车轮的轮盘的制造方法与流程
1.本发明涉及一种用于制造车轮的轮盘的方法。
背景技术:
2.用于车轮的轮盘的生产,尤其是由可硬化钢的生产,是现有技术,参见例如de 10 2018 209 879 a1和de 10 2018 209 878 a1。
3.此外,通过采用旋压成型方法使壁厚根据负载设计,从而使由钢板构成的轮盘具有特别轻的设计也是已知的。在现有技术中描述的旋压成型方法仅用于在冷态下从圆形坯料成型轮盘。
技术实现要素:
4.因此,本发明的目的在于提供一种轮盘的制造方法,利用该方法能够以更有利的制造成本制造出符合负载的用于车轮的轮盘,并提供相应的车轮。
5.该目的通过具有权利要求1的特征的用于制造轮盘的方法来实现。在从属权利要求中说明了进一步的实施方案。
6.根据第一教导,本发明涉及一种用于生产车轮轮盘的方法,其中该方法包括以下步骤:-提供由可硬化碳钢构成的圆形坯料;-至少区段性地将该圆形坯料加热到至少ac1的温度;-通过旋压成型将该至少区段性热的圆形坯料成型为至少区段性热的轮盘型件;-将该至少区段性热的轮盘型件至少区段性地主动冷却,使得在主动冷却之后,在轮盘中,至少区段性地在主动冷却的区段中建立由马氏体和/或贝氏体组成的组织结构,并且由此轮盘至少区段性地具有至少1000mpa的抗拉强度rm。
7.所提供的圆形坯料由可硬化的碳钢制成,以便能够在热处理过程中在制成的轮盘上提供相应的强度并能够满足相应的要求,尤其为了能够通过强度相应增加而降低材料的厚度,并且由此能够由于低厚度而更轻质地实施轮盘。圆形坯料由钢带或钢板冲压而成。
8.在成型之前,将圆形坯料加热到至少ac1的温度,仅在一个区段或在多个区段中,或者完全加热。该温度尤其也可以为至少ac3或更高。圆形坯料的至少区段性加热可以通过感应、通过传导或通过使用适当装置的辐射进行。至少区段性热的圆形坯料借助于旋压成型来成型为至少区段性热的轮盘型件。通过旋压成型可以以特别有效的方式生产适合负载且轻质的轮盘,因为通过该技术,轮盘在径向方向上的厚度可以个性化调整,因此可以在径向方向上设置不同的厚度,这又转而有利于进一步减轻重量。
9.此外,将至少区段性热的轮盘型件在成型后至少区段性地主动冷却,使得在主动冷却之后,在轮盘中,至少区段性地在主动冷却的区段中建立由马氏体和/或贝氏体组成的组织结构,并且由此轮盘至少区段性地具有至少1000mpa的抗拉强度rm。
10.圆形坯料优选被完全加热,因此轮盘型件优选同样完全是热的并且该轮盘型件优选可以被完全主动冷却,以便优选能够在整个轮盘中建立均匀的组织结构。
11.根据碳钢的成分,或通过碳钢的合适选择可以个性化设置抗拉强度rm,因此至少
区段性地具有尤其至少1100mpa、优选至少1200mpa、更优选至少1300mpa、特别优选至少1400mpa、进一步优选至少1500mpa的抗拉强度rm也是可能的,并且为了得到马氏体和/或贝氏体组成的组织结构。因此,为了在轮盘中建立所需的特性,需要一种硬质组织结构,其包含至少70%的马氏体和/或贝氏体,尤其至少80%的马氏体和/或贝氏体,优选至少90%的马氏体和/或贝氏体,其中剩余组织结构成分可能以铁素体、珠光体、渗碳体、奥氏体和/或残余奥氏体的形式存在。优选建立具有至少70%马氏体,尤其至少80%马氏体,优选至少90%马氏体的硬质组织结构,其中剩余组织结构成分可能以铁素体、珠光体、贝氏体、渗碳体、奥氏体和残余奥氏体的形式存在。
