一种同轴送丝激光制造方法及装置
1.本发明属于激光制造领域,涉及一种同轴送丝激光制造方法及装置。
背景技术:
2.激光增材制造技术在制造模式上区别于传统的减材加工技术,其可以根据零件的三维模型直接制备出实体零件,省去了传统制造工艺中的模具设计、铸造、锻造等一系列工序,极大的缩短了零件的制备周期。同时,激光增材制造技术拓展了设计人员的想象空间,使得零件形状不再受传统制造工艺的约束。此外,通过优化激光增材制造工艺参数,能够使得成形出的金属零部件致密度及力学性能达到锻件水平,从而满足实际工程需求。
3.根据成形原材料形式的不同,激光增材制造可分为粉末式激光增材制造和丝材式激光增材制造,其中丝材式激光增材制造技术具有以下优点:1)丝材相较于粉末具有更高的材料利用率。粉末的利用率一般为50%以下甚至更低,同时使用过的粉末再次回收利用可能对零件性能产生不利影响。而丝材的利用率可高达100%,极大的节省了原材料。2)丝材式激光增材制造更加安全。由于激光增材制造存在高温过程,对于一些金属材料特别是轻质合金,在粉末增材过程中存在爆燃隐患,同时由于粉末的粒径一般在几十微米左右,所以容易对周围环境造成污染。而丝材式激光增材制造极大的降低了这种危险性同时避免了环境污染。3)丝材的制备工艺更简单,成本更低。粉末的制备工艺复杂,制粉成本高,部分粉末的球形度不高且存在空心粉末,从而使得粉末的流动性差影响粉末输送的稳定性,同时空心粉末容易在零件内引入气孔等缺陷,降低零件性能。而丝材制备更加简单,成本更低,且丝材在输送过程中均匀性及稳定性更高,有利于零件性能的保障。
4.送丝式激光增材制造根据丝材输送方式可分为斜轴式和同轴式。其中斜轴式送丝方式中的金属丝从激光束外送入,虽然装备设计难度低,实现较为容易,但仅单一方向成形容易,难以成形多方向或复杂结构零件,成形具有各向异性。同轴送丝方式是将金属丝从光束内部送入,激光束与金属丝同轴,熔丝效果更好,能量利用率高且能够实现复杂结构零件的制备,相比于斜轴式的送丝方式具有明显优势,但装备的设计制造难度大成本更高。
5.针对同轴送丝式的光路设计及装备研制一些学者开展了深入研究。专利cn 208147143 u设计了一种用于激光金属打印的同轴送丝熔敷头,通过两个锥形镜以及一个分裂镜实现光束的分束,最终通过聚焦镜对光束进行汇聚。该设计方案使得激光头内在两个锥形镜之间存在一个激光焦点,该焦点位置会加热两透镜之间的空气折射光路中的光线,造成光路的偏差,甚至在高功率激光作用下会产生空气的电离,因此该方案仅适用于低激光功率。
6.专利cn105499793 a设计了一种用于分光的光路,光路内采用了两个四分光透镜,该透镜形状复杂,制作要求及成本高昂,且四束光的分光与汇聚使镜片与光路的调试变得更加困难。
7.专利cn104259461 a中所设计的激光分光光路通过圆锥镜、内圆锥镜以及环形凹面镜对光路进行分光与汇聚,但内圆锥镜反射出的准直环形光光束与环形凹面镜反射的聚
焦光束在传播过程中发生了干涉,将影响光束的汇聚效果,不利于样件的成形,同时环形凹面镜的尺寸过大,难以加工且成本高昂。现有的同轴送丝激光制造装置的光路设计方式复杂,镜片及装备加工难度大,难以实际应用,因此,需设计更加高效简单的光路分光及相关机械结构。
技术实现要素:
8.针对现有技术的不足,本发明提出一种同轴送丝激光制造方法及装置,在激光头中采用分光-聚焦光路,能够实现光束内的同轴送丝以及激光-丝材的精准耦合,进而实现可靠的同轴送丝激光制造。激光-丝材同轴输送的制造方式极大的提高了样件制造的灵活性,同时相比于同轴送粉的制造方法又能够显著提高材料的利用率以及制造过程的安全性,降低环境污染。通过分光装置的设计,该制造方法能够实现激光聚焦焦距的实时变化,进一步提升了复杂样件制备的灵活性。
