、底座211与y-4-五轴组件221的安装关系二;
63.图2-2主轴组件、y-4-五轴组件;
64.图2-2-21,y-4-5组件的结构一;
65.图2-2-22y-4-5组件的结构二;
66.图2-2-31x轴的实现结构一;
67.图2-2-32x轴的实现结构二;
68.图2-2-41z轴的实现结构图一;
69.图2-2-42z轴的实现结构图二;
70.图2-2-5x轴z轴组合示意图;
71.图2-2-6主轴组件示意图;
72.图2-3封装以后的外围;
73.图3-1控制系统架构示意图一;
74.图3-2控制系统架构示意图二;
75.图3-3控制系统架构示意图三。
具体实施方式:
76.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合附 图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解 释本发明,并不用于限定本发明。
77.一种用于铸件压铸件浇冒口切割加工的自动锯切机,使用plc或者具有plc特征的控制 装置控制,包括但不限于4~6轴的伺服电机驱动的运动坐标轴,包括但不限于1~2个的主轴 组件,主轴完成的切割动作宝库奥但不限于使用金属锯片切割、或使用树脂切割片切割、或 使用火焰工具切割、或使用等离子工具切割、或使用激光工具气割、或使用打磨工具进行打 磨作业,这种自动锯切机是通用的切割或打磨机器,可切割或打磨各种不同的零件,针对每 一个零件,需要创建切割打磨的工艺路径和切割打磨参数,在此定义为“工作程序”,每一个 零件需要一个“工作程序”,切割机按照“工作程序”自动完成零件的切割打磨过程,“工作 程序”可创建、编辑、保存、拷贝,工艺路径是指需要完成被切割零件的不同切割位置的切 割,运动坐标轴和主轴的运动的坐标位置,即移动路径,切割打磨参数是指主轴锯片、切割 片、其它切割工具、打磨工具在不同位置的开关和旋转速度控制、火焰切割的气流控制、点 火、灭火、火焰大小控制,等离子切割头的开关、离子流大小控制,激光切割头的激光开关、 激光强度控制、轨迹跟踪控制。
78.这种“自动锯切机”,即具有运动类自动化机器的特征,其共有特征进一步总结为:
79.这类机器是通过工作头或被加工零件的位置的移动或姿态的变换来完成加工过程,为实 现位置移动或姿态变换,需要一定的拓扑结构的机械结构的运动部件,需要完成运动部件执 行动作的驱动部件和控制装置(控制系统)。
80.被加工零件的位置的移动或姿态的变化即称为“路径”或称为“轨迹”。
81.在位置的移动或姿态的变化过程,或移动到的某个位置后,或变化到某个姿态后,需要 执行一些“动作”,方可完成加工,这些动作对应具体的加工工艺参数。
82.针对每一种不同的零件,需要按加工顺序创建一系列“路径”和“动作”组合,这个组 合就是“工作程序”。
83.4.机器按照“工作程序”自动完成零件的加工过程。
84.5.“工作程序”可创建、编辑、保存、拷贝,所使用的方法为“用具有触控功能的显示 设备以示教的方法创建运动类自动化机器的工作程序”。
85.6.“工作程序”的创建、编辑、保存、拷贝、运行,需要一个控制系统和一个控制软件, 所以涉及控制系统架构、控制软件开发架构。
86.所述的自动锯切机包括:
87.一.运动部件的拓扑结构
88.p—移动关节,r—旋转关节
89.拓扑方案为prr+pp(五轴结构
‑‑‑
y轴四轴五轴+x轴z轴),图1
90.运动部件的拓扑结构:p—移动关节,r—旋转关节,有限三维拓扑结构为prr+pp,即: 五轴结构
‑‑‑
y轴四轴五轴+x轴z轴):