12.向奥氏体的组织结构转变从ac1开始,在达到ac3及以上时,存在基本完全是奥氏体的组织结构。加热后,将热的(部分)奥氏体化的圆形坯料通过旋压成型加工成轮盘型件。通过至少部分奥氏体化的组织结构,由于材料的阻力或流动阻力减小,成型时的力可以降低。在成型之后,使用合适的装置主动冷却轮盘型件,使得在主动冷却之后,在轮盘中至少区段性地在主动冷却的区段中建立由马氏体和/或贝氏体组成的组织结构。通过以至少20℃/s的冷却速率实施的主动冷却,奥氏体在达到ms温度时转变为马氏体和/或在达到bs温度时转变为贝氏体。因此可以建立优选基本上仅由马氏体组成或由马氏体和贝氏体组成的组织结构。冷却速率越高,例如至少30℃/s、40℃/s、50℃/s和更高,就会建立基本上由马氏体组成的组织结构。用于建立所需组织结构的加热和冷却曲线取决于所用可硬化且选择性可调质的碳钢的化学组成,这些曲线可以取自或源自所谓的tta(zta)或ttt(ztu)图。ac1、ac3、ms和bs等变量也可以从这些图中获取或导出。因此,基本上马氏体的组织结构能够实现所用碳钢的超高(抗拉)强度。
13.旋压成型是具有旋转对称性的空心体的非切削成型方法。在此过程中,圆形坯料被张紧和/或固定在挤压卡盘上并旋转。将至少一个加压盘/辊或其他适当的装置抵靠旋转的圆形坯料移动,使得通过径向引导的旋压成型操作引入到圆形坯料材料中的压力应力而部分地进行成型。材料发生流动,并且在从圆形坯料的一端到另一端的轴向加工进程中获得位于内侧的挤压卡盘的轮廓。挤压卡盘原则上是圆形的,因此经“旋压成型”的轮盘型件获得圆柱形的内部几何形状。在旋压成型过程中,至少一个的加压盘/辊通过直接压力作用引起材料的塑性变形,其中,至少一个的加压盘/辊的定义的轴向运动可以导致圆形坯料的初始壁厚减小到可调节的(最终壁厚)或最小厚度。旋压成型符合现有技术。
14.选择性地也可以随后将轮盘在退火的范围内进行调质。调质可在200至500℃的温度下进行5秒至30分钟的持续时间,伴随着抗拉强度的降低但延展性的增加。经调质的轮盘在马氏体组织结构中包含至少三分之一,尤其是至少一半的退火马氏体。
15.根据用途,即车轮是设计用于私家车辆还是商用车辆,并且还取决于以英寸为单位的车轮的尺寸或直径,圆形坯料的厚度例如可以在4.0和20mm之间。厚度尤其为至少5mm,优选至少6mm,并且尤其限制在最大18mm,优选最大16mm。圆形坯料的直径可以根据待制造的车轮的尺寸而变化,尤其在250和650mm之间变化。
16.根据待生产的轮盘的复杂性,一次加热到至少ac1和更高的温度可足以在相应的热状态下实施旋压成型,并确保可以在轮盘中建立可再现的组织结构,而不会在旋压成型过程中在制成轮盘型件之前过早地使(热区段中的)温度无限制地冷却到低于ms的温度,以及由此导致在该时间点尚不期望的组织结构转变。如果在旋压成型过程中产生的工艺热量
足够,并且由此旋压成型可以在至少一个的热的区段中的温度高于ms的情况下进行,直到制成轮盘型件,则不需要进一步的再加热措施。如果不能确保这一点,则在主动冷却之前,通过根据本发明方法的一个实施方案进行至少区段性的再加热来防止冷却到温度ms以下。这旨在意味着圆形坯料在旋压成型之前至少区段性地再加热和/或在旋压成型为轮盘型件期间至少区段性地再加热和/或在旋压成型之后至少区段性地再加热轮盘型件。因此,至少区段性的再加热旨在防止在主动冷却之前或在成型/旋压成型期间冷却到低于ms的温度。至少区段性的再加热可以例如进行到至少ac1的温度,以确保不发生无限制或不受控制的组织结构转变。至少区段性的再加热也可以通过感应、通过传导或通过使用适当装置的辐射进行。也可以使用带有明火的燃烧器。
17.根据本发明的方法的一个设计方案,将至少区段性热的圆形坯料定位在挤压卡盘上,使带有圆形坯料的挤压卡盘旋转,并且将旋转的圆形坯料通过至少一个可调整的加压辊成型为轮盘型件。在此过程中,轮盘型件在背离加压辊的一侧呈现挤压卡盘的轮廓。“可调整的”应理解为至少一个的加压辊是在空间上可移动的,因此能够沿轴向和径向跟随挤压卡盘的轮廓,或将圆形坯料旋压到挤压卡盘的轮廓上。挤压卡盘的轮廓设计为没有底切,并且尤其包括脱模斜面,该脱模斜面防止锁定,因此使得轮盘型件或完成后的轮盘能够容易地从挤压卡盘上移除/推下。挤压卡盘优选包括至少一个可径向调整的滑动元件;可以有一个或多个例如以销或螺柱的形式的滑动元件在挤压卡盘内在圆周上分布,其布置在要在轮盘型件上制造的凸缘的区域中,并且该至少一个的滑动元件在将圆形坯料成型为轮盘型件之前调整至伸出位置,由此在成型期间,凸缘区域中的材料包围滑动元件,并且由此在凸缘中产生了底切。替代性地,圆形坯料也可以在冷态下定位在挤压卡盘上,并且在此时才对圆形坯料进行至少区段性的加热。
