用于控制无取向硅钢阻尼厚度波动的硅钢片生产装置及生产工艺的制作方法
1.本发明涉及硅钢生产及卷板轧制技术领域,具体涉及用于控制无取向硅钢阻尼厚度波动的硅钢片生产装置及生产工艺。
背景技术:
2.硅钢指的是含硅量为0.5%至4.5%的极低碳硅铁合金,主要用作各种电机、发电机、压缩机、马达和变压器的铁心,是电力、家电等行业不可或缺的原材料产品。因其产品在加工过程中需分条、冲片及叠片,故需要高的叠装系数。硅钢片表面光滑、平整和厚度均匀,是保证铁芯叠装系数高的重要因素。硅钢目前同板差控制要求为≤7μm,硅钢同板差大导致叠片有缝隙,造成铁损偏高,磁性能不符等问题,严重影响硅钢产品质量及档次的提升。
3.由于在生产硅钢片的过程中需要先将带钢进行卷曲,而硅钢片的生产,需要将带钢铺设平整后进行轧制,在轧制的过程中需要带钢无弯曲面,且表面需光滑、平整和厚度均匀,而传统的硅钢片生产设备,难以满足这一要求;
4.因此,发明用于控制无取向硅钢阻尼厚度波动的硅钢片生产装置及生产工艺很有必要。
技术实现要素:
5.为此,本发明提供用于控制无取向硅钢阻尼厚度波动的硅钢片生产装置及生产工艺,通过设置压平机构,在硅钢片轧制前使其表面光滑、平整和厚度均匀,以解决传统的硅钢片生产设备无法满足生产高产品质量硅钢产问题。
6.为了实现上述目的,本发明提供如下技术方案:用于控制无取向硅钢阻尼厚度波动的硅钢片生产装置,包括拉平装置与机壳,所述拉平装置位于机壳内部,所述拉平装置包括冷却组件:还包括:位于冷却组件底部的压平机构;
7.所述压平机构包括基壳,所述基壳底部与机壳底部内壁固定连接,所述基壳两侧内壁固定安装有同一个梯形安装架,所述梯形安装架两侧内壁转动连接有传动辊,所述传动辊设有多组,多组所述传动辊呈弧形阵列排布,所述基壳顶部固定安装有框体,所述框体两侧内壁转动连接有压挤辊,所述压挤辊设有两组,两组所述压挤辊之间的空隙与位于最上端的传动辊对齐。
8.优选的,所述压平机构还包括压平组件,所述压平组件包括架体,所述架体与基壳两侧内壁固定连接,所述架体一侧固定安装有第一伺服电机,所述架体一侧转动连接有顶辊,所述架体另一侧设有传动皮带,所述第一伺服电机输出端与传动皮带一端固定连接,所述顶辊一端与传动皮带另一端固定连接。
9.优选的,所述架体与顶辊之间开设有钢带限位槽,所述钢带限位槽中心与两组压挤辊之间形成的空隙中心对齐。
10.优选的,所述冷却组件包括冷却壳,所述冷却壳下表面与机壳顶部固定连接,所述
冷却壳两侧内壁转动连接有两组压平辊,所述冷却壳前端固定安装有冷轧工作台。
11.优选的,所述冷却壳上端设有两组冷风风机,所述冷风风机吹风口位于两组两组压平辊之间。
12.优选的,所述机壳一侧内壁转动连接有钢带卷放置辊,所述机壳外侧壁固定安装有第三伺服电机,所述第三伺服电机输出轴与钢带卷放置辊固定连接。
13.优选的,所述机壳内部设有压紧组件,所述压紧组件设有两组,所述压紧组件包括l型支撑架,所述l型支撑架侧壁与机壳内壁固定连接,所述机壳内壁转动连接有螺杆,所述螺杆转动贯穿l型支撑架侧壁,所述螺杆上螺纹啮合有滑台,所述滑台底部转动连接有连杆,所述l型支撑架一端转动连接有弧形挤压块,所述弧形挤压块与连杆另一端转动连接。
14.优选的,所述机壳侧壁固定安装有第二伺服电机,所述第二伺服电机输出轴与螺杆固定连接。
15.优选的,所述机壳内侧壁转动连接有换向辊,所述换向辊位于梯形安装架一侧,所述机壳内侧壁设有热风风机,所述热风风机风机口位于多组传动辊底部。
16.优选的,用于控制无取向硅钢阻尼厚度波动的硅钢片的生产工艺,还包括具体操作步骤如下:
17.s1:将硅钢片粗胚放置到加热炉中加热,加热后进行热轧处理,将热轧后的带钢一端放置到钢带卷放置辊上,同时启动第三伺服电机,将带钢卷曲到钢带卷放置辊上形成钢带,后进行冷却;