91.y轴2为直线移动关节,安装于机座之上,其上安装连接四轴为旋转关节,五轴5为旋 转关节安装连接于四轴4之上,y轴2、四轴4、五轴5之间构成串连关系组一;x轴1为直 线移动关节,安装于基座之上,其上安装连接z轴为3直线移动关节,x轴1、z轴3之间构 成串连关系组二;串连关系组一与串连关系组二之间构成并联关系,运动控制算法结构关系 即为x-y-z-四-五,即线性三轴加旋转二轴的五轴运动结构,工装安装平台7安装连接与五 轴5之上,用于安装装卡加工零件的工装,主轴及锯片8安装连接于x轴之上,即用于驱动 和安装圆形锯片的主轴部件;
92.二.、机械结构
93.图2-1为工作平台(铸造)+龙门架(铸造)+行架(铸造)
94.图2-2主轴组件、y-4-五轴组件
95.图2-3封装以后的外围
96.整体结构由三大部件组成,底座211、龙门架212、行架213,底座211为整体铸造结构, 龙门架212为整体铸造结构,行架213为整体铸造结构。
97.底座211也可以选择使用钢板、方管等钢材焊接的结构,龙门架212也可以选择使用钢 板、方管等钢材焊接的结构,行架213也可以选择使用钢板、方管等钢材焊接的结构。
98.龙门架212安装于底座211之上,安装方式是通过二个立柱底部的安装孔用螺栓与底座 连接,每个立柱4个安装孔,底座对应位置各有4个螺纹孔。
99.行架213安装于龙门架212的正前面,二者之间的安装关系为线性导轨模组组,即在龙 门架的二个立柱正前面上各安装铺设一条线性导轨模组之导轨、行架正前面对应的下表面安 装线性导轨模组之滑块,行架籍由线性导轨模组在龙门架正表面上下运动,即z轴坐标运动。
100.主轴组件222安装于行架213的正面之上,二者之间的安装关系为线性导轨模组组,即 在行架的正前面上下横梁各安装铺设一条线性导轨模组之导轨、主轴组件底板下表面安装线 性导轨模组之滑块,主轴组件籍由线性导轨模组在行架正面左右运动,即x轴坐标运动。
101.y-4-五轴组件221安装于底座211之上,二者之间的安装关系为线性导轨模组组,即在 底座的上表面的下面(倒挂)位于中央孔洞的二侧各安装铺设一条线性导轨模组之导轨、y-4
‑ꢀ
五轴组件之安装底板的上表面(反装对应导轨的倒挂)安装线性导轨模组之滑块,y-4-五轴 组件籍由线性导轨模组在底座的上表面位置沿进出方向运动,即y轴坐标运动。
102.封装后的机器外围如图2-3所示,包含工控机组件231、操作按钮盒组件232、控制箱组 件233、机器封装外壳组件234、安全门组件235。工控机组件231之控制箱盒体上安装工控 机及一些操作按钮和开关,盒体采用标准的可旋转移动的悬臂安装于基座之上。操作按钮盒 组件232安装于机器正面便于操作的位置,其上安装机器的启动按钮(双按钮互锁)等。安 全门组件235为导轨式左右开关方式,由控制系统控制自动开关,也可以手动开关,开和关 的位置安装由位置检测用行程开关。
103.上述示意图按照机械工程设计标准绘制,其中显示的各个部件的外观、尺寸、相对位置 关系、安装连接、涉及的传动关系(比如同步带传动、齿轮传动、线性导轨、轴承等)等
均 为采用现有技术领域的通用知识和标准,体现的是实例设计的具体情况,在此不再赘述。
104.具体的结构中,如图2-1-11,图2-1-12,底座211、底座211与y-4-五轴组件221的安 装关系的进一步描述,底座采用整体铸造结构,也可以采用钢板、方管等钢材的焊接结构, y-4-五轴组件221的部件包括相互配合的y-4-5组件之安装底板2211、y轴导轨2212、y轴 滑块2213、y轴丝杆组件2214、y轴电机传动组件2215,y轴丝杆组件2214包括螺母2214/1、 丝杆2214/2、丝杆端部轴承及座2214/3,y轴电机传动组件2215包括同步带及带轮2215/1、 电机及电机座2215/2,上述示意图按照机械工程设计标准绘制,其中显示的各个部件的外观、 尺寸、相对位置关系、安装连接、涉及的传动关系(比如同步带传动、齿轮传动、线性导轨、 轴承等)等均为采用现有技术领域的通用知识和标准,体现的是实例设计的具体情况,在此 不再赘述。
