一种锯片打磨装置的制作方法
1.本发明涉及锯片加工技术领域,具体是一种锯片打磨装置。
背景技术:
2.在合金加工以及各种需要切割加工的领域中,都需要用到锯片。为了提高锯片使用中的效果及稳定性,锯片加工完成后,都需要进行打磨处理。
3.中国专利公开号:cn204997170u公开的一种锯片打磨装置,用于锯片的打磨,包括:第一动力结构、打磨机构以及打磨机架;第一动力结构固定连接于打磨机架上,第一动力结构与锯片的圆心孔相连接以用于驱动锯片转动;打磨机构设于锯片的外缘端,包括沿水平方向滑动连接打磨机架的第二动力结构以及安装于第二动力结构上的打磨器件,打磨器件的外缘与锯片的外缘切线设置;打磨机架内设有调节丝杆以及支撑套筒,支撑套筒固定于打磨机架内,调节丝杆穿设于支撑套筒以供支撑调节丝杆转动,第二动力结构轴接于调节丝杆上,以供通过转动调节丝杆调节打磨器件与锯片的间距。
4.该打磨装置在使用中,其加工时,锯片边缘的加工需要配合人工或其他驱动来逐步保证完整性,其控制调节不够灵活方便。
技术实现要素:
5.本发明的目的在于提供一种锯片打磨装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种锯片打磨装置,包括支架,所述支架上装配连接设置有第一垫板,所述第一垫板上安装设置有打磨组件,所述支架上与打磨组件的输出端相对的位置上通过转轴转动连接设置有第二垫板,所述第二垫板上固定连接设置有定轨迹调节组件,所述定轨迹调节组件的输出端上装配连接设置有与转轴末端相对的拨齿组件;
8.所述第二垫板背离定轨迹调节组件的一侧安装设置有用于驱动第二垫板相对支架转动的锯片调节组件,所述锯片调节组件的输出端和转轴传动连接。
9.作为本发明进一步的方案:所述第一垫板滑动配合连接在支架的表面一侧,所述支架远离第一垫板的背面安装设置有用于驱动第一垫板相对第二垫板相对运动的进给组件。
10.作为本发明进一步的方案:所述第一垫板内设有相对移动组件,所述打磨组件固定连接在所述相对移动组件的输出端上,所述打磨组件对称设置有两组,所述相对移动组件设有两组,且两组相对移动组件的输出端分别与两组打磨组件相连。
11.作为本发明进一步的方案:所述第二垫板一侧固定连接设置有集屑板,所述集屑板位于转轴远离定轨迹调节组件的一侧,集屑板的表面均布设置有多组凹槽。
12.作为本发明进一步的方案:所述定轨迹调节组件包括固定安装在第二垫板侧面上的衬片,所述衬片上滑动配合连接设置有安装块,所述拨齿组件滑动安装在安装块上远离衬片的表面,所述衬片上转动连接设置有丝杆,所述丝杆通过螺纹配合活动贯穿安装块,所
述丝杆的延伸方向与所述安装块和所述衬片的滑动配合方向相同,所述安装块底部和所述衬片下侧配合连接有导向组件。
13.作为本发明进一步的方案:所述导向组件包括固定安装在安装块上的连接弹簧,所述安装块底部通过连接弹簧连接设置有滚轮,所述衬片底部固定连接设置有导向块,所述导向块边缘呈弧线设置,所述滚轮活动抵合在所述导向块边缘。
