一种高温合金工件锻造设备的制作方法
1.本发明涉及锻造设备技术领域,特别涉及一种高温合金工件锻造设备。
背景技术:
2.锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
3.公开号为cn108515103a的中国发明专利公开了一种锻造件冲压设备,该发明的技术方案为包括机架、设于机架上方的冲压装置和设于机架中部的工作台,其特征在于:所述工作台设于冲压装置的正下方,所述工作台的中部设有下模具,所述工作台的一侧设有能够抓取下模具内加工完成的工件并将该工件放到机架外侧的抓取装置,所述抓取装置包括固设于工作台侧壁上的驱动电机、转动连接于工作台一侧的升降组件和设于升降组件上方的抓取组件,所述驱动电机与升降组件之间连接有传动组件。达到了将冲压好的工件自动夹持出来的技术效果,但是该发明无法应用于高温工件,且高温工件在空气中会发生氧化反应,工件外表面的氧化皮和杂质在锻造过程的压力作用下会发生脱落,此时脱落下来的氧化皮不及时清理会对锻造过程造成影响,但由于温度过高因此不能采用人工清理,针对该缺陷发明了一种高温合金工件锻造设备。
技术实现要素:
4.针对上述技术问题本发明采用的技术方案为:一种高温合金工件锻造设备,包括动力机构、高温工件、床体、鼓气机构、打扫机构和手持模具;所述的动力机构和打扫机构安装在床体侧面,动力机构为打扫机构提供动力来源,动力机构与捶打机构连接,通过捶打机构对高温工件进行锻造,通过手持模具对高温工件进行夹取并放置在工作台上;捶打机构与鼓气机构连接,捶打机构为鼓气机构提供动力来源,通过鼓气机构将工件锻造过程脱落下来的氧化皮吹开,从而避免氧化皮对锻造过程产生影响,通过打扫机构将脱落下来的氧化皮扫落入承接盒中。
5.所述的捶打机构设置有曲轴、连杆和捶打头,曲轴与动力源连接,曲轴外表面转动安装有连杆,通过连杆带动捶打头进行升降运动;所述的鼓气机构设置有空心筒和鼓气筒,空心筒滑动安装在鼓气筒内壁,空心筒和鼓气筒同轴心,鼓气筒侧面设置有弧形孔洞,鼓气筒弧形孔洞内滑动安装有高低弹性组件,高低弹性组件与同步板连接;空心筒下侧设置有多个通气孔,空心筒下侧的通气孔对应的圆心角为60
°
到90
°
,空心筒下侧最高的通气孔位于手持模具上表面下方,空心筒和鼓气筒均设置有多个,初始状态下所有的空心筒通气孔朝向一致,每个空心筒内侧均设置有鼓气组件,通过鼓气组件产生风力;每个空心筒内侧设置有不同的转动组件,每个转动组件均与鼓气组件连接,通过不同的转动组件实现每个空
心筒的转速不同。
6.进一步的,所述的鼓气组件设置有活塞杆,所述的活塞杆固定安装在同步板上,同步板固定安装在捶打头外表面,同步板与捶打头同轴心,活塞杆下端固定安装有下活塞板,活塞杆上端固定安装有上活塞板,活塞杆、上活塞板和下活塞板同轴心,上活塞板滑动安装在鼓气筒内壁,下活塞板滑动安装在空心筒内壁。
7.进一步的,所述的上活塞板的半径大于下活塞板的半径,下活塞板的半径大于活塞杆的半径,上活塞板的半径与鼓气筒内径相等,下活塞板的半径与空心筒内径相等。
8.进一步的,所述的空心筒为双层圆筒结构,空心筒的两层圆筒下表面相平均固定安装在工作台上表面,空心筒的外层圆筒上表面高于内层圆筒上表面,两层圆筒在上侧相通,空心筒上表面设置有单向阀,通过单向阀使气体只能进入空心筒内而无法从空心筒中流出。
9.进一步的,每个所述的空心筒内壁均设置有螺旋形凹槽,每个所述的螺旋形凹槽的螺距均不同,每个所述螺旋形凹槽的螺旋角均为180