105.针对y轴电机传动组件采用的同步带传动结构,考虑到同步带存在断带的可能,丝杆组 件之丝杆2214/2前端或后端可安装丝杆旋转状态检测传感器,使用霍尔感应开关或者接近开 关或者光电开关或者其它能检测主轴旋转状态的传感器,传感器可检测丝杆转速、旋转状态、 传动皮带断带检测报警。
106.图2-2-21,图2-2-22,y-4-5组件的结构进一步描述为,四轴组件2221包括相互配合 的电机2221/1、同步带及带轮2221/2、减速器输入轴2221/6、减速器箱体2221/3、减速器 2221/4、四轴输出体2221/5,五轴组件2222包括电机2222/1、减速器2222/2、五轴输出体 2222/3、减速器箱体2222/4。
107.减速器箱体2221/3通过嵌套子口安装于y-4-5组件之安装底板2211之上, 减速器箱体2221/3采用整体铸造结构,也可以采用钢板、钢材焊接的结构,箱 体上安装完成减速器2221/4和同步带及带轮2221/2后,为密封结构,内腔体可 预充填减速器所需的润滑油脂,减速器2221/4为rv减速器,空心结构,空心结 构可穿步电缆气管等,电机2221/1、同步带及带轮2221/2、减速器输入轴2221/6、 减速器箱体2221/3、减速器2221/4、四轴输出体2221/5的安装关系如图所示, 图示为电机通过同步带方式连接减速器的结构,也可以采用另外一种的结构,即 电机不使用同步带传动而采用直连方式连接减速器,即电机轴作为减速器的输入 轴其轴端安装减速器输入齿轮,电机通过端面安装方式直接安装在减速器箱体 上,即如图2-2-21及图2-2-22所示的减速器输入轴和齿轮变为电机和安装于电 机轴端的齿轮。
108.如果四轴电机采用的同步带传动结构,考虑到同步带存在断带的可能,减速器输入轴 2221/6的端部可安装轴旋转状态检测传感器,使用霍尔感应开关或者接近开关或者光电开关 或者其它能检测主轴旋转状态的传感器,传感器可检测丝杆转速、旋转状态、传动皮带断带 检测报警。
109.四轴输出体2221/5作为安装基础,五轴组件2222即安装于其上,减速器2222/2为rv 减速器,减速器箱体2222/4实际上为四轴输出体2221/5的一个部分,二者为一个整体结构, 也可以把箱体作为一个单独零件把二者组装成一体结构,完成电机2222/1、减速器2222/2 的安装后,箱体腔内为密封结构,可预充填减速器所需的润滑脂,四轴输出体2221/5可以做 一个密封封装,将位于腔内的五轴电机2222/1密封在内腔,因此y-4-五轴组件从y-4-五轴 组件之安装底板2211之上的部分全部为空心的密封结构,以使机器适应于涉及
粉尘、液体的 工况,五轴输出体2222/3作为安装基础,其上可安装零件装卡用的工装,安装基础面设计为 标准尺寸,其上含但不限于包括定位销柱、销孔、锁紧螺纹孔,各种不同的工装其与安装基 础面的连接部分可依据此标准尺寸设计,以实现标准化、便利化。
110.2223为通过空心结构可穿越y-4-五轴组件的电缆、气管等,用于工装部位的气缸、液 压缸、电磁阀、检测传感器的管路和电路,y-4-五轴组件的空心结构设计、串连拓扑结构的 特性,可保证2223在机器运动过程中不被缠绕、铰断,同时保证布设的方便性、使用的可靠 性。
111.y-4-五轴组件的密封空心结构设计、串连拓扑结构的特性为本机特有特征之 一,其实现的方法见于上述描述和如图2-2-21所表示的结构,但不限于上述描 述和如图2-2-21所示意的结构,其特征进一步表述为密封空心结构设计、串连 拓扑结构。
112.4电机2221/1、五轴电机2222/1、y轴电机传动组件2215之电机,均为交流伺服电机, 但不限于交流伺服电机的可以实现坐标运动和交流伺服电机的运动和控制精度的其它电机机 构。