14.与现有技术相比,本发明的有益效果是:当启动打磨组件后,此时可以对锯片的边缘进行打磨处理,启动锯片调节组件后,可以控制带动第二垫板相对于支架进行转动,这样可以控制锯片的边缘向打磨组件靠近,从而方便调整加工位置和加工角度,在达到合适位置后,通过定轨迹调节组件带动拨齿组件移动,拨齿组件的末端边缘在移动中和锯片配合,并拨动锯片形成一定角度的转动,这样就可以逐步的对锯片上每个齿进行打磨加工,整体打磨加工角度控制灵活稳定,打磨过程自动且完整,可以对锯片上每个齿进行全面完整的处理。
附图说明
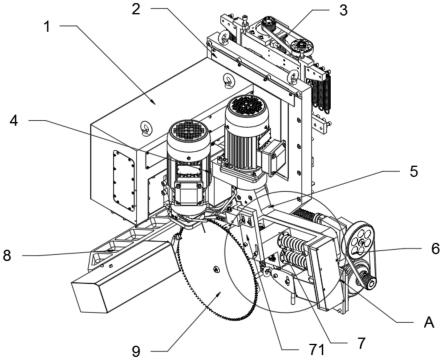
15.图1为本发明的结构示意图。
16.图2为本发明的侧视图。
17.图3为图1中a区域的放大结构示意图。
18.图中:1-第一垫板,2-支架,3-进给组件,4-打磨组件,5-第二垫板,6-锯片调节组件,7-定轨迹调节组件,71-拨齿组件,72-衬片,73-安装块,74-丝杆,75-连接弹簧,76-导向块,8-集屑板,9-锯片。
具体实施方式
19.请参阅图1~3,本发明实施例中,一种锯片打磨装置,包括支架2,所述支架2上装配连接设置有第一垫板1,所述第一垫板1上安装设置有打磨组件4,所述支架2上与打磨组件4的输出端相对的位置上通过转轴转动连接设置有第二垫板5,所述第二垫板5上固定连接设置有定轨迹调节组件7,所述定轨迹调节组件7的输出端上装配连接设置有与转轴末端相对的拨齿组件71;
20.所述第二垫板5背离定轨迹调节组件7的一侧安装设置有用于驱动第二垫板5相对支架2转动的锯片调节组件6,所述锯片调节组件6的输出端和转轴传动连接。
21.本实施例中,优选的,本装置用于对锯片9进行加工打磨,而锯片9安装在第二垫板5的一侧,当启动打磨组件4后,此时可以对锯片9的边缘进行打磨处理,启动锯片调节组件6后,可以控制带动第二垫板5相对于支架2进行转动,这样可以控制锯片9的边缘向打磨组件4靠近,从而方便调整加工位置和加工角度,在达到合适位置后,通过定轨迹调节组件7带动拨齿组件71移动,拨齿组件71的末端边缘在移动中和锯片9配合,并拨动锯片9形成一定角度的转动,这样就可以逐步的对锯片9上每个齿进行打磨加工,整体打磨加工角度控制灵活稳定,打磨过程自动且完整,可以对锯片9上每个齿进行全面完整的处理。
22.请参阅图1,本发明实施例中,所述第一垫板1滑动配合连接在支架2的表面一侧,所述支架2远离第一垫板1的背面安装设置有用于驱动第一垫板1相对第二垫板5相对运动的进给组件3。
23.本实施例中,优选的,进给组件3可以由伺服电机和丝杆滑块结构组成,丝杆滑块中的滑块滑动配合在支架2上,且滑块和第一垫板1固定连接,丝杆通过轴承转动连接在支架2一侧,丝杆的末端和伺服电机的输出端之间通过皮带传动连接。
24.本实施例中,优选的,进给组件3中的伺服电机在启动后,可以带动丝杆转动,从而通过滑块带动第一垫板1在垂直方向上移动,第一垫板1在升降的过程中,可以带动打磨组件4和锯片9相对调整间距,从而可以方便利用移动调节来调整打磨位置,并且可以配合第二垫板5带动锯片9的转动来实现精准的定位,加工精度更高。
25.请参阅图1,本发明实施例中,所述第一垫板1内设有相对移动组件(未示出),所述打磨组件4固定连接在所述相对移动组件的输出端上,所述打磨组件4对称设置有两组,所述相对移动组件设有两组,且两组相对移动组件的输出端分别与两组打磨组件4相连。