°
;所述的下活塞板设置有通孔,所述的下活塞板的通孔内设置有弹性部件一和凸杆,凸杆通过弹性部件一安装在下活塞板的通孔内,下活塞板通孔内的弹性部件一始终处于压缩状态。
10.进一步的,所述的凸杆的宽度与空心筒内壁螺旋形凹槽宽度相等,初始状态下凸杆滑动安装在空心筒内壁,随着凸杆的上升凸杆滑入空心筒内壁的螺旋形凹槽内,空心筒内壁的螺旋形凹槽两端设置有圆角。
11.进一步的,所述的空心筒内壁固定安装有挡圈,挡圈的内径与活塞杆半径相等,初始状态下下活塞板上表面与挡圈下表面留有间隙,所述的初始状态下下活塞板上表面与挡圈下表面的间隙小于曲轴的偏心距,每个所述的空心筒内壁的螺旋形凹槽的螺距均小于初始状态下下活塞板上表面与挡圈下表面的间隙,每个所述的空心筒内壁的螺旋形凹槽的上端均位于挡圈下表面下方,每个所述的空心筒内壁的螺旋形凹槽的下端相齐。
12.进一步的,所述的鼓气筒上设置有弧形通孔,所述的鼓气筒弧形通孔与鼓气筒同轴心,所述的高低弹性组件设置有上弧形板和下t字板,上弧形板和下t字板的形状与鼓气筒弧形通孔形状一致。
13.进一步的,所述的上弧形板与弹性部件二连接,所述的下弧形板与弹性部件三连接,在曲轴转动过程中弹性部件二始终处于压缩状态,在初始状态下弹性部件三的弹力与下弧形板的重力达到平衡时下弧形板上表面与同步板留有间隙。
14.进一步的,所述的打扫机构设置有打扫组件,所述的床体设置有底座,工作台安装在底座上表面,初始状态下所述打扫组件上表面与底座上表面的距离与下活塞板上表面与挡圈下表面间隙的距离之和等于曲轴的偏心距。
15.本发明与现有技术相比的有益效果是:(1)通过设置鼓气机构将脱落下来的氧化皮和杂质吹落下工作台,避免氧化皮和杂质对锻造过程产生影响;(2)通过鼓气机构的转动使氧化皮更好的吹落避免留下死角;(3)鼓气机构与打扫机构联动实现清理过程无缝连接,避免高温氧化皮对加工工人造成伤害。
附图说明
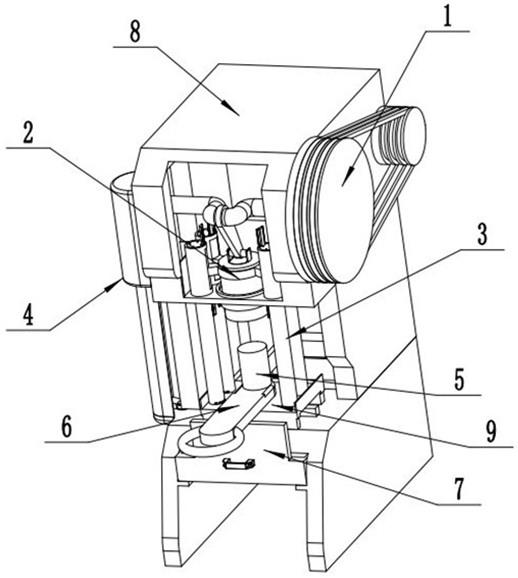
16.图1为本发明总体结构示意图。
17.图2为本发明动力机构总体结构示意图。
18.图3为本发明动力机构与捶打机构连接关系示意图。
19.图4为本发明床体总体结构示意图。
20.图5为图4中a处局部放大示意图。
21.图6为本发明鼓气筒与中间板连接关系示意图。
22.图7为图6中b处局部放大示意图。
23.图8为本发明鼓气机构总体结构示意图。
24.图9为本发明鼓气组件总体结构示意图。
25.图10为图9中c处局部放大示意图。
26.图11为本发明鼓气组件正视图。
27.图12为图11中a-a方向剖视图。
28.图13为图12中d处局部放大示意图。
29.图14为图12中e处局部放大示意图。
30.图15为本发明高温工件与手持模具连接关系示意图。
31.图16为本发明打扫机构总体结构示意图。
32.图17为图16中f处局部放大示意图。
33.图18为图16中g处局部放大示意图。
34.图19为本发明打扫组件总体结构示意图。
35.图20为图19中h处局部放大示意图。
