锁频单脉冲紫外超快激光晶圆全切割方法和系统与流程
本发明涉及激光切割,具体涉及一种锁频单脉冲紫外超快激光晶圆全切割方法和系统。
背景技术:
1、近年来,晶圆片广泛用于芯片行业,高集成和高性能的半导体晶圆需求也越来越大。在芯片的加工过程中,需要对晶圆片进行分割。为了大幅度节约成本,提高效率,在大批量生产中往往在晶圆上沉积集成电路芯片或电路元件构造,然后再分割成各个单元,最后再进行封装和焊接。因此,晶圆切割技术对提高成品率和封装效率有着重要影响。
2、目前晶圆片的切割很多都是通过磨轮刀片去开槽再切割实现,又或者采用激光先开槽然后磨轮刀片去切割。随着晶圆薄片尺寸不断地增大,厚度却在不断减薄,其切割的难度也越大。切割难度使切割速度更慢,碎片率更高,切割边缘质量更差,会产生裂纹、碎屑、崩边。而且最终的切缝宽度太宽,减少了单位晶圆片上的晶圆数量,降低了良率和效率。
3、随着高抗折强度的薄片制造技术应用越来越广泛,厚度100μm以下的晶圆薄片会逐渐成为主流,磨轮刀片很难直接用于这种晶圆薄片的切割。激光切割技术集光学、精密机械、电子技术和计算机技术于一体,将取代磨轮刀片切割,用于切割晶圆等光电及半导体材料。但是激光切割尤其光纤超快激光切割,绝大多数使用激光隐切的方法,切割之后还需要进行裂片等后工序处理,才能实现晶圆片的分割,整体效率和质量依然不高。
4、还有一些晶圆薄片的激光全切割方法,采用脉宽为2.5ns-3.5ns等纳秒级别的长脉冲激光,先后两次切割完成。首次切割主要用于释放晶片表面应力,划线深度控制在15μm以内,第二次再采用特定参数并整形的激光束,使得激光束具有等腰三角形的形状,利用刃部沿着割槽才能进行全切。但是,纳秒级别的长脉冲激光或者非均匀光子的脉冲串激光,主要靠热致熔化效果来切割,基本都会在晶圆表面形成再铸层、熔屑、热影响区、裂纹以及其他类似效果,切割质量不够精密。而且两次切割工艺复杂,工业应用中成本较高,效率较低,很难有效用于具体的应用场景。
技术实现思路
1、有鉴于此,为了克服现有技术的不足,本发明提供一种锁频单脉冲紫外超快激光晶圆全切割方法及系统。本发明方法克服了目前激光隐切及全切技术的不足,可以实现切割线宽0.5-75μm,直线度误差≤3μm以内;切割深度为3μm-100μm,公差≤±5μm以内的无损切割。更适合越来越广泛的薄片晶圆全切割应用场景。
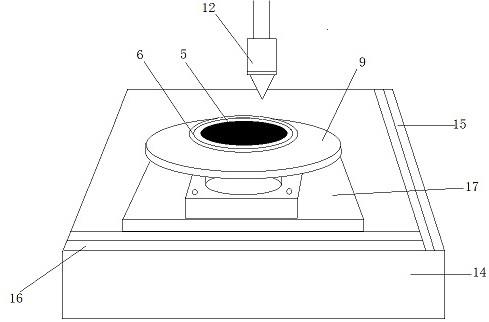
2、本发明提供一种锁频单脉冲紫外超快激光晶圆全切割方法,所述方法包括步骤:1)将晶圆片的下表面粘贴到蓝膜上,将晶圆与蓝膜一同放在操作台上的真空吸附装置上,所述操作台能够驱动晶圆沿预设路径移动;
3、2)将所述晶圆片上表面涂覆光刻胶涂覆层;
4、3)对晶圆片及其吸附装置进行视觉检测定位;
5、4)设置激光器发射的激光依次经过整形光路、光束传输光路、激光切割头后,聚焦在操作台上的晶圆表面;所述激光器为能够发射锁频均匀能量单脉冲的紫外超快激光器;
6、5)通过控制锁频均匀能量单脉冲激光束与晶圆在x、y、z轴的相对行进速度,将晶圆片切割为多个晶粒。
7、进一步,所述激光束为线偏振光。
8、进一步,所述单脉冲为单脉冲光子尖峰波。
9、进一步,所述激光器发射频率为1khz-500khz之间一定值;所述激光器发射的单脉冲能量为20-10000uj,所述单脉冲间能量差异≤±5%。
10、进一步,所述激光器为全固态皮秒激光器。
11、进一步,所述激光波长为355±5nm。
12、进一步,所述单脉冲宽度为1-15ps。
13、进一步,所述整形光路包含1-8倍的扩束系统和衍射光学元件光束整形器,把入射的高斯光斑扩束后,整形为圆形、正方形、矩形或直线形均匀光斑。
14、进一步,所述激光束相对晶圆片的行进速度为100-500mm/s。
15、本发明还提供实现上述超快激光晶圆全切割方法的系统,其特征在于,所述系统包括操作台、光学系统和控制器;
16、所述光学系统包括:紫外超快激光器、光路和激光切割头;
17、所述激光器和控制器装载于电气控制柜中;所述激光切割头延伸于电气控制柜之外;
