一种汽车机盖的精密模具制造用打孔工作台的制作方法
1.本发明涉及汽车加工制造技术领域,具体的说是一种汽车机盖的精密模具制造用打孔工作台。
背景技术:
2.汽车加工制造的过程中,需要通过精密模具对汽车机盖进行成型加工,精密模具在进行生产加工的过程中,需要在精密模具上不同的位置进行开孔加工操作,但是现有的工作台在对精密模具进行打孔操作过程中,难以对不同外形的精密模具进行限位固定,且在打孔操作的过程中,不便于对精密模具进行快速降温冷却操作,提高了钻孔过程中钻头的消耗磨损,进一步的不便于精密模具的打孔操作。
技术实现要素:
3.针对现有技术中的问题,本发明提供了一种汽车机盖的精密模具制造用打孔工作台。
4.本发明解决其技术问题所采用的技术方案是:一种汽车机盖的精密模具制造用打孔工作台,包括工作台本体,所述工作台本体的上端开设有安装槽,所述安装槽上设置有便于汽车机盖限位安装的限位机构,所述工作台本体上通过升降机构连接有u型框,所述u型框上通过第一移动机构连接有回形板,所述回形板上通过第二移动机构连接有安装板,所述安装板上设置有钻孔机构及钻孔过程自动降温冷却的冷却机构。
5.所述限位机构包括安装在安装槽上的多个安装管,各个所述安装管上开设有圆槽,各个所述圆槽上通过便于对汽车机盖不同位置限位适应的自适应机构连接有吸盘。
6.所述自适应机构包括滑动连接在圆槽上的滑动管,所述圆槽上安装有第一弹簧,所述第一弹簧的另一端与滑动管的一端相连接,所述吸盘安装在滑动管的另一端。
7.所述升降机构包括固定在工作台本体一侧的安装箱,所述安装箱上滑动连接有滑动板,所述滑动板与u型框的一侧相固定,所述安装箱上转动连接有第一螺纹杆,所述滑动板与第一螺纹杆之间相互啮合设置,所述安装箱上安装有用于第一螺纹杆驱动的第一电机,所述滑动板上开设有多个导向槽,各个所述导向槽上滑动连接有滑动杆,所述滑动杆安装在安装箱的内部,所述安装箱上设置有用于各个安装管内部抽气的抽气机构。
8.所述抽气机构包括安装在各个安装管下端的固定管,各个所述固定管之间连接有第一连接管,各个所述第一连接管的一端连接有第二连接管,所述第二连接管上安装有抽气管,所述抽气管上滑动连接有活塞,所述滑动板上设置有用于活塞推动的推动组件。
9.所述推动组件包括开设在安装箱上的滑动槽,所述滑动槽上滑动连接有传动板,所述传动板的一侧与滑动板相固定,所述传动板的另一侧固定有l型板,所述活塞安装在l型板上。
10.所述第一移动机构包括转动连接在u型框上的第二螺纹杆,所述回形板与第二螺纹杆之间相互啮合设置,所述u型框上安装有用于第二螺纹杆驱动的第二电机,所述u型框
上开设有t型滑槽,所述t型滑槽上滑动连接有t型滑块,所述t型滑块与回形板的一侧相固定。
11.所述第二移动机构为推杆电机,所述推杆电机安装在回形板上,所述推杆电机的输出端与安装板的一侧相连接。
12.所述钻孔机构包括安装在安装板上的第三电机,所述第三电机的输出端贯穿安装板并固定有转轴,所述转轴上安装有钻头。
13.所述冷却机构包括固定在安装板上的圆管,所述圆管的上端螺纹连接有存液罐,所述圆管的另一端安装有出液喷头,所述圆管上安装有操作管,所述圆管上安装有两个单向阀,所述操作管安装在两个单向阀之间,两个所述单向阀的导通方向为存液罐至出液喷头,所述操作管上滑动连接有推动杆,所述推动杆位于操作管内部的一端固定有推动板,所述推动板滑动连接在操作管的内部,所述推动杆位于操作管内部的侧壁上套设有第二弹簧,所述第二弹簧的两端分别与操作管的内壁及推动板相连连接,所述转轴上固定有用于推动杆推动的凸轮。
14.本发明的有益效果:(1)本发明所述的一种汽车机盖的精密模具制造用打孔工作台,将精密模具放置在工作台本体的安装槽上,在放置的过程中,可以形成精密模具打孔加工过程中的限位机构,通过安装槽上不同位置的吸盘便于与精密模具的不同位置进行相抵并吸附,进一步的便于对不同外形的精密模具进行限位安装,在进行打孔操作的过程中,将第一电机进行启动,使滑动板及u型框受力靠向工作台本体运动,在滑动板运动的过程中,通过传动,使各个安装管的内部差生负压,在压力的作用下,使精密模具紧密的吸附在各个吸盘上,提高了对精密模具限位的质量,进一步的便于精密模具的打孔操作。