36.附图标记:1-动力机构;2-捶打机构;3-鼓气机构;4-打扫机构;5-高温工件;6-手持模具;7-承接盒;8-床体;9-工作台;101-电机;102-皮带轮;103-皮带;104-飞轮;201-曲轴;202-连杆;203-捶打头;204-导套;301-空心筒;302-挡板;303-同步板;304-鼓气筒;305-上t字板;306-第一弹簧;307-中间板;308-通气板;309-上弧形板;310-下弧形板;311-下t字板;312-第二弹簧;313-活塞杆;314-上活塞板;315-单向阀;316-挡圈;317-下活塞板;318-第三弹簧;319-凸杆;401-长轴;402-第一连杆;403-第二连杆;404-固定杆;405-半齿轮;406-全齿轮;407-第一锥齿轮;408-配重块;409-第二锥齿轮;410-打扫杆;411-伸缩轴;412-第一球座;413-第二球座;801-横梁;802-底座。
具体实施方式
37.下面结合并通过具体实施方式来进一步说明本发明的技术方案。
38.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
39.如附图1所示,动力机构1和打扫机构4安装在床体8侧面,床体8内侧滑动安装有承接盒7,动力机构1为打扫机构4提供动力来源,动力机构1与捶打机构2连接,通过捶打机构2对高温工件5进行锻造,通过手持模具6对高温工件5进行夹取并放置在工作台9上,工作台9安装在床体8上,捶打机构2与鼓气机构3连接,捶打机构2为鼓气机构3提供动力来源,通过鼓气机构3将工件锻造过程脱落下来的氧化皮和杂质吹开,从而避免氧化皮和杂质对锻造
过程产生影响,通过打扫机构4将脱落下来的氧化皮扫入承接盒7中。
40.如附图3~附图14所示,捶打机构2设置有曲轴201、连杆202和捶打头203,曲轴201外表面转动安装有连杆202,通过连杆202带动捶打头203进行升降运动,进而通过捶打头203对高温工件5进行捶打;鼓气机构3设置有空心筒301和鼓气筒304,空心筒301滑动安装在鼓气筒304内壁,空心筒301和鼓气筒304同轴心,空心筒301与鼓气筒304的轴线方向为重力方向,鼓气筒304固定安装在中间板307上侧,鼓气筒304侧面设置有弧形孔洞,鼓气筒304弧形孔洞内滑动安装有高低弹性组件,高低弹性组件与同步板303连接;空心筒301下侧设置有多个通气孔,空心筒301下侧的通气孔对应的圆心角为90
°
度,空心筒301下侧最高的通气孔位于手持模具6上表面下方,空心筒301和鼓气筒304均设置有四个,初始状态下所有的空心筒301通气孔朝向一致,空心筒301的通气孔轴线朝向底座802上表面倾斜,每个空心筒301内侧均设置有鼓气组件,鼓气组件产生的风力通过通气孔传出并将氧化皮吹下工作台9;每个空心筒301内侧设置有不同的转动组件,每个转动组件均与鼓气组件连接,通过不同的转动组件实现每个空心筒301的转速不同。
41.如附图5~附图14所示,鼓气组件设置有活塞杆313,活塞杆313固定安装在同步板303上,同步板303固定安装在捶打头203外表面,同步板303与捶打头203同轴心,活塞杆313下端固定安装有下活塞板317,活塞杆313上端固定安装有上活塞板314,活塞杆313、上活塞板314和下活塞板317同轴心,上活塞板314滑动安装在鼓气筒304内壁,下活塞板317滑动安装在空心筒301内壁,上活塞板314的半径大于下活塞板317的半径,下活塞板317的半径大于活塞杆313的半径,上活塞板314的半径与鼓气筒304内径相等,下活塞板317的半径与空心筒301内径相等,空心筒301为双层圆筒结构,空心筒301的两层圆筒下表面相平均固定安装在工作台9上表面,空心筒301的外层圆筒上表面高于内层圆筒上表面,两层圆筒在上侧相通,空心筒301上表面设置有单向阀315,通过单向阀315使气体只能进入空心筒301内而无法从空心筒301中流出。