113.上述示意图按照机械工程设计标准绘制,其中显示的各个部件的外观、尺寸、相对位置 关系、安装连接、涉及的传动关系(比如同步带传动、齿轮传动、线性导轨、轴承等)等均 为采用现有技术领域的通用知识和标准,体现的是实例设计的具体情况,在此不再赘述。
114.图2-2-31,图2-2-32,x轴的实现结构
115.x轴组件包括行架211、线性模组之导轨2242/1(共2条,上下各铺设1条)、滑块2242/2 (共4个,上下导轨各2个)、丝杆组件之丝杆2243/1、螺母2243/2、电机2243/3、减速器 2243/4、同步带及带轮2243/5、主轴安装基板2249。
116.各组件安装关系如图所示,主轴安装基板2249通过线性模组组与行架完成连接并与丝杆 组件之螺母2243/2连接,主轴安装基板2249的运动实现为:电机2243/3通过减速器2243/4 和同步带及带轮2243/5带动丝杆2243/1旋转、丝杆螺母2243/2沿丝杆直线运动、从而带动 主轴安装基板2249沿着导轨左右方向运动,从而实现x轴坐标运动。
117.行架213是x轴组件的安装基础,采用整体铸造的结构,也可以用钢板、方钢等钢材焊 接实现。
118.线性模组之导轨2242/1和滑块2242/2可使用风琴护罩做一个密封封装,使之适用于涉 及粉尘、液体污染的工况环境。
119.x电机2243/3为交流伺服电机,但不限于交流伺服电机的可以实现坐标运动和交流伺服 电机的运动和控制精度的其它电机机构。
120.针对x轴电机采用的同步带传动结构,考虑到同步带存在断带的可能,丝杆组件之丝杆 2243/1前端或后端可安装丝杆旋转状态检测传感器,使用霍尔感应开关或者接近开关或者光 电开关或者其它能检测主轴旋转状态的传感器,传感器可检测丝杆转速、旋转状态、传动皮 带断带检测报警。
121.上述示意图按照机械工程设计标准绘制,其中显示的各个部件的外观、尺寸、相对位置 关系、安装连接、涉及的传动关系(比如同步带传动、齿轮传动、线性导轨、轴承等)等均 为采用现有技术领域的通用知识和标准,体现的是实例设计的具体情况,在此不再赘述。
122.图2-2-41,图2-2-42,z轴的实现结构
123.z轴以龙门架212、行架213来实现,行架213基于线性模组之导轨2242/1和滑块2242/2 在龙门架212上面上下方向运动,实现z轴的坐标运动,运动的实现是电机2254和减速器 2255通过链轮和链条2256带动光轴2253旋转,光轴2253二端的齿轮2252在齿条2251上 面运动,从而带动整个行架213上下运动。
124.行架213在此图使用剖视图示意,如图示光轴2253是安装于行架的一个空腔内部的,安 装完成后处于密封的腔内,从前面(工作面)看是处于密封的腔内,腔后面有一个方孔用于 链条、光轴滑动支撑2257的通过,电机2254、减速器2255、光轴滑动支撑2257安装在腔后 面(在外边),光轴滑动支撑2257的位置可调节,用于调节支撑位置,减速器2255的位置可 调节,用于调节链条的松紧。
125.线性模组、齿轮齿条可以使用风琴护罩做密封封装,使适用于涉及粉尘、液体的工况环 境。
126.另外z轴组件还包括配重链条2259/1、链轮2259/2、链条挂耳2259/3、配重块2259/4,
127.配重块2259/4左右各一个,位于龙门架左右立柱腔内,配重块的作用配重平衡掉z轴重 量的大部分,以减轻z轴电机的负载率。
128.z电机2254为交流伺服电机,但不限于交流伺服电机的可以实现坐标运动和交流伺服电 机的运动和控制精度的其它电机机构。
129.上述示意图按照机械工程设计标准绘制,其中显示的各个部件的外观、尺寸、相对位置 关系、安装连接、涉及的传动关系(比如同步带传动、齿轮传动、线性导轨、轴承等)等均 为采用现有技术领域的通用知识和标准,体现的是实例设计的具体情况,在此不再赘述。
130.图2-2-5x轴z轴组合
131.x轴和z轴的组合安装关系进一步图示于图2-2-5。