15.(2)本发明所述的一种汽车机盖的精密模具制造用打孔工作台,在打孔操作的过程中,第二电机进行启动,带动第二螺纹杆受力进行转动,在第二螺纹杆转动的过程中,通过第二螺纹杆与回形板之间的相互啮合传动及t型滑槽与t型滑块之间的导向作用,使回形板受力在u型框上滑动,再将推杆电机启动,推动安装板受力在回形板上滑动,通过回形板及安装板的滑动,便于钻头对精密模具上不同的位置进行打孔操作,进一步的便于精密模具的打孔操作。
16.(3)本发明所述的一种汽车机盖的精密模具制造用打孔工作台,在转轴转动进行钻孔操作的过程中,带动凸轮同步进行转动,在凸轮转动的过程中,可以同步的将存液罐内部的冷却液不断的吸入至两个单向阀之间并最终通过出液喷头进行喷出,对钻孔过程中的钻头及钻孔进行冷却降温,避免钻头的高温旋转操作加速磨损消耗,进一步的便于工作台上对精密模具的打孔操作。
附图说明
17.下面结合附图和实施例对本发明进一步说明。
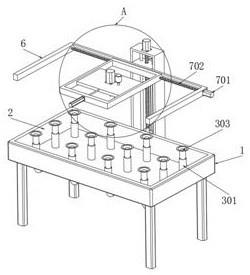
18.图1为本发明提供的一种汽车机盖的精密模具制造用打孔工作台的整体外形结构示意图;图2为本发明提供的一种汽车机盖的精密模具制造用打孔工作台的自适应机构内部结构示意图;
图3为本发明提供的一种汽车机盖的精密模具制造用打孔工作台的抽气机构示意图;图4为本发明提供的一种汽车机盖的精密模具制造用打孔工作台的冷却机构示意图;图5为本发明提供的一种汽车机盖的精密模具制造用打孔工作台的冷却机构内部结构示意图;图6为图1中a处的放大结构示意图;图7为图2中b处的放大结构示意图;图8为图4中c处的放大结构示意图;图9为图5中d处的放大结构示意图。
19.图中:1、工作台本体;2、安装槽;301、安装管;302、圆槽;303、吸盘;401、第一弹簧;402、滑动管;501、安装箱;502、滑动板;503、第一螺纹杆;504、第一电机;505、导向槽;506、滑动杆;6、u型框;701、第二电机;702、第二螺纹杆;703、t型滑槽;704、t型滑块;8、回形板;9、推杆电机;10、安装板;1101、第三电机;1102、转轴;1103、钻头;1201、圆管;1202、存液罐;1203、出液喷头;1204、操作管;1205、推动板;1206、单向阀;1301、推动杆;1302、第二弹簧;1303、凸轮;1401、固定管;1402、第一连接管;1403、第二连接管;1404、抽气管;1405、活塞;1406、l型板;1407、滑动槽;1408、传动板。
具体实施方式
20.以下通过特定的具体实施例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容了解本发明的优点和功效。需要说明的是,以下实施例中所提供的图示仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制,为了更好地说明本发明的实施例,图中某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,图中某些公知结构及其说明可能省略是可以理解的。
21.本发明实施例的图中相同或相似的标号对应相同或相似的部件,在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此图中描述位置关系的用语仅用于示例性说明,不能理解为对本发明的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述用于的具体含义。
22.如图1-9示,本发明的一种汽车机盖的精密模具制造用打孔工作台,包括工作台本体1,工作台本体1的上端开设有安装槽2,安装槽2上设置有便于汽车机盖限位安装的限位机构,工作台本体1上通过升降机构连接有u型框6,u型框6上通过第一移动机构连接有回形板8,回形板8上通过第二移动机构连接有安装板10,安装板10上设置有钻孔机构及钻孔过程自动降温冷却的冷却机构。
23.具体的,限位机构包括安装在安装槽2上的多个安装管301,各个安装管301上开设有圆槽302,各个圆槽302上通过便于对汽车机盖不同位置限位适应的自适应机构连接有吸盘303,通过安装槽2上不同位置的吸盘303便于与精密模具的不同位置进行相抵并吸附,进一步的便于对不同外形的精密模具进行限位安装。