42.如附图4~附图15所示,每个空心筒301内壁均设置有螺旋形凹槽,每个螺旋形凹槽的螺距均不同,每个所述螺旋形凹槽的螺旋角均为180
°
;下活塞板317设置有通孔,下活塞板317的通孔内设置有第三弹簧318和凸杆319,凸杆319通过第三弹簧318安装在下活塞板317的通孔内,下活塞板317通孔内的第三弹簧318始终处于压缩状态,凸杆319的宽度与空心筒301内壁螺旋形凹槽宽度相等,初始状态下凸杆319滑动安装在空心筒301内壁,随着凸杆319的上升凸杆319滑入空心筒301内壁的螺旋形凹槽内,空心筒301内壁的螺旋形凹槽两端设置有圆角。
43.如附图5~附图16所示,空心筒301内壁固定安装有挡圈316,挡圈316的内径与活塞杆313半径相等,初始状态下下活塞板317上表面与挡圈316下表面留有间隙,初始状态下下活塞板317上表面与挡圈316下表面的间隙小于曲轴201的偏心距,每个空心筒301内壁的螺旋形凹槽的螺距均小于初始状态下下活塞板317上表面与挡圈316下表面的间隙,每个空心筒301内壁的螺旋形凹槽的上端均位于挡圈316下表面下方,每个所述的空心筒301内壁的螺旋形凹槽的下端相齐。
44.如附图6~附图15所示,鼓气筒304上设置有弧形通孔,鼓气筒304弧形通孔与鼓气筒304同轴心,高低弹性组件设置有上弧形板309和下t字板311,上弧形板309和下t字板311的形状与鼓气筒304弧形通孔形状一致,上弧形板309与第一弹簧306连接,第一弹簧306固
定安装在上t字板305下侧,上t字板305固定安装在通气板308上表面,通气板308固定安装在鼓气筒304内侧,鼓气筒304设置有多个通气孔,下弧形板310与第二弹簧312连接,第二弹簧312固定安装在下t字板311上表面,下t字板311固定安装在中间板307下侧,在曲轴201转动过程中第二弹簧312始终处于压缩状态,在初始状态下第二弹簧312的弹力与下弧形板310的重力达到平衡时下弧形板310上表面与同步板303留有间隙,打扫机构4设置有打扫机构,床体8设置有底座802,底座802侧面设置有脚踏开关,脚踏开关与电机101连接,工作台9安装在底座802上表面。
45.如附图1~附图5所示,横梁801固定安装在底座802上侧,电机101固定安装在横梁801上,电机101输出端固定安装有皮带轮102,通过皮带103使皮带轮102和飞轮104构成带传动,飞轮104转动安装在横梁801侧面,飞轮104与曲轴201固定安装,曲轴201外表面转动安装有连杆202,连杆202与捶打头203构成转动配合,捶打头203滑动安装在导套204内表面;中间板307上表面设置有通孔,导套204固定安装在中间板307通孔内表面。
46.如附图3、附图16~附图20所示,半齿轮405固定安装在曲轴201外表面,半齿轮405与全齿轮406间歇啮合,全齿轮406转动安装在横梁801侧面,全齿轮406与第一锥齿轮407固定连接,第一锥齿轮407与第二锥齿轮409啮合,第一锥齿轮407侧面固定安装有配重块408,第二锥齿轮409固定安装在长轴401外表面,长轴401转动安装在底座802上表面。