132.x轴和z轴的特征进一步描述为,直角坐标、基于龙门架+行架的结构、并联拓扑结构。
133.行架213基于线性导轨模组组与龙门架212完成安装连接,运动的实现是z轴电机2254 和减速器2255通过链轮和链条2256带动光轴2253旋转,光轴2253二端的齿轮2252在齿条 2251上面运动,从而带动整个行架213上下运动,即实现z轴坐标运动,主轴安装基板2249 基于线性导轨模组组与行架213完成安装连接,主轴安装基板2249通过线性模组组与行架完 成连接并与丝杆组件之螺母2243/2连接,主轴安装基板2249的运动实现为:电机2243/3通 过减速器2243/4和同步带及带轮2243/5带动丝杆2243/1旋转、丝杆螺母2243/2沿丝杆直 线运动、从而带动主轴安装基板2249沿着导轨左右方向运动,从而实现x轴坐标运动。
134.基于上述特征的实现结构,用上述图示的具体结构来实现,但不限于上述图示的具体实 现结构。
135.上述示意图按照机械工程设计标准绘制,其中显示的各个部件的外观、尺寸、相对位置 关系、安装连接、涉及的传动关系(比如同步带传动、齿轮传动、线性导轨、轴承等)等均 为采用现有技术领域的通用知识和标准,体现的是实例设计的具体情况,在此不再赘
述。
136.图2-2-6主轴组件
137.主轴组件包括主轴电机2271、一体化主轴2272、传动皮带及带轮2273、皮带带张紧机 构2274、锯片安装卡座2276。安装关系如图所示。主轴电机2271为端面安装式结构,通过 子口崁装定位并用螺栓与主轴安装基板2249完成安装连接,一体化主轴2272通过螺栓连接 安装于主轴安装底板的下安装面,主轴电机通过轴端的带轮与一体化主轴轴端的带轮完成皮 带传动连接,一体化主轴轴端为锯片安装卡座,锯片通过卡座的二个圆形卡片固定,卡座有 二种形式,一种是,锯片夹在二个卡片之间,后面的卡片与主轴固定(焊接),前面的卡片通 过主轴上的螺母背紧(主轴轴面有螺纹),此法安装完成后,主轴会伸出锯片表面,另一种是, 锯片夹在二个卡片之间,后面的卡片与主轴固定(焊接),其上有螺纹孔,前面的卡片通过螺 丝与后面卡片锁紧,此法完成安装后,主轴不伸出锯片面,即锯片前表面为平面。
138.主轴电机2271采用变频器驱动,电机为普通交流异步电机或变频专用电机或交流同步电 机,转速满足1000~3500转/分,传动皮带及带轮2273采用同步带或者三角带或者平皮带, 皮带张紧机构位置可手动调节、或者通过气缸自动调节、或者通过弹簧等弹性机构自动调节, 张紧机构可安装皮带断带检测传感器,通过张紧机构位置的变化检测皮带使用寿命和进行断 带检测,一体化主轴2272满足重载连续旋转工作的工况条件,主轴前端安装圆形金属锯片或 树脂切割片,后端可安装主轴旋转状态检测传感器,使用霍尔感应开关或者接近开关或者光 电开关或者其它能检测主轴旋转状态的传感器,传感器可检测主轴转速、旋转状态、传动皮 带断带检测报警。
139.上述示意图按照机械工程设计标准绘制,其中显示的各个部件的外观、尺寸、相对位置 关系、安装连接、涉及的传动关系(比如同步带传动、齿轮传动、线性导轨、轴承等)等均 为采用现有技术领域的通用知识和标准,体现的是实例设计的具体情况,在此不再赘述。
140.控制系统架构
141.如图3-1,3-2,3-3所示,本发明涉及的“运动类自动化机器”,其控制系统组成包括4 个部分:触摸屏100、控制器200、机器本体之运动部件300、工控机000。