24.具体的,自适应机构包括滑动连接在圆槽302上的滑动管402,圆槽302上安装有第一弹簧401,第一弹簧401的另一端与滑动管402的一端相连接,吸盘303安装在滑动管402的另一端,将精密模具放置在工作台本体1的安装槽2上,在放置的过程中,精密模具与安装槽2内部相应位置的吸盘303相抵,在精密模具自身重力的作用下,推动不同位置的吸盘303上的滑动管402分别在相应的圆槽302上滑动并通过各个第一弹簧401对精密模具进行支撑,使精密模具限位放置在安装槽2上,形成精密模具打孔加工过程中的限位机构。
25.具体的,升降机构包括固定在工作台本体1一侧的安装箱501,安装箱501上滑动连接有滑动板502,滑动板502与u型框6的一侧相固定,安装箱501上转动连接有第一螺纹杆503,滑动板502与第一螺纹杆503之间相互啮合设置,安装箱501上安装有用于第一螺纹杆503驱动的第一电机504,滑动板502上开设有多个导向槽505,各个导向槽505上滑动连接有滑动杆506,滑动杆506安装在安装箱501的内部,安装箱501上设置有用于各个安装管301内部抽气的抽气机构,将第一电机504进行启动,带动第一螺纹杆503受力进行转动,在第一螺纹杆503转动的过程中,通过第一螺纹杆503与滑动板502之间的相互啮合传动及导向槽505与滑动杆506的导向作用,使滑动板502及u型框6受力进行上下运动。
26.具体的,抽气机构包括安装在各个安装管301下端的固定管1401,各个固定管1401之间连接有第一连接管1402,各个第一连接管1402的一端连接有第二连接管1403,第二连接管1403上安装有抽气管1404,抽气管1404上滑动连接有活塞1405,滑动板502上设置有用于活塞1405推动的推动组件,在活塞1405滑动的过程中,增加第一连接管1402、第二连接管1403、固定管1401及安装管301内部的空间,使各个安装管301的内部差生负压,在压力的作用下,使精密模具紧密的吸附在各个吸盘303上,提高了对精密模具限位的质量。
27.具体的,推动组件包括开设在安装箱501上的滑动槽1407,滑动槽1407上滑动连接有传动板1408,传动板1408的一侧与滑动板502相固定,传动板1408的另一侧固定有l型板1406,活塞1405安装在l型板1406上,通过传动板1408带动l型板1406同步向下运动,在l型板1406向下运动的过程中,带动活塞1405受力在抽气管1404的内部滑动。
28.具体的,第一移动机构包括转动连接在u型框6上的第二螺纹杆702,回形板8与第二螺纹杆702之间相互啮合设置,u型框6上安装有用于第二螺纹杆702驱动的第二电机701,u型框6上开设有t型滑槽703,t型滑槽703上滑动连接有t型滑块704,t型滑块704与回形板8的一侧相固定,将第二电机701进行启动,带动第二螺纹杆702受力进行转动,在第二螺纹杆702转动的过程中,通过第二螺纹杆702与回形板8之间的相互啮合传动及t型滑槽703与t型滑块704之间的导向作用,使回形板8受力在u型框6上滑动,通过回形板8及安装板10的滑动,便于钻头1103对精密模具上不同的位置进行打孔操作,进一步的便于精密模具的打孔操作。
29.具体的,第二移动机构为推杆电机9,推杆电机9安装在回形板8上,推杆电机9的输出端与安装板10的一侧相连接,将推杆电机9启动,推动安装板10受力在回形板8上滑动。
30.具体的,钻孔机构包括安装在安装板10上的第三电机1101,第三电机1101的输出端贯穿安装板10并固定有转轴1102,转轴1102上安装有钻头1103,在打孔操作的过程中,将第三电机1101进行启动,带动转轴1102上的钻头1103受力进行转动,通过钻头1103的转动对精密模具进行打孔操作。
31.具体的,冷却机构包括固定在安装板10上的圆管1201,圆管1201的上端螺纹连接