47.如附图3、附图14、附图16~附图20所示,打扫组件设置有第一连杆402,初始状态下第一连杆402上表面与底座802上表面的距离与下活塞板317上表面与挡圈316下表面间隙的距离之和等于曲轴201的偏心距,第一连杆402与第二连杆403一端转动连接,第二连杆403上表面设置有凹槽,第二连杆403凹槽内滑动安装有固定杆404,固定杆404固定安装在挡板302侧面,挡板302固定安装在横梁801内侧;打扫杆410上侧设置有凹槽,第二连杆403另一端滑动安装在打扫杆410的凹槽内,打扫杆410滑动安装在底座802上侧,打扫杆410上固定安装有第二球座413,底座802上侧固定安装有第一球座412,伸缩轴411两端分别铰接在第一球座412和第二球座413上。
48.工作原理:工作时工人通过手持模具6将高温工件5放置在工作台9上,之后踩动脚踏开关,电机101启动,电机101带动皮带轮102转动,皮带轮102通过皮带103带动飞轮104转动,飞轮104带动曲轴201转动,曲轴201转动时带动连杆202运动,连杆202带动捶打头203运动,在导套204的作用下捶打头203开始上升,捶打头203在上升过程中对高温工件5进行捶打,捶打头203上升时带动同步板303进行上升,同步板303带动活塞杆313进行上升,活塞杆313上升过程中带动下活塞板317沿着空心筒301内壁滑动,当凸杆319接触到空心筒301内壁的螺旋槽时第三弹簧318推动凸杆319滑入空心筒301内壁的螺旋形凹槽,活塞杆313继续上升时通过凸杆319带动空心筒301转动,通过不同的螺旋形凹槽使每个空心筒301的转速不同,通过空心筒301的转速不同使吹出的空气产生扰动,尽量避免将氧化皮吹入到死角。
49.在下活塞板317沿着空心筒301内壁滑动时,通过挤压空心筒301内的空气使空心筒301内的空气通过空心筒301下侧的通气孔传出,进而对脱落下来的氧化皮吹落工作台9落在底座802上表面,当下活塞板317接触到挡圈316时通过挡圈316带动空心筒301上升,此时凸杆319脱离空心筒301内壁的螺旋形凹槽,空心筒301停止旋转,空心筒301带动工作台9上升;曲轴201转动的同时带动半齿轮405转动,半齿轮405带动全齿轮406转动,全齿轮406带动第一锥齿轮407转动,第一锥齿轮407带动第二锥齿轮409转动,第二锥齿轮409带动长
轴401转动,长轴401带动第一连杆402转动,第一连杆402转动时通过第二连杆403带动打扫杆410进行摆动,从而通过打扫杆410将落在底座802上表面的氧化皮和杂质扫入承接盒7中,当半齿轮405与全齿轮406脱离啮合时在配重块408的作用下将第一锥齿轮407恢复到初始状态,从而带动下弧形板310回到原位。
50.当捶打头203下降时通过同步板303带动活塞杆313下降,活塞杆313下降时通过下活塞板317带动挡圈316下降,挡圈316带动空心筒301下降,空心筒301带动工作台9下降,在同步板303下降过程中上活塞板314沿着鼓气筒304内壁滑动在上活塞板314滑动过程中通过上活塞板314将鼓气筒304的空气挤入空心筒301内,通过空心筒301下侧的通气孔排出,当工作台9落在底座802上表面时同步板303继续下降,当凸杆319接触到空心筒301内壁的螺旋形凹槽时带动空心筒301反转,此时开始反向吹动将死角的氧化皮吹落工作台9。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1