9.为实现上述目的,本发明采取的技术方案为:
10.一种同轴送丝激光制造装置,实现激光-丝材同轴激光制造。所述的激光制造装置包括光纤接口2、准直模块3、双向调节装置6以及激光制造装置主体24。
11.所述的准直模块3内设有准直镜4,准直镜4用于将光纤内传出的激光光束直径扩大并减小发散角;准直模块3入口与光纤接口模块2连通,准直模块3出口处设置双向调节装置6,激光光束1从光纤接口2进入,并依次通过准直镜4、双向调节装置6进入激光制造装置主体24。所述的激光制造装置主体24内设有分光棱镜7、次反射镜8、主反射镜9、聚焦透镜10以及送丝管14,其中,分光棱镜7与准直镜4轴线重合。所述的激光光束1经准直镜4进行准直后通过双向调节装置6到达分光棱镜7,并基于反射式分光通过分光棱镜7将激光光束1分为两束平行光束,两束光依次经过两个次反射镜8和主反射镜9传导,最后经过聚焦透镜10进行聚焦,两束激光最终聚焦至锥形喷嘴11的出口位置下方;其中,所述的分光棱镜7、两个次反射镜8、主反射镜9以及聚焦透镜10均设置于镜架19上。所述的双向调节装置6可在两个维度内保证准直镜4与分光棱镜7的同轴度,保证平行光束的均匀分光。本发明的准直镜4、分光棱镜7、次反射镜8、主反射镜9以及聚焦透镜10构成装置内的光路。同时送丝管14依次穿过主反射镜9和聚焦透镜10将丝材12输送至激光焦点位置,激光与丝材12精准耦合实现同轴送丝激光制造。
12.所述的激光制造装置内,在准直镜4、聚焦透镜10、分光棱镜7、次反射镜8以及主反射镜9位置处均设置有水冷;其中准直镜4通过准直模块3内的冷却水循环水路降温;聚焦透镜10通过外侧设置的环形水冷装置22内的冷却水循环水路降温,其内具有中空的环形水冷流道;分光棱镜7、次反射镜8以及主反射镜9位置处在壳体外加装外置水冷模块降温;壳体外侧设置有激光头装夹装置23,用于激光制造装置的固定安装。
13.所述的激光制造装置主体24内,在分光棱镜7、次反射镜8、主反射镜(9)以及聚焦透镜10位置处均配备有镜架19;分光棱镜7、次反射镜8以及主反射镜9可通过镜架调整装置20实现镜片在xyz三个方向的调整,同时通过镜架调节机构20对两个次反射镜8的相对位置进行小幅度转动调整,从而实现激光焦距的调整,焦距调整范围为
±
20mm;所述聚焦透镜10处的镜架19可在水平面内进行360度的旋转调整。
14.所述的激光制造装置主体24部分,设有锥形喷嘴11、丝材矫直装置13、送丝管14、
送丝管限位装置16、光-丝耦合装置18。所述激光制造装置的出口处设置有锥形喷嘴11,锥形喷嘴11上方设置保护镜片5以及送丝管限位装置16,锥形喷嘴侧面留有气体输送口17,其中送丝管限位装置16用于实现送丝管14在竖直方向的调整,调节送丝管伸出锥形喷嘴11的长度。所述丝材矫直装置13设于送丝管14的入口处,用于对金属丝材12进行矫直。所述光-丝耦合装置18设于锥形喷嘴11的上方,用于实现送丝管14在水平面内的位置调整,保证激光和金属丝材12的精准耦合。所述主反射镜9及聚焦透镜10内设置送丝孔,送丝管14通过送丝孔插入到光束内,实现光束内送丝;送丝管14的入口处还设置丝管夹紧装置21,用于承担送丝管14所受的外力;所述送丝管14出口处装有铜嘴15增强散热。所述锥形喷嘴11处设有保护气输送口17,保护气通过锥形喷嘴11可实现激光制造过程中的同轴惰性气体保护。
15.进一步的,所述的激光制造装置基于反射式分光,分光由分光棱镜7实现,分光光路部分无透镜,镜片结构简单,成本低,且激光制造装置内部不存在激光聚焦点。
16.进一步的,所述的激光制造装置内,准直模块3进出口位置以及聚焦透镜10下方均设置有保护镜片5,用于保护激光制造装置内的各镜片,以防外部环境污染或增材过程中飞溅物的损伤。