142.触摸屏100,其是指具有触控操作功能的显示设备,包括带触控操作功能的个人电脑、 平板电脑(pad)、智能手机、工业级人机界面(hmi)、其它便携式电子设备、其它现在没有 但未来会出现具有触控操作功能的智能化设备,其它现在没有但未来会出现具有触控操作功 能的人体穿戴电子设备,其它现在没有但未来会出现的通过人体某些肢体或器官实现类似触 控操作功能的智能化电子设备,其它现在没有但未来会实现通过惯性传感器件感知再现人的 手指或手臂的动作的智能化系统,其它现在没有但未来会实现的通过计算机视觉技术分析感 知人的手指或手臂的动作的系统,其特征必须至少满足但不限于满足以下条款:1其硬件组 成必须含有cpu并且能够运行操作系统,包括win7以下的任一版windows,或win7以后的 升级版本,或嵌入式操作系统(wince、vxwork、linux、苹果os、其它嵌入式操作系统)其 中的任意一种,或支持运行操作的任何操作系统软件。2显示器具备图形、字符、颜色显示 功能,和具备触控操作功能,或类似触控操作功能的操作功能,和具备实现人机交互的其它 功能。3具备内部存储器,和可插拔或可接驳的外部存储器(usb盘、sd卡、其它存储器件, 其中的任意一种)。4具备外部通信口(usb、rs232、rs485、其它已形成标
准的通信口,其 中的任意一种)。
143.触摸屏100其组成至少包含但不限于包含以下部分:
144.内部存储器模块104,其内部保存有如下软件模块,固件firware1040、操作系统1044、 应用程序1048(包含应用程序模块1之10481至应用程序模块n之1048n)。
145.外部存储器模块105
146.cpu之108
147.通信模块112
148.显示触控模块116,其包含显示板1160、触控板1161,有些设备其显示、触控设备为虚 拟的,如投影到人体表面或其它物理表面的2d、3d影像,或不依赖任何物理表面而是投影到 空间虚拟2d、3d影像,或者借助人体的肢体或器官的辅助来实现的虚拟显示和操作,均可视 为“显示触控模块116”之实体存在。
149.另外一些通过通信或io连接到触摸屏100的硬件设备比如带或不带手轮的编码器、实体 按钮、带或不带首轮的点击设备如鼠标等,均可视为“显示触控模块116”之实体存在。
150.内部总线120
151.与控制器的通信线124
152.触摸屏100通过内部应用程序模块1048内的一系列子模块,完成在显示板1160上显示 示教操作所需要的画面、画面元素(包含但不限于图形、数据、文字、屏幕按钮、视觉提示 信息),并通过触控板1161接受用户000的接触操作,通过通信模块112、通信线124完成 与控制器200的数据交换。
153.控制器200,其是指具有编程功能、能够自主通过事先编制的程序自动完成一定的工作, 如个人电脑pc、工业电脑ipc、嵌入式控制器、plc(可编程控制器)、单片机系统(mcs51 体系、mcs96体系、arm体系、dsp、soc、fpga、及已纳入或将纳入单片机体系的其它芯片级 控制器)、其它的智能控制器。
154.其功能至少满足但不限于满足:1-能够编程和重复编程。
155.能够存储多个程序,存储的程序能够断电保持。3-具有可插拔或可接驳的外部存储器 (usb盘、sd卡、其它存储器件,其中的一种)。4-具有2个以上的对外通信口(usb、rs232、 rs485、ethernet、ethercat、其它已形成标准的通信接口,其中的二种以上。5-具有连接 外部事件的一定数量的io接口(数字量输入di、数字量输出do、工业标准的模拟量输入ai、 工业标准的模拟量输出ao)。6-具有连接外部高速事件的输入接口(中断输入、高速计数器 输入、增量式编码器输入)。7-具有连接机器本体之运动部件之伺服电机或步进电机驱动 器的高速脉冲输出接口或者高速网络接口如ethercat、sercos、canbus等。
156.其组成至少包括下述部分或全部但不限于包括:
157.内部存储器模块204,其内部保存有如下的程序模块:固件firware2040、操作系统2044、 应用程序模块2048(包括应用程序模块1之20481至应用程序模块n之2048n)
158.外部存储器模块205,
159.cpu之208