18.s2:冷却完成后,启动第二伺服电机,第二伺服电机输出轴带动螺杆进行转动,从而趋使滑台带动连杆进行移动,在连杆的推动下,弧形挤压块将沿着l型支撑架进行转动,从而使弧形挤压块紧紧的压紧卷曲后的钢带;
19.s3:启动热风风机与冷风风机,将钢带一端牵引至换向辊下端,同时通过换向辊,使钢带位于多组传动辊底部,并使其穿过两组压挤辊与钢带限位槽,与顶辊相切后使其从顶辊顶部穿过,从两组压平辊底部穿过;
20.s4:在冷轧工作台上放置硅钢片冲压机,同时启动第一伺服电机,第一伺服电机输出轴通过传动皮带带动顶辊进行转动,在摩擦力的作用下,顶辊带动钢带卷放置辊上的钢带运动,从而完成对冷轧工作台上钢带的进给,同时启动硅钢片冲压机,将冷轧工作台上的钢带冲压成硅钢片。
21.本发明的有益效果是:
22.1、通过启动热风风机与冷风风机,将钢带一端牵引至换向辊下端,同时通过换向辊,使钢带位于多组传动辊底部,并使其穿过两组压挤辊与钢带限位槽,与顶辊相切后使其从顶辊顶部穿过,从两组压平辊底部穿过,同时启动第一伺服电机,第一伺服电机输出轴通过传动皮带带动顶辊进行转动,在摩擦力的作用下,顶辊带动钢带卷放置辊上的钢带运动,从而完成对冷轧工作台上钢带的进给,同时启动硅钢片冲压机,将冷轧工作台上的钢带冲压成硅钢片,该设备能够将待冲压的钢带拉直且经过多次换向,能够保证在硅钢片冲压机冲压钢带的过程中,钢带不会卷曲;
23.2、在机壳内侧壁设置热风风机,且热风风机的风机口位于多组传动辊底部,能够在钢带卷曲的过程中提高其塑性,防止钢带由于多次扭曲而内部出现裂缝;
24.3、设置冷风风机能够将热钢带迅速冷却,从而降低了其塑性,提高了其硬度,便于
进行冷轧,防止在轧制的过程中,钢带侧壁不平整。
附图说明
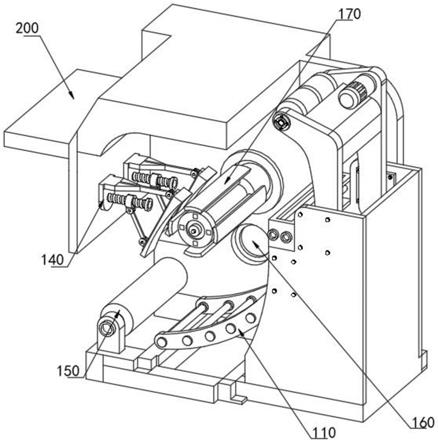
25.图1为本发明提供的该装置的结构示意图;
26.图2为本发明提供的该装置的后视图;
27.图3为本发明提供的该装置的内部结构示意图;
28.图4为本发明提供的压平机构的结构示意图;
29.图5为本发明提供的压紧组件的结构示意图;
30.图6为本发明提供的冷却组件的结构示意图;
31.图7为本发明提供的钢带卷放置辊与第三伺服电机连接结构图;
32.图8为本发明提供的压平组件的结构示意图;
33.图9为本发明提供的压平组件的侧视图。
34.图中:拉平装置100、压平机构110、基壳111、梯形安装架112、传动辊113、框体114、压挤辊115、压平组件120、架体121、第一伺服电机122、顶辊123、传动皮带124、钢带限位槽125、冷却组件130、冷却壳131、压平辊132、冷轧工作台133、冷风风机134、压紧组件140、l型支撑架141、螺杆142、滑台143、连杆144、弧形挤压块145、第二伺服电机146、换向辊150、热风风机160、钢带卷放置辊170、第三伺服电机171、机壳200。
具体实施方式
35.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
36.参照附图1-9,本发明提供的用于控制无取向硅钢阻尼厚度波动的硅钢片生产装置及生产工艺,包括拉平装置100与机壳200,拉平装置100位于机壳200内部,拉平装置100包括冷却组件130:还包括:位于冷却组件130底部的压平机构110;