18.根据本发明的方法的一个设计方案,在成型/旋压成型之后,轮盘型件保留在挤压卡盘上并被主动冷却。这具有可以缩短工艺时间并且不需要另外的设备,例如硬化工具的优点,由此根据本发明的方法可以经济地运行。此外,以有利的方式防止了不希望的扭曲,因为主动冷却使挤压卡盘上的轮盘收缩并且因此能够确保可再现的尺寸精确性。因此,成型和主动冷却的工艺步骤有利地在旋压设备中进行。
19.一方面,轮盘型件的主动冷却可以通过施加直接接触的冷却流体来进行,也就是说,位于挤压卡盘上的轮盘型件施加有冷却流体,使得通过强制冷却在轮盘中建立了所需的特性。可以喷洒水作为冷却流体,或者替代性地喷洒冷却乳液,优选油,其能够带来改进的冷却性能,尤其能够防止扩散氢的进入。可以优选使用外壳,其具有喷洒器形式的相应装置,用于将冷却流体喷洒到至少区段性地热的轮盘型件上。这种通过接触冷却流体的主动冷却是一种非常经济的形式。
20.另一方面,尤其是为了提供与接触的冷却流体相比“更清洁”的替代方案,轮盘型件的主动冷却可以通过使具有接触面的可调整模具在远离挤压卡盘的一侧接触轮盘型件来进行。该模具围绕芯轴(vorsetzer)布置并且可以在轴向方向上移动。接触面基本上对应于轮盘型件的面对它的轮廓,使得轮盘型件被模具以钟形基本上形状配合地接触,以实现从轮盘型件中受控地去除热量并由此实现针对性的主动冷却。由于基本上形状配合的接触,还可以制造尤其改进的、尺寸精确可重复的轮盘。
21.为了防止热负荷,挤压卡盘、芯轴和/或模具尤其可以被主动冷却。芯轴和/或模具
优选设置有内部冷却,例如具有钻孔,冷却介质流过该钻孔,以便能够确保足够的热量排出以建立所需的特性。
22.根据本发明的方法的一个设计方案,在主动冷却之后,将至少一个的滑动元件调整到缩回位置,并且由此释放轮盘以用于移除。通过将滑动元件以底切方式固定到轮盘型件或待制成的轮盘上,可以制造尺寸精确的轮盘。在主动冷却之后,该至少一个的滑动元件再次缩回到挤压卡盘中,从而简化制成的轮盘的推下。
23.根据本发明方法的一个设计方案,可硬化碳钢除了fe和不可避免的生产所限的杂质外,还含有以重量%计的以下化学元素:
24.c:0.01至0.5%,
25.si:0.01至3.0%,
26.mn:0.01至3.0%,
27.n:最高0.1%,
28.p:最高0.1%,
29.s:最高0.1%,
30.选择性的至少一种或多种选自组(al、cr、cu、mo、ni、nb、ti、v、b、sn、ca、稀土元素rem)的元素:
31.al:最高1.0%,
32.cr:最高1.0%,
33.cu:最高1.0%,
34.mo:最高1.0%,
35.ni:最高1.0%,
36.nb:最高0.2%,
37.ti:最高0.2%,
38.v:最高0.2%,
39.b:最高0.01%,
40.sn:最高0.1%,
41.ca:最高0.1%,
42.rem:最高0.2%。
43.根据本发明的第二教导,车轮包括至少一个根据本发明制造的轮盘,该轮盘布置在轮辋环的开口内,并且与其力配合和/或材料配合地连接。
44.根据本发明的第三教导,车轮用于公路车辆,尤其用于私家车辆、商用车辆、公共汽车或挂车。
附图说明
45.下面参照附图更详细地阐述本发明。相同的部件设有相同的附图标记。具体地:
46.图1示出了用于至少区段性加热圆形坯料(上图)和用于完全加热圆形坯料(下图)的步骤的两个示意性透视图,
47.图2示出了在通过旋压成型将圆形坯料成型为轮盘型件之后的步骤的示意性透视图;