160.与触摸屏的通信模块212
161.与触摸屏的通信线224
162.io模块216,包括i/o接口(普通控制)2160(包括高速输入hdi之21600、数字量输 入di之21601、数字量输出do之21602、模拟量输入ai之21602、模拟量输出ao之21603), i/o接口(运动控制)2164包括脉冲式控制接口21640(脉冲输出pul之216400、状态控制 out之216401、状态监测in之216402)、总线式控制接口ethercat之21644
163.内部总线220
164.连接机器本体之运动部件的io线228
165.连接机器本体之运动部件的主轴的信号线232
166.连接机器本体之运动部件的坐标轴的信号线236
167.机器本体之运动部件300,包括其他io元件304、主轴(1~2个)308、坐标轴(1~6个) 312
168.工控机000
169.其特征必须至少满足但不限于满足以下条款:1其硬件组成必须含有cpu并且能够运行 操作系统,包括win7以下的任一版windows,或win7以后的升级版本。2显示器具备图形、 字符、颜色显示功能,和具备触控操作功能,或类似触控操作功能的操作功能,和具备实现 人机交互的其它功能。3具备内部存储器,和可插拔或可接驳的外部存储器(usb盘、sd卡、 其它存储器件,其中的任意一种)。4具备外部通信口(usb、rs232、rs485、其它已形成标 准的通信口,其中的任意一种)。5具有连接网络的接口(lan、wifi、移动通信网4g\5g, 其中的1种但不限于1种)。
170.工控机000其组成至少包含但不限于包含以下部分:
171.内部存储器模块004,其内部保存有如下软件模块,固件firware0040、操作系统0044、 应用程序0048(包含应用程序模块1之00481至应用程序模块n之0048n)。
172.外部存储器模块005
173.cpu之008
174.通信模块012
175.显示触控模块016,其包含显示板1160、触控板0161。
176.内部总线020
177.与触摸屏的通信线0121与控制器的通信线0122
178.工控机000通过通信接口读取控制器002、触摸屏001、或者监控设备的数据并存储于其 内的存储器内,并通过网络连接口连接企业云端数据库并定时上传数据。
179.本发明提出的方法及其实现,旨在于彻底解决人机交互(即示教),重点在于使用具有触 控功能的显示设备进行人机交互(即示教)的实现方法、过程、装置,所以不涉及实现这些 方法的后台的硬件及其内部应用程序模块的具体内容的创建,本专利所述之所有后台的硬件 及其内部的应用软件的创建工具和方法都是公知技术。
180.人机交互概念:
181.机器当前在什么位置(位置坐标显示机器to人)
→
告速机器去哪儿(目的坐标输入to 机器)
→
走什么路径去(直线、弧、圆、曲线类型选择to机器)
→
到了目的位置后干什么(动 作选择to机器)。
[0182]“示教”概念:
[0183]
人根据机器当前的状态,引导机器去哪儿?做什么?怎么做?机器会记住这个过程,
并 按照这个过程,自动重复执行,这个过程就是“程序”,创建这个过程的过程,就叫“示教”, 即人识别、指示、教导机器的过程,这就是“示教”的概念。
[0184]
为了实现上述人机交互(即示教)的方法,必须的硬件之一为“具有触控功能的显示设 备”,其上必须的最少屏幕元素(图3-1)所示,导航按钮区域601,示教功能按钮区域602, 位置数据显示区域610,已生成的“工作程序”的内容显示区域608,完成其它操作需要的屏 幕按钮区域603,机器状态信息显示区域607,操作、示教提示信息显示区域609,用户帮助 内容的进入按钮611。
[0185]
关于导航按钮区601,是在具有触控功能的显示屏上创建的一系列屏幕按钮,此屏幕按 钮也可以通过外接的一下硬件包括但不限于如手摇式编码器、实体按钮等映射来实现。