37.压平机构110包括基壳111,基壳111底部与机壳200底部内壁固定连接,机壳200为基壳111提供支撑,基壳111两侧内壁固定安装有同一个梯形安装架112,基壳111为梯形安装架112提供支撑,梯形安装架112两侧内壁转动连接有传动辊113,梯形安装架112为传动辊113提供支撑,传动辊113设有多组,多组传动辊113呈弧形阵列排布,基壳111顶部固定安装有框体114,基壳111为框体114提供支撑,框体114两侧内壁转动连接有压挤辊115,框体114为两组压挤辊115提供支撑,压挤辊115设有两组,两组压挤辊115之间的空隙与位于最上端的传动辊113对齐,两组压挤辊115之间的空隙与位于最上端的传动辊113对齐能够保证当钢带从传动辊113输出时,能够直线的插入两组压挤辊115之间的空隙内,具体的,将钢带一端牵引至换向辊150下端,同时通过换向辊150,使钢带位于多组传动辊113底部,并使其穿过两组压挤辊115与钢带限位槽125,与顶辊123相切后使其从顶辊123顶部穿过,从两组压平辊132底部穿过,能够完成钢带的牵引。
38.进一步地,压平机构110还包括压平组件120,压平组件120包括架体121,架体121与基壳111两侧内壁固定连接,基壳111为架体121提供支撑,架体121一侧固定安装有第一伺服电机122,架体121为第一伺服电机122提供支撑,架体121一侧转动连接有顶辊123,架体121另一侧设有传动皮带124,第一伺服电机122输出端与传动皮带124一端固定连接,顶
辊123一端与传动皮带124另一端固定连接,具体的,启动第一伺服电机122,第一伺服电机122输出轴通过传动皮带124带动顶辊123进行转动,在摩擦力的作用下,顶辊123带动钢带卷放置辊170上的钢带运动,从而完成对冷轧工作台133上钢带的进给,同时启动硅钢片冲压机,将冷轧工作台133上的钢带冲压成硅钢片。
39.进一步地,架体121与顶辊123之间开设有钢带限位槽125,钢带限位槽125中心与两组压挤辊115之间形成的空隙中心对齐,具体的,钢带能够通过两组压挤辊115之间形成的空隙直接直线穿入钢带限位槽125内。
40.进一步地,冷却组件130包括冷却壳131,冷却壳131下表面与机壳200顶部固定连接,机壳200为冷却壳131提供支撑,冷却壳131两侧内壁转动连接有两组压平辊132,冷却壳131为两组压平辊132提供支撑,冷却壳131前端固定安装有冷轧工作台133,冷却壳131为冷轧工作台133提供支撑。
41.进一步地,冷却壳131上端设有两组冷风风机134,冷却壳131为两组冷风风机134提供支撑,冷风风机134吹风口位于两组两组压平辊132之间,具体的,设置冷风风机134能够将热钢带迅速冷却,从而降低了其塑性,提高了其硬度,便于进行冷轧,防止在轧制的过程中,钢带侧壁不平整。
42.进一步地,机壳200一侧内壁转动连接有钢带卷放置辊170,机壳200为钢带卷放置辊170提供支撑,机壳200外侧壁固定安装有第三伺服电机171,第三伺服电机171输出轴与钢带卷放置辊170固定连接,具体的,将硅钢片粗胚放置到加热炉中加热,加热后进行热轧处理,将热轧后的带钢一端放置到钢带卷放置辊170上,同时启动第三伺服电机171,将带钢卷曲到钢带卷放置辊170上形成钢带,后进行冷却。
43.进一步地,机壳200内部设有压紧组件140,压紧组件140设有两组,压紧组件140包括l型支撑架141,l型支撑架141侧壁与机壳200内壁固定连接,机壳200为l型支撑架141提供支撑,机壳200内壁转动连接有螺杆142,机壳200为螺杆142提供支撑,螺杆142转动贯穿l型支撑架141侧壁,螺杆142上螺纹啮合有滑台143,螺杆142对滑台143起到导向作用,滑台143底部转动连接有连杆144,l型支撑架141一端转动连接有弧形挤压块145,l型支撑架141为弧形挤压块145提供支撑,弧形挤压块145与连杆144另一端转动连接,连杆144为弧形挤压块145提供限位,具体的,启动第二伺服电机146,第二伺服电机146输出轴带动螺杆142进行转动,从而趋使滑台143带动连杆144进行移动,在连杆144的推动下,弧形挤压块145将沿着l型支撑架141进行转动,从而使弧形挤压块145紧紧的压紧卷曲后的钢带。