18、所述操作台为可精确定位的移动操作台,操作台上设有x、y轴移动平台,所述移动平台上设有旋转装置,所述旋转装置上设有真空吸附装置用于吸附晶圆;
19、所述激光器通过数据线与安装有激光切割系统软件的计算机控制器相连,计算机控制器将控制的激光功率、切割速度及重复频率信号输入到激光器,并接收激光器的脉冲同步信号,同时控制光路和操作台完成晶圆的激光切割。
20、控制器对操作台的控制包括控制可移动操作台的精确定位,以及控制x、y轴移动平台和旋转装置使晶圆按预设切割路径移动。
21、本发明所述锁频均匀能量单脉冲超快激光是指超快激光工作方式为锁定频率下均匀能量单脉冲周期性输出。
22、本发明的有益效果在于:
23、1.本发明激光切割系统能对晶圆薄片实现切割线宽0.5-75μm,直线度误差≤3μm以内;切割深度为3μm-100μm,公差≤±5μm以内的无损切割。
24、2.本发明激光切割系统能根据具体切割需求,实现切痕为圆形、正方形,矩形和直线型均匀状态的晶圆切割。
25、3. 本发明基于锁定的高重复频率、单脉冲工作、高单脉冲能量、单脉冲能量一致性高的超快激光切割方法,对晶圆进行直接切割,加工过程一致性好,切割精度大大高于现有激光切割方法,后期无需再进行裂片,打磨等工序,即可满足工件的要求。
26、4.本发明的激光切割方法,激光器输出的高能量单脉冲,在时域上表现唯一,作用于晶圆的具体位置点非常准确,不会在空间上发生漂移,进一步提高切割精度。
27、5.本发明的切割方法,加工时间快,几乎不漏点、时序匹配精准。
28、6.本发明方法通过高单脉冲能量的超快激光汽化材料加工面来实现切割,而不是通过热至熔化作用来实现切割,因此几乎没有热影响区出现、加工面几乎无挂渣、无裂纹、无崩边等现象。
29、7.在本发明单脉冲能量一致性高的超快激光设备照射下,晶圆表面清晰明亮,几乎不改变材料的特征参数。
技术特征:
1.一种锁频单脉冲紫外超快激光晶圆全切割方法,其特征在于,所述方法包括步骤:1)将晶圆片的下表面粘贴到蓝膜上,将晶圆与蓝膜一同放在操作台上的真空吸附装置上,所述操作台能够驱动晶圆沿预设路径移动;
2.根据权利要求1所述的超快激光晶圆全切割方法,其特征在于,所述激光束为线偏振光。
3.根据权利要求1所述的超快激光晶圆全切割方法,其特征在于,所述单脉冲为单脉冲光子尖峰波。
4.根据权利要求1所述的超快激光晶圆全切割方法,其特征在于,所述激光器发射频率为1khz-500khz之间一定值;所述激光器发射的单脉冲能量为20-10000uj,所述单脉冲间能量差异≤±5%。
5.根据权利要求1所述的超快激光晶圆全切割方法,其特征在于,所述激光器为全固态皮秒激光器。
6.根据权利要求1所述的超快激光晶圆全切割方法,其特征在于,所述激光波长为355±5nm。
7.根据权利要求1所述的超快激光晶圆全切割方法,其特征在于,所述单脉冲宽度为1-15ps。
8.根据权利要求1所述的超快激光晶圆全切割方法,其特征在于,所述整形光路包含1-8倍的扩束系统和衍射光学元件光束整形器,把入射的高斯光斑扩束后,整形为圆形、正方形、矩形或直线形均匀光斑。
9.根据权利要求1所述的超快激光晶圆全切割方法,其特征在于,所述激光束相对晶圆片的行进速度为100-500mm/s。
10.实现权利要求1所述的超快激光晶圆全切割方法的系统,其特征在于,所述系统包括操作台、光学系统和控制器;
技术总结
本发明提供一种锁频单脉冲紫外超快激光晶圆全切割方法,所述方法包括步骤:将晶圆片的下表面粘贴到蓝膜上,上表面涂覆光刻胶涂覆层;对晶圆片进行视觉检测定位;设置激光器发射的激光依次经过整形光路、光束传输光路、激光切割头后,聚焦在操作台上的晶圆片表面;所述激光器为能够发射锁频均匀能量单脉冲的紫外超快激光器;通过控制激光束与晶圆在X、Y、Z轴的相对行进速度,将晶圆片切割为多个晶粒。本发明的激光晶圆全切割方法能对晶圆薄片实现切割线宽0.5‑75μm,直线度误差≤3μm以内;切割深度为3μm‑100μm,公差≤±5μm以内的无损切割。
技术研发人员:请求不公布姓名
受保护的技术使用者:北京赢圣科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!