[0186]
使用上述屏幕元素,示教方法的实现原理和过程为(图3-1所示):使用导 航按钮区域601之一系列的导航按钮,把机器工作头点动到需要的位置(位置数 据显示区域610),并确认该位置,然后使用示教功能按钮区域602之一系列功 能按钮的操作,进行轨迹和动作的创建。
[0187]
轨迹(用于创建轨迹的功能按钮):
[0188]
常用轨迹示例
[0189]
》把刚才经过的2个点连城1条直线轨迹
[0190]
按一下此按钮,则控制器运行其内置的应用程序模块,生成一系列具体的步(轨迹) 数据并按顺序以设定的规则存储于控制器内部的存储器(详见后面表二之描述)
[0191]
》把刚才经过的3个点连成1条弧
[0192]
过程同上
[0193]
》把刚才经过的3个点连成1条圆
[0194]
过程同上
[0195]
》把刚才经过的n个点拟合成1条平滑曲线
[0196]
过程同上
[0197]
动作(用于创建动作的功能按钮):
[0198]
在动作列表里选择1个动作,弹出并进入此动作所对应的参数列表子窗口,设定其具体 的参数,确认并关闭子窗口,控制器运行其内置的应用程序模块,生成后一系列具体的步(动 作)数据并按顺序以设定的规则存储于控制器内部的存储器(详见后面表三之描述)
[0199]
常用动作示例:
[0200]
》输入点(检测输入点的状态)
[0201]
按一下此按钮,则选择输入点动作,弹出子窗口,在子窗口内选择需要操作的输入点 编号、操作状态,确认并关闭子窗口,控制器运行其内置的应用程序模块,生成后一步(输 入点)的动作数据并按顺序以设定的规则存储于控制器内部的存储器(详见后面表三之描述)
[0202]
》输出(比如开\关门、工件夹紧\松开、主轴启动等)
[0203]
过程类似上
[0204]
》模拟量输出(主轴速度)
[0205]
过程类似上
[0206]
》速度控制(改变运行速度)
[0207]
过程类似上
[0208]
》定速切割(开始、结束定速切割)
[0209]
过程类似上
[0210]
》锯片直径测量
[0211]
过程类似上
[0212]
》控制程序流程控制(程序跳转、条件判断、计数、跳转标号等) 过程类似上
[0213]
》位置跳转(绝对坐标、相对坐标位置跳转)
[0214]
过程类似上
[0215]
一系列轨迹+一系列动作=工作程序
ꢀ“
工作程序”按确定的规则(数据结构)存储
ꢀ“
工作程序”可编辑、存储、删除、拷贝
ꢀ“
工作程序”可运行,即机器按照工作程序自动运行并完成工作 工作程序以实际运行的顺序按“步”存储(如表一所示)
[0216][0217]
工作程序的“步”数据的数据结构如表二(轨迹)
[0218][0219]
工作程序的“步”数据的数据结构如表三(动作)
[0220][0221]
机器是如何在导航按钮操作下到达需要位置、该位置点的确认、2个点如何连成1条直 线并生成“工作程序”的“步”数据、用来选择的“动作”的具体内容定义及参数设定、按 上述数据结构标准生成的工作程序如何在存储器存储,等全部是后台的硬件和应用程序模块 实现,至于具体如何实现,不包括在本专利范围。
[0222]
上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本 文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境, 并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本 领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的 保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1