有存液罐1202,圆管1201的另一端安装有出液喷头1203,圆管1201上安装有操作管1204,圆管1201上安装有两个单向阀1206,操作管1204安装在两个单向阀1206之间,两个单向阀1206的导通方向为存液罐1202至出液喷头1203,操作管1204上滑动连接有推动杆1301,推动杆1301位于操作管1204内部的一端固定有推动板1205,推动板1205滑动连接在操作管1204的内部,推动杆1301位于操作管1204内部的侧壁上套设有第二弹簧1302,第二弹簧1302的两端分别与操作管1204的内壁及推动板1205相连连接,转轴1102上固定有用于推动杆1301推动的凸轮1303,在转轴1102转动进行钻孔操作的过程中,带动凸轮1303同步进行转动,在凸轮1303转动的过程中,可以同步的将存液罐1202内部的冷却液不断的吸入至两个单向阀1206之间并最终通过出液喷头1203进行喷出,对钻孔过程中的钻头1103及钻孔进行冷却降温,避免钻头1103的高温旋转操作加速磨损消耗,进一步的便于工作台上对精密模具的打孔操作。
32.工作原理:对汽车机盖加工用的精密模具进行打孔操作的过程中,首先,将精密模具放置在工作台本体1的安装槽2上,在放置的过程中,精密模具与安装槽2内部相应位置的吸盘303相抵,在精密模具自身重力的作用下,推动不同位置的吸盘303上的滑动管402分别在相应的圆槽302上滑动并通过各个第一弹簧401对精密模具进行支撑,使精密模具限位放置在安装槽2上,形成精密模具打孔加工过程中的限位机构,通过安装槽2上不同位置的吸盘303便于与精密模具的不同位置进行相抵并吸附,进一步的便于对不同外形的精密模具进行限位安装,在进行打孔操作的过程中,将第一电机504进行启动,带动第一螺纹杆503受力进行转动,在第一螺纹杆503转动的过程中,通过第一螺纹杆503与滑动板502之间的相互啮合传动及导向槽505与滑动杆506的导向作用,使滑动板502及u型框6受力靠向工作台本体1运动,在滑动板502运动的过程中,通过传动板1408带动l型板1406同步向下运动,在l型板1406向下运动的过程中,带动活塞1405受力在抽气管1404的内部滑动,在活塞1405滑动的过程中,增加第一连接管1402、第二连接管1403、固定管1401及安装管301内部的空间,使各个安装管301的内部差生负压,在压力的作用下,使精密模具紧密的吸附在各个吸盘303上,提高了对精密模具限位的质量,进一步的便于精密模具的打孔操作;然后,在打孔操作的过程中,将第三电机1101进行启动,带动转轴1102上的钻头1103受力进行转动,通过钻头1103的转动对精密模具进行打孔操作,且在打孔操作的过程中,将第二电机701进行启动,带动第二螺纹杆702受力进行转动,在第二螺纹杆702转动的过程中,通过第二螺纹杆702与回形板8之间的相互啮合传动及t型滑槽703与t型滑块704之间的导向作用,使回形板8受力在u型框6上滑动,再将推杆电机9启动,推动安装板10受力在回形板8上滑动,通过回形板8及安装板10的滑动,便于钻头1103对精密模具上不同的位置进行打孔操作,进一步的便于精密模具的打孔操作;最后,在转轴1102转动进行钻孔操作的过程中,带动凸轮1303同步进行转动,在凸轮1303转动的过程中,当凸轮1303与推动杆1301相抵时,推动推动杆1301及推动杆1301一端的推动板1205受力在操作管1204上滑动并带动第二弹簧1302受力变形产生弹力,因两个单向阀1206的导通方向为存液罐1202至出液喷头1203,通过推动板1205的推动将两个单向阀1206之间的冷却液从出液喷头1203上喷出,当凸轮1303不再与推动杆1301相抵时,推动杆1301及推动板1205在第二弹簧1302的弹力作用下进行复位,在推动板1205复位的过程中,使两个单向阀1206及推动板1205之间产生负压,在压力的作用下将存液罐1202内部的
冷却液吸入至两个单向阀1206之间,因此在转轴1102不断转动进行打孔操作的过程中,可以同步的将存液罐1202内部的冷却液不断的吸入至两个单向阀1206之间并最终通过出液喷头1203进行喷出,对钻孔过程中的钻头1103及钻孔进行冷却降温,避免钻头1103的高温旋转操作加速磨损消耗,进一步的便于工作台上对精密模具的打孔操作。
33.以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。本发明未详细描述的技术、形状、构造部分均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1