一种利用双光束激光焊接生物组织的装置及方法
1.本发明属于激光医学领域,具体涉及一种利用双光束激光焊接生物组织的装置及方法。
背景技术:
2.随着科技水平的逐渐提高,在医疗方面的手术缝合也经历了一系列发展,缝合材料从最传统的针线缝合到缝合胶再到可吸收缝合线,缝合技术从最开始的人工发展到机械缝合都经历了一步步的改善。但是无论是缝合技术的改变还是缝合材料的发展,都引起手术后瘢痕的产生。即使采用皮内缝合避免缝合后“蜈蚣状”的缝合疤痕,也无法避免手术后瘢痕的产生。但是激光缝合技术的出现会大大改善这一情况,激光作用于伤口产生胶原纤维或蛋白,加上激光产生的热效应使之交联融合,最大程度消除伤口瘢痕,降低热损伤,术后恢复亦不会产生严重炎症。再加上缝合速度快,排异反应小,这一技术一直备受关注并且在国外已经用于临床。
3.激光焊接采用单光束激光焊接生物组织容易出现组织粘结强度不够可能出现切口内渗血渗液使切口开裂,单一波长激光焊接切口通过产生胶原纤维或蛋白使伤口缝隙连接,但强度较低,如果伤口内部渗血或渗液较多会逐渐软化用于连接的蛋白,破坏这种交联融合,使切口裂开。并且采用单一激光器穿透能力单一,无法实现全层焊接,例如:co
2 ho:yag等红外激光易被水吸收能在皮肤表面2-20um产生热沉积使组织融合,但是只适合薄层伤口焊接,无法实现深层次焊接;当使用组织穿透力强的nd:yag激光进行皮肤焊接时,能够在深层组织产生适当热量,以达到深层伤口焊接效果,但是对于浅层组织存在损伤。因此单一波长的激光用于组织焊接存在较大的局限性。
技术实现要素:
4.本发明的目的在于提供一种用双光束激光焊接生物组织的装置及方法,可以根据生物组织不同部位的光学特性差异,先使用低能量激光器刺激生物组织蛋白质产生,再使用高能量激光器实现伤口的焊接,可达到极大程度提高生物组织焊接后抗拉强度强度的目的;本发明相比较单光束激光焊接,两束激光协同焊接,生物组织焊接区域分布的激光能量更加均匀,引起的热损伤更小。
5.实现本发明目的的技术解决方案为:一种利用双光束激光焊接生物组织的装置,包括第一激光器,第二激光器,行走机构,成像系统,温度检测系统,工作台和控制器;
6.待焊接的生物组织放置在工作台上,第二激光器功率大于第一激光器的功率,行走机构根据控制器的控制指令控制第一激光器和第二激光器的运动,温度检测系统用于实时监测待焊接的生物组织的温度,并将信号传递给控制器,所述成像系统用于获取焊接生物组织表面的三维图像,并将图像传递给控制器,控制器根据温度和三维图像对行走机构和激光器进行控制。
7.进一步的,行走机构包括控制第一激光器的第一机械臂,控制第二激光器的第二
机械臂,通过第一机械臂、第二机械臂分别实现第一激光器和第二激光器x、y、z三个方向的运动。
8.进一步的,第一机械臂和第二机械臂的结构相同,第一机械臂包括三个子臂,中间子臂和两端的子臂转动连接,末端的子臂连接导轨装置,通过中间子臂和两端子臂的转动实现激光器x和z两个方向的运动,通过导轨装置实现激光器y方向的运动。
9.进一步的,导轨装置包括导轨、导轨电机和安装块;
10.安装块一端连接有激光器,另一端在导轨电机的作用下在导轨中运动。
11.进一步的,所述温度监测系统包括一个红外热成像仪和一个热电偶测温板,用于获得待焊接部位的温度分布,在线传递信号给行走机构,随时调节焊接速度;所述热电偶测温板设置在工作台上,待焊接生物组织设置在热电偶测温板上。
12.进一步的,成像系统包括一个水平方向激光轮廓测量仪和一个垂直方向激光轮廓测量仪,均安装于导轨进行扫描,用于获得焊接表面结构复杂情况下样本的实时三维图像,在线传递信号给行走机构,及时优化焊接路径。
13.一种利用上述的装置进行焊接的方法,包括如下步骤:
14.步骤(1):采用第一激光器激发生物组织中蛋白质链解,完成对生物组织的先导扫描过程;
15.步骤(2):采用第二激光器对先导扫描后的组织在5-10s内进行激光组织焊接。