26.本实施例中,优选的,相对移动组件由伺服电机传动配合丝杆滑块组件组成,其中丝杆转动连接在第一垫板1中,且丝杆相对支架2的表面垂直设置,滑块滑动配合在第一垫板1朝向第二垫板5一侧的表面上,滑块和打磨组件4固定连接。启动伺服电机后,可以通过转动的丝杆带动滑块在第一垫板1上移动,通过两组丝杆滑块机构的独立运动,方便控制带动两组打磨组件4形成夹持式的加工,从而可以方便对锯片9的两侧进行同步的打磨加工。
27.本实施例中,优选的,打磨组件4包括伺服电机以及伺服电机输出端上装配连接的磨轮,两组伺服电机带动磨轮形成相向的转动。这样可以在同步打磨锯片9两侧的时候,减少对锯片9的干涉影响,避免影响锯片9的加工品质。
28.请参阅图1,本发明实施例中,所述第二垫板5一侧固定连接设置有集屑板8,所述集屑板8位于转轴远离定轨迹调节组件7的一侧,集屑板8的表面均布设置有多组凹槽。
29.本实施例中,优选的,集屑板8位于锯片9远离定轨迹调节组件7侧一侧,两组打磨组件4相对一侧的转动切线方向朝向集屑板8,这样在第二垫板5转动时集屑板8能够持续保持和锯片9位置同步,而打磨组件4对锯片9进行加工时,可以将打磨产生的碎屑通过集屑板8进行集中收集,这样更加方便清理,加工环境更加整洁。
30.请参阅图1和3,本发明实施例中,所述定轨迹调节组件7包括固定安装在第二垫板5侧面上的衬片72,所述衬片72上滑动配合连接设置有安装块73,所述拨齿组件71滑动安装在安装块73上远离衬片72的表面,所述衬片72上转动连接设置有丝杆74,所述丝杆74通过螺纹配合活动贯穿安装块73,所述丝杆74的延伸方向与所述安装块73和所述衬片72的滑动配合方向相同,所述安装块73底部和所述衬片72下侧配合连接有导向组件。
31.本实施例中,优选的,丝杆74端部传动连接有伺服电机,启动伺服电机可以带动丝杆74转动,从而控制安装块73在衬片72上滑动,继而可以带动拨齿组件71对锯片9进行拨动,调节灵活方便,且在安装块73相对衬片72滑动时利用导向组件控制带动拨齿组件71相对安装块73在垂直方向上移动,这样可以方便形成拨齿组件71的灵活移动轨迹。
32.请参阅图1和3,本发明实施例中,所述导向组件包括固定安装在安装块73上的连接弹簧75,所述安装块73底部通过连接弹簧75连接设置有滚轮,所述衬片72底部固定连接设置有导向块76,所述导向块76边缘呈弧线设置,所述滚轮活动抵合在所述导向块76边缘。
33.本实施例中,优选的,当安装块73向远离锯片9的方向滑动时,拨齿组件71被导向组件带动形成呈弧线向下的移动,这样可以方便拨齿组件71在拨动锯片9转动一个齿的角度后即远离锯片9,不会再影响锯片9的后续加工。
34.工作原理,使用时首先将需要加工的锯片9装配到第二垫板5一侧,通过进给组件3带动第一垫板1在支架2上垂直移动,方便调节控制打磨组件4靠近锯片9,启动锯片调节组件6控制带动第二垫板5相对支架2进行转动,这样可以将锯片9角度调整到合适的位置,此时可以通过相对移动组件控制带动两组打磨组件4的输出端夹持锯片9的边缘,从而方便打磨加工,而在加工完成一组锯片9的轮齿后,启动定轨迹调节组件7带动拨齿组件71对锯片9进行拨动,从而逐步的完成所有齿的加工,整体加工角度和位置灵活方便,加工全面。
35.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1