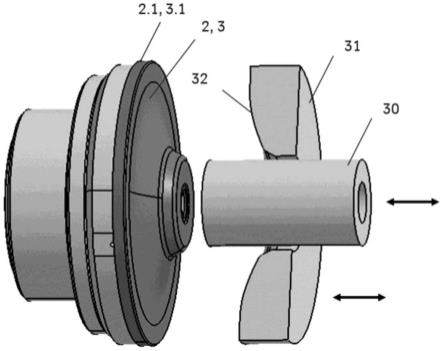
48.图3示出了根据第一实施方案,在将轮盘型件主动冷却为轮盘之后的步骤的示意性透视图,
49.图4示出了根据第二实施方案,在将轮盘型件主动冷却为轮盘之后的步骤的示意性透视图,
50.图5示出了挤压卡盘轮廓的示意性部分透视图,以及
51.图6示出了挤压卡盘内的可调整的滑动元件的示意性部分透视图。
具体实施方式
52.由未示出的钢带或钢板冲裁出由可硬化碳钢构成的圆形坯料1,并提供给用于制造车辆车轮轮盘的方法。当需要时,也可以在冲裁过程中或冲裁之后为圆形坯料1提供钻孔/开口,例如中心钻孔1.1。圆形坯料1的厚度例如可以在4.0和20mm之间。根据未示出的要生产的车轮尺寸,圆形坯料的直径可以在250和650mm之间变化。
53.图1示出了用于使用感应器11借助于感应至少区段性或完全加热圆形坯料(上图)和用于借助于炉10中的辐射完全加热圆形坯料(下图)的步骤的两个示意性透视图。在成型之前,将圆形坯料1仅在一个区段中或在多个区段中,或者优选完全加热到至少ac1的温度。尤其地,温度也可以至少为ac3或更高。
54.至少区段性地热的、优选完全地热的圆形坯料通过旋压成型而成型为至少区段性地、优选完全地热的轮盘型件。可在常规的旋压成型设备中进行旋压成型。圆形坯料1在至少区段性地、优选完全地热的状态下定位在挤压卡盘21上。替代性地,圆形坯料1也可以在冷态下定位在挤压卡盘21上,并且随后可以至少区段性地、优选完全地加热到至少ac1的温度。为此目的,可以将相应的装置集成在旋压成型设备中,在此以可调整的感应器23为例,其可在轴向和径向上空间移动,如双箭头所示。将带有圆形坯料1的挤压卡盘21旋转,并且通过至少一个可调整的挤压辊20将转动的圆形坯料1成型为轮盘型件2,其中该挤压辊可在轴向和径向上空间移动,如双箭头所示,参见图2,其中,轮盘型件2在背对挤压辊20的一侧上呈现出挤压卡盘的轮廓22,参见图5。挤压卡盘21包括至少一个可径向调整的滑动元件24,参见图6,其布置在要在轮盘型件2上制造的凸缘2.1的区域中。至少一个的滑动元件24在圆形坯料1成型之前被调整到伸出位置,由双箭头表示,使得在成型期间凸缘2.1区域中的材料包围在滑动元件24周围,并以这种方式在凸缘2.1中产生底切4,参见图6。
55.如果不能排除在主动冷却之前无法阻止冷却到温度ms以下的情况,则应实施至少区段性的再加热,尤其是至少达到ac1的温度。为此目的,例如可以使用集成在设备中的装置,在此以感应器23为例,用于在成型之前、成型期间或成型之后和主动冷却之前进行有针对性的再加热。
56.用于生产轮盘3的基本步骤,例如选择性加热、成型和主动冷却,有利地在旋压设备中进行,因此优选地,在成型/旋压成型之后,轮盘型件2保持在挤压卡盘21上并被主动冷却;对至少区段性地、优选完全地热的轮盘型件2进行至少区段性的、优选完全的主动冷却,使得在主动冷却之后,在轮盘3中,至少区段性地、优选完全地在主动冷却区段中(优选完全地)建立由马氏体和/或贝氏体组成的组织结构,并且由此轮盘3至少区段性地,优选完全地具有至少1000mpa的抗拉强度rm。
57.轮盘型件2的主动冷却可以通过施加直接接触的冷却流体41来实施,例如在具有
未示出的喷洒器的相应的轴向可调整的外壳40中实施,参见图4,或者通过使具有接触面32的可调整模具31在远离挤压卡盘21的一侧接触轮盘型件2来进行,该接触面对应于轮盘型件2面对该接触面32的一侧的轮廓,参见图3。芯轴30和模具31可以在轴向方向上调整。芯轴30和模具31也可以被主动冷却。
58.在主动冷却之后,将至少一个的滑动元件24调整到缩回位置并因此释放轮盘3以便移除。
59.选择性的最终调质可提高轮盘3的延展性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1