16.进一步的,第二激光器功率为第一激光器3至5倍。
17.进一步的,第一激光器为980nm连续光纤激光器,第二激光器为1064nm连续激光器。
18.进一步的,第一激光器的输出功率为1-2w、扫描速度为120-180mm/s;第二激光器的输出功率5-7w,扫描速度220-280mm/s,占空比100%。
19.本发明与现有技术相比,其显著优点在于:
20.(1)本发明采用两个独立的激光器,两激光器可以互不干涉的运动,灵活性更强,可以完成各个角度的焊接工作,以此满足生物组织的组织形貌差异;通过第一个低能量激光发生器可激发组织蛋白质链解,第二个高能量激光器利用产生的蛋白质链解产物进行组织焊接,可减少生物焊料的使用,甚至可以不使用生物焊料,大大降低加工消耗;
21.(2)本发明针对低热量作用于生物组织能够诱导蛋白质析出而不损伤组织本身的特性,通过调节两束激光频率以及照射生物组织的时间,从而控制激光作用于生物组织上的热输入量,实现组织融合最大粘结强度以及最小的热损伤;
22.(3)本发明采用的成像系统采用协同轮廓测量仪,对不同类型和结构的切口建立创口模型的三维图像后反馈给行走机构,实时优化焊接路径,确保焊接过程精准可靠,实现组织的全层次焊接;
23.(4)本发明温度监测系统使用两种测温仪器,可以对组织温度变化进行实时监测,将温度对比后的结果传递给行走机构,调整焊接的距离或焊接速度等参数,使生物组织焊接的温度处于最佳范围,保证基本焊接温度的同时减少焊接区域高温停留时间,最终实现吻合连续性高和不可逆热损伤面积小的焊接效果。
附图说明
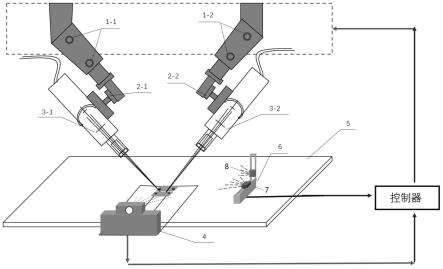
24.图1为本发明的装置示意图。
25.图2为本发明的方法流程示意图。
26.图3为本发明激光器x和z方向控制方式示意图。
27.图4为本发明激光器y方向控制方式示意图。
28.图5为本发明温度监测系统中热电偶测温板的热电偶分布图。
29.图6为本发明温度监测系统示意图。
30.附图标记说明:
31.1-1-第一机械臂,1-2-第二机械臂,2-1-第一导轨装置,2-2-第二导轨装置,2-3-导轨电机,3-1-第一激光器,3-2-第二激光器,4-温度监测系统,5-工作台,6-成像系统,7-第一测量仪,8-第二测量仪。
具体实施方式
32.下面结合附图对本发明作进一步详细描述。
33.结合图1,本发明的双光束激光焊接生物组织的装置,主要包括第一机械臂1-1,第二机械臂1-2,第一导轨装置2-1,第二导轨装置2-2,导轨电机2-3,第一激光器3-1,第二激光器3-2,温度监测系统4,工作台5,成像系统6,第一测量仪7,第二测量仪8。
34.两台机器人和搭载的两台激光器,机器人根据成像系统的指令对两台激光器的位置和角度进行调整再对生物组织进行加工。操纵机械臂内部两电机分别带动带轮组合调整x与z方向,具体过程及装配位置如图3,当伤口深度发生改变时也可以根据成像系统三维图像进行调整,再通过导轨装置中的电机(如图4)调整激光器角度改变加工y轴方向,通过带轮与导轨组合完成各个复杂路径焊接。两台激光器,第一激光器3-1与第二激光器3-2分别根据待加工的生物组织特性选择分别输出利于刺激蛋白质产生和待焊接组织最合适的激光,对于激光器的要求无具体限制,既可是脉冲激光器也可以是连续激光器,两激光器既分开独立运作又互相配合。
35.工作台上主要装载成像系统6和温度监测系统4。
36.温度监测系统4(如图6)由两部分组成,一部分使用红外热成像仪采用热辐射的方法记录待焊接部位上表面温度分布情况,另一部分测温板上均匀分布热电偶装载在加工台上记录待焊接部位下表面温度分布情况,可测量多个单点温度。可将整个过程中激光作用点温度的实时变化情况与最佳温度范围进行对比,从而将焊接速度的调节信息传递给行走机构。