17.进一步的,所述光纤接口模块2为标准的llkd、qbh等专用光纤接口。
18.一种基于上述装置实现的同轴送丝激光制造方法,所述方法包括以下步骤:
19.第一步,调整丝材矫直装置,送入金属丝,确保出丝的准直度满足制造要求,所述丝材12为铜合金、铝合金、钢、镍基合金、钛合金等金属,丝材的直径为0.5mm~1.5mm。针对实际样件结构以及激光加工工艺条件确定合适的激光焦距,通过镜架调整装置20对两个次反射镜8的相对位置进行调整,使加工头的焦距达到确定数值,焦距的可调整范围为
±
20mm。
20.第二步,激光功率设置为100~3000w,其中选取送丝速度v1和激光头扫描速度v2。其中,r为丝材半径,单位为mm;v1为送丝速度,单位为mm/s;v2为激光头的扫描速度,单位为mm/s;p为激光功率,单位为w。
21.第三步,通过送丝管装夹装置21固定送丝管,调整光-丝耦合装置18,实现送丝管14在水平面内的位置调整,保证激光和丝材的同轴精准耦合,使得丝材后能够与焦点准确对准。通过送丝管限位装置16调整送丝管14在竖直方向的位置,使得铜嘴15的前端位于焦点上方5~10mm位置处,同时金属丝材送出至铜嘴出口外2~4mm。
22.第四步,加工前,通过保护气输送口17向锥形喷嘴11内输送保护气。通入冷却水对准直镜4、聚焦透镜10、分光棱镜7、次反射镜8以及主反射镜9进行水冷,按照机床设定的程序进行样件成形,待样件制备完成后,依次关闭送丝机、激光、冷却水以及保护气。
23.本发明的有益效果在于:
24.本发明采用反射分光的方式,消除了加工头内透镜分光时所产生的内部聚焦现象,避免了加工头内部空气的加热和电离,保障了光路的准确性,能够适用于高功率激光制造。本发明内的反射式分光光路使得分光镜结构简单体积小巧,避免了采用复杂结构的透镜,降低了镜片的加工难度以及制造成本。本发明内的同轴送丝激光制造方法通过将光束分光,实现了丝材与激光束的同轴输送,同时提高了材料利用率以及零部件制备的灵活性,能够实现复杂零件的激光制造。
附图说明
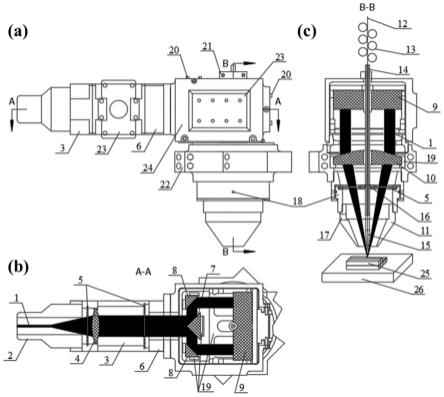
25.图1为本专利所述同轴送丝激光制造装置的外部结构以及内部光路示意图。(a)外部轮廓图;(b)a-a剖面图;(c)b-b剖面图。
26.图中:1激光光束;2光纤接口模块;3准直模块;4准直镜;5保护镜片;6双向调节装置;7分光棱镜;8次反射镜;9主反射镜;10聚焦透镜;11锥形喷嘴;12金属丝材;13丝材矫直装置,14送丝管;15铜嘴;16送丝管限位装置;17保护气输送口;18光-丝耦合装置;19镜架;20镜架调整装置;21送丝管装夹装置;22环形水冷装置;23激光头装夹装置;24激光制造装置主体;25样件;26基板。
具体实施方式
27.下面结合附图对本发明做进一步说明。以同轴送丝激光制造装置成形钛合金丝材tc4为例,给出具体的实施方式:
28.一种同轴送丝激光制造方法及装置,实现激光与丝材同轴输送的装置如下:
29.如图1(b)a-a剖面图所示,光纤插入到光纤接口2中并连接好,激光束1由光纤中射出,激光束1的直径很小且具有一定的发散角,因此激光束1由光纤射出后首先经过准直镜4,扩大光束直径并减小发散角,从而减小激光能量密度以及保证光路的准确性。在准直模块3的进出口位置分别设置有保护镜片5,防止准直模块内进入灰尘污染镜片,同时准直模块3内设置有循环水路,冷却水流经循环水路对准直镜进行降温。光束1经过准直模块3后调整为所需直径的平行光束,之后光束进入到双向调节装置6,通过调整双向调节装置使得准直镜4与分光棱镜7的轴线同轴。经双向调节装置6调整后的光束进入到激光制造装置的主体部分,首先光束通过分光棱镜7平分为两束截面积相等的平行光束,之后两束光分别经过次反射镜8进行传导,光束方向转变90度并入射至主反射镜9。如图1(c)b-b剖面图所示,入射至主反射镜9的光束再次转变90度,向下入射至聚焦透镜10,两束激光经聚焦透镜最终汇聚至激光制造装置喷嘴11的出口位置下方。