44.进一步地,机壳200侧壁固定安装有第二伺服电机146,第二伺服电机146输出轴与螺杆142固定连接。
45.进一步地,机壳200内侧壁转动连接有换向辊150,换向辊150位于梯形安装架112一侧,机壳200内侧壁设有热风风机160,热风风机160风机口位于多组传动辊113底部,具体的,在机壳200内侧壁设置热风风机160,且热风风机160的风机口位于多组传动辊113底部,能够在钢带卷曲的过程中提高其塑性,防止钢带由于多次扭曲而内部出现裂缝。
46.进一步地,用于控制无取向硅钢阻尼厚度波动的硅钢片的生产工艺,还包括具体操作步骤如下:
47.s1:将硅钢片粗胚放置到加热炉中加热,加热后进行热轧处理,将热轧后的带钢一端放置到钢带卷放置辊170上,同时启动第三伺服电机171,将带钢卷曲到钢带卷放置辊170
上形成钢带,后进行冷却;
48.s2:冷却完成后,启动第二伺服电机146,第二伺服电机146输出轴带动螺杆142进行转动,从而趋使滑台143带动连杆144进行移动,在连杆144的推动下,弧形挤压块145将沿着l型支撑架141进行转动,从而使弧形挤压块145紧紧的压紧卷曲后的钢带;
49.s3:启动热风风机160与冷风风机134,将钢带一端牵引至换向辊150下端,同时通过换向辊150,使钢带位于多组传动辊113底部,并使其穿过两组压挤辊115与钢带限位槽125,与顶辊123相切后使其从顶辊123顶部穿过,从两组压平辊132底部穿过;
50.s4:在冷轧工作台133上放置硅钢片冲压机,同时启动第一伺服电机122,第一伺服电机122输出轴通过传动皮带124带动顶辊123进行转动,在摩擦力的作用下,顶辊123带动钢带卷放置辊170上的钢带运动,从而完成对冷轧工作台133上钢带的进给,同时启动硅钢片冲压机,将冷轧工作台133上的钢带冲压成硅钢片。
51.本发明的使用过程如下:本领域技术人员将硅钢片粗胚放置到加热炉中加热,加热后进行热轧处理,将热轧后的带钢一端放置到钢带卷放置辊170上,同时启动第三伺服电机171,将带钢卷曲到钢带卷放置辊170上形成钢带,后进行冷却,冷却完成后,启动第二伺服电机146,第二伺服电机146输出轴带动螺杆142进行转动,从而趋使滑台143带动连杆144进行移动,在连杆144的推动下,弧形挤压块145将沿着l型支撑架141进行转动,从而使弧形挤压块145紧紧的压紧卷曲后的钢带,启动热风风机160与冷风风机134,将钢带一端牵引至换向辊150下端,同时通过换向辊150,使钢带位于多组传动辊113底部,并使其穿过两组压挤辊115与钢带限位槽125,与顶辊123相切后使其从顶辊123顶部穿过,从两组压平辊132底部穿过,在冷轧工作台133上放置硅钢片冲压机,同时启动第一伺服电机122,第一伺服电机122输出轴通过传动皮带124带动顶辊123进行转动,在摩擦力的作用下,顶辊123带动钢带卷放置辊170上的钢带运动,从而完成对冷轧工作台133上钢带的进给,同时启动硅钢片冲压机,将冷轧工作台133上的钢带冲压成硅钢片。
52.以上所述,仅是本发明的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本发明加以修改或将其修改为等同的技术方案。因此,依据本发明的技术方案所进行的任何简单修改或等同置换,尽属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1