37.成像系统6装载于工作台,由两个激光轮廓测量仪组成,水平方向上测量仪扫描组织水平平面上的模型,垂直方向上测量仪用于扫描组织垂直平面的模型,既可利用伤口路径二维平面完成第一激光器的刺激过程,又可联合此两平面的数据用于得到待焊接生物组织精确的三维图像模型,这样对于表面结构复杂组织有利于实现焊接路径的精确化,将图像处理后得到具体路径传输至行走机构用以调节焊接路径。
38.结合图2,使用本发明混合光束激光生物组织焊接装置的过程为:
39.步骤1、根据不同的生物组织的特性选择发射激光波长的激光器,选择激光输出方式,通常输出方式为连续输出或者脉冲输出。例如:首先,第一激光器3-1采用低强度光纤激
光器来刺激蛋白质及相关物质的析出,然后第二激光器3-2采用高强度脉冲激光器进行伤口焊接,通过双光束激光的相互协同增强伤口的焊接强度并且减小热损伤;
40.步骤2、根据组织的切口或创面组织的形状、深度和面积等外观表现,对第一激光器3-1和第二激光器3-2的参数进行预设,主要包括工作模式、功率、脉宽、重复频率等参数;
41.步骤3、放置并固定生物组织样本于工作台5,先将激光器产生的光斑照射在起始焊接位置之前的位置,根据组织的路径或创面大小,调整两激光器光斑大小;
42.步骤4、根据成像系统对切口进行扫描伤口传输具体路径规划给行走机构,确定组织的初始焊接位置及组织的待焊接路径,反馈给行走机构带动激光器对组织进行特定路径焊接,操纵第一激光器3-1刺激伤口附近组织产生蛋白质,第二激光器3-2对组织切口整体完成焊接;
43.步骤5、根据温度监测系统4红外热成像仪测得的上层温度和热电偶测温板获得的下层温度综合结果对焊接速度进行矫正,避免温度过低导致焊接效果不佳或者温度过高产生热损伤;
44.步骤6、焊接过程完毕,关闭系统电源,移开目标组织。
45.实施例1:
46.下面结合实验,对本发明做进一步的描述。
47.实验材料选用尺寸为30mm
×
20mm
×
3mm的新鲜猪皮组织,将其浸泡在牛蛋白质生物焊料中15min,擦去多余生物焊料后,使用11号手术刀制造1mm宽的切口,深度穿过全皮层。
48.将样本组织放置于工作台,先行操作成像系统对生物组织进行扫描,建立三维图像,确定初始焊接参数与扫描路径。
49.激光器3-1为980nm连续光纤激光器,输出功率1w、扫描速度150mm/s,;激光器3-2为1064nm连续激光器,输出功率5w,扫描速度250mm/s,占空比100%。
50.温度监测系统在整个焊接过程中通过红外热成像仪和热电偶测温板分别对组织上下表面温度变化情况进行实时反馈,若上侧温度低于40℃将反馈行走机构降低焊接速度,若温度高于40℃可提高焊接速度。根据本实验生物组织设计的热电偶测温板中具体的热电偶分布如图5,热电偶直径1.5mm,长度3.2mm,镶嵌于板中,热电偶顶端刺入生物组织1mm,四个热电偶均匀分布于切口两侧,具体温度监测装置如图6。
51.成像系统的第一测量仪7安装于水平导轨,扫描样本组织水平平面上的模型,第二测量仪8安装于垂直导轨,用于扫描组织垂直平面的模型,可联合此两平面的图像数据得到焊接组织样本的三维图像,将图像信息处理后得到的具体焊接路径反馈至行走机构用以实时优化焊接路径。
52.根据成像系统结果,编辑焊接路径。具体可分为两阶段,阶段一:通过控制第一激光器3-1配合装置(1-1),刺激切口焊接部位的蛋白质链解,完成对生物组织的先导扫描过程,速度根据温度监测系统的反馈进行优化;阶段二:刺激蛋白质链解后,行走机构直接控制第二激光器3-2配合装置(1-2)(具体移动过程如图4,
①
为起始焊接状态,通过
①→②→③
完成此过程,只在x方向与z方向运动)和导轨装置(2-2)(实现y方向运动)在三个方向对组织进行激光组织焊接。
53.焊接完毕后,关闭系统所有电源,移走样本组织。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1