30.所述主反射镜9、聚焦透镜10以及聚焦透镜下方的保护镜片5均设置有通孔,所述送丝管14经加工头顶部穿入,依次穿过主反射镜9、聚焦透镜10以及聚焦透镜下方的保护镜片5,使得丝材能够从两束激光的中心送入熔池。所述送丝管出口位置配置有铜嘴15,以提高送丝管出口处的散热效率。所述聚焦透镜10下方的保护镜片5可防止增材过程中熔体飞溅损伤聚焦透镜,同时该保护镜片中心位置处设置有丝管限位装置16,该装置可用于控制丝管14伸出喷嘴11的长度,从而控制出丝位置距离激光焦点的距离。所述送丝管14在进入加工头的入口位置处配备有送丝管装夹装置21,该装置可承担丝材输送过程中的外力,保证送丝管的刚度。
31.所述金属丝材12经过丝材矫直装置13进行矫直后进入到送丝管14内,经送丝管14输送至激光焦点位置。所述激光制造装置配置有光-丝耦合装置18,该装置可对丝管14在水平方向内进行两个维度的调整,进而实现丝材与激光焦点的精准耦合。
32.所述激光制造装置在喷嘴处配备有保护气输送口17,通过保护气输送口17可输送高纯氩气以及氮气等惰性气体,保护气通过喷嘴11的汇聚能够实现在增材制造过程中实现同轴惰性气体保护。
33.所述聚焦透镜10的外侧壳体内设有环形水冷装置22,内部流道内通入冷却水对聚
焦透镜进行冷却,此外分光棱镜7、次反射镜8以及主反射镜9位置处的壳体外均留有水冷模块安装位置,在激光功率较高时可根据实际需求加装外置水冷模块。
34.所述分光棱镜7、次反射镜8、主反射镜9以及聚焦透镜10均配备有镜架19,其中分光棱镜7、次反射镜8以及主反射镜9可以通过镜架调整装置20进行调整,实现镜片在xyz三个方向的微调,同时两个次反射镜8可进行小幅度的转动,通过改变两个次反射镜8的相对距离及相对角度,可实现焦距在
±
20mm范围内调整。聚焦透镜10处的镜架19可以在水平面内进行360度转动,在激光制造装置工作一段时间后可以对镜架19进行旋转,从而增加聚焦透镜的使用寿命。
35.所述激光制造装置的壳体外侧设置有激光头装夹装置23,用于激光制造装置固定安装。
36.一种同轴送丝激光制造方法及装置,所述方法包括以下步骤:
37.第一步,将光纤插入到光纤接口2并连接好。将打磨、清洗和吹干好的基板26固定在机床运动平台上。将1.2mm的tc4丝材装入送丝机,并通过送丝管14缓慢送出至送丝管出口位置,调整丝材矫直装置,使tc4丝材在送出丝管外的20mm距离内保证准直。根据样件结构以及激光工艺确定所需焦距,通过镜架调整装置20调整两个次反射镜8的相对位置和角度,使加工头的焦距在可变范围内微调,直至焦距达到合适值。
38.第二步,设置激光功率为1000w,选取激光头扫描速度(v2)为9mm/s,送丝速度(v1)为25mm/s。
39.第三步,通过送丝管装夹装置21固定送丝管,调整光-丝耦合装置18,实现送丝管14在水平面内的位置调整,保证激光和tc4丝材的同轴精准耦合,使得tc4丝材出丝后能够与焦点准确对准。通过送丝管限位装置16调整送丝管14在竖直方向的位置,使得铜嘴15的前端位于焦点上方5mm位置处,金属丝材送出至铜嘴出口外2mm。
40.第四步,通过保护气输送口17向锥形喷嘴11内输送高纯氩气,并通入冷却水对准直镜4、聚焦透镜10、分光棱镜7、次反射镜8以及主反射镜9进行水冷,成形时机床按照预先设置好的程序运行,样件逐层成形,待样件制备完成后,依次关闭送丝机、激光、冷却水以及保护气。
41.以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1