一种用于焊接纠偏与焊缝表面质量检测的结构光传感器
1.本发明涉及机器人焊接技术领域,具体涉及一种用于焊接纠偏与焊缝表面质量检测的结构光传感器。
背景技术:
2.随着工业自动化水平的提高,对产品焊接质量的要求越来越高。基于视觉的自动化焊接成为了工业自动化焊接的主要发展方向。在视觉引导的自动化焊接中,精确定位焊缝与纠偏焊接机器人焊接位置是保证焊接质量的关键;同时,焊接工艺的错误选择,会影响焊缝的表面质量。通过实时检测焊缝表面质量,可以根据检测结果实时调整焊接工艺。因此焊接纠偏与焊缝表面质量检测传感器技术是提高自动化焊接质量的前提。
3.目前,应用于焊接机器人上的视觉传感器多种多样,但其中主动视觉传感器结构简单,易于实现。主动视觉传感器需要配备成像光源,然后通过工业相机捕获光源投射位置处的图像信息。线结构光具有亮度高;方向性好,不会发散;相干性好,不容易被干涉等特点,可以有效克服焊接过程所产生的弧光、飞溅与烟雾等的影响,因此被广泛应用在主动视觉传感器中。
4.目前,大多数激光传感器都是固定在焊枪上,只具备焊缝识别与焊接纠偏的功能,且体积较大,不能很好地应对复杂的工件焊接场景。因为只具备焊缝识别与焊接纠偏的功能,这样就不能在焊接的同时,完成对焊好的焊缝表面进行质量检测,从而达到实时调成焊接工艺参数的目的。
技术实现要素:
5.为了克服现有技术存在的缺点与不足,本发明提供一种用于焊接纠偏与焊缝表面质量检测的结构光传感器。
6.本发明仅使用一个结构光发射器,就可发射两条线结构光,分别用于焊接纠偏与焊缝表面质量检测。
7.本发明采用如下技术方案:
8.一种用于焊接纠偏与焊缝表面质量检测的结构光传感器,包括激光器、第一反射镜、第二反射镜、工业相机、分光镜及滤光镜,所述激光器发射一束激光线,经由分光镜投射出水平方向激光线及竖直方向激光线,所述水平方向激光线经过第二反射镜反射,所述竖直方向激光线经过第一反射镜反射,两条反射激光线投射到待测工件表面后输入两片滤光镜,工业相机采集滤光镜滤光后激光线图片。
9.进一步,所述水平方向激光线经过第二反射镜反射,其反射光线与工业相机光轴呈10度射出;
10.所述激光线经过第一反射镜反射,其反射光线与工业相机光轴呈35度射出。
11.进一步,两片滤光镜呈120度夹角。
12.进一步,所述分光镜的中心线与激光器的中心线呈45度夹角。
13.进一步,所述激光器的中心轴线、工业相机的光轴、两个反射镜的中心线、滤光镜的中心线及分光镜的中心线均在同一平面内。
14.进一步,还包括:传感器底板、传感器上侧板、传感器左侧板、传感器右侧板传感器顶板;
15.所述激光器通过激光器套作固定在传感器底板上,所述工业相机通过散热架固定在传感器底板上,滤光镜设置在传感器底板上;
16.所述第一反射镜通过第一反射镜夹持机构固定在传感器顶板上,所述第二反射镜通过第二反射镜夹持机构固定,所述第二反射镜夹持机构设置在手动转台的转台台面上,所述手动转台安装在传感器底板上。
17.进一步,所述滤光镜设置在传感器底板上,具体为:
18.所述滤光镜安装在可拆卸式滤光镜夹持机构上,所述可拆卸式滤光镜夹持机构设置在滤光镜接口机构,所述滤光镜接口机构设置在传感器底板上。
19.进一步,还包括有机玻璃板,呈长方形,两片平行于滤光镜安装,所述有机玻璃板设置在可拆卸滤光镜夹持机构的矩形滑槽内。
20.进一步,还包括用于连接焊枪的传感器夹持块,设置在传感器底板。
21.进一步,所述传感器夹持块分为左右两部分,两部分中间设置有半圆形凹槽,两部分通过绝缘套筒固定。
22.本发明的有益效果:
23.(1)本发明同时完成焊接纠偏与焊接表面质量检测工作,通过分光镜和反光镜的组合实现同时发射两条激光线,分别用于焊接纠偏和焊缝表面质量检测。可实现在引导机器人焊接的同时,完成对焊好的焊缝质量检测工作,为实时调整焊接工艺参数提供理论参考。
24.(2)本发明结构紧凑,实现使用一个激光器就可以同时发射两条激光线的效果,激光器价格高昂,只使用一个激光器,可以减少内部元器件的数量,降低成本;分光镜与反射镜的光路设计与相机的相对位置组合,可以有效节省内部空间,使结构更加紧凑,减小传感器体积,提高对复杂工件焊接场景的适用性。
25.(3)本发明具有可拆卸式滤光镜,使得滤光系统拆卸方便,具体是滤光镜接口机构设有槽口,槽口上装有波子螺丝。滤光镜支架上设有突起部分,突起部分设有凹槽,安装时,仅需将滤光镜支架的突起部分旋转至波子螺丝顶住突起部分的凹槽即可,拆卸反之。
附图说明
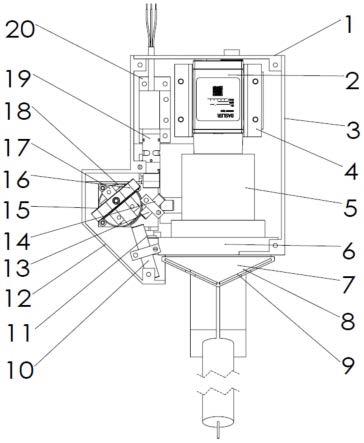
26.图1是本发明的整体结构示意图;
27.图2是图1的右视图。
具体实施方式
28.下面结合实施例及附图,对本发明作进一步地详细说明,但本发明的实施方式不限于此。
29.实施例
30.如图1及图2所示,一种用于焊接纠偏与焊缝表面质量检测的结构光传感器,包括:
用于支撑和固定内部各元件的传感器底板21、用于对内部元件保护作用的传感器上侧板1、传感器左侧板12、传感器右侧板3及传感器顶板25,所述传感器顶板25垂直于传感器上侧板安装。
31.本发明结构光视觉传感器还包括激光器19、第一反射镜11、第二反射镜15、工业相机2、分光镜14及滤光镜8,具体各部分安装如下:
32.所述激光器19设置在用于夹持支撑激光器的激光器套座20上,所述激光器套座20通过螺栓固定在传感器底板21上。
33.所述激光器发射线形红激光。
34.所述第一反射镜11通过第一反射镜夹持机构10安装在传感器顶板25上。
35.所述第二反射镜固定在第二反射镜夹持机构16上,所述第二反射镜夹持机构通过反射镜连接块17安装在手动转台18的转台台面上,第二反射镜可随转台台面一起转动。所述手动转台18安装在传感器底板21上为其开的矩形槽中。
36.进一步,两个反射镜反射的激光,使得激光可以分别照射到工业相机左右两侧的下方视野。
37.所述分光镜14由夹持机构13固定,安装在传感器顶板25上。
38.所述工业相机2,设有镜头5安装在散热架4上,并通过散热架4固定在传感器底板21上。
39.所述滤光镜8,安装在可拆卸式滤光镜夹持机构7上;可拆卸式滤光镜夹持机构7,其顶端有刚性突起,与滤光镜接口机构6的槽配合,并通过波珠定位螺丝限位。使用时,可以手动旋转至波珠定位螺丝滑入限位孔进行安装,拆卸同理。
40.所述滤光镜接口机构6固定在传感器底板21上。
41.所述可拆式滤光镜夹持机构7还开有槽,用于设置有机玻璃板9,所述有机玻璃板为长方形,用来阻挡焊接时的飞溅,免得伤害到镜头。
42.用于连接焊枪24的传感器夹持块23,设置在传感器底板21的下侧。
43.为了更好的实现本结构同时进行焊接纠偏与焊缝表面质量检测的功能,对上述各元件的具体位置进行如下限定。
44.所述激光器19的中心轴线、工业相机2的光轴、第一反射镜11、第二反射镜15的中心线、滤镜8的中心线以及分光镜14的中心线在一个平面内。
45.激光器19、工业相机2、手动转台18的底座、以及焊枪24的相对位置固定,都通过传感器底板21上的矩形槽来定位。反射镜夹持机构10、分光镜夹持机构13的相对位置固定,都通过顶板上的矩形槽来定位。
46.分光镜14中心线与激光器19中心线呈45度夹角,以保证从分光镜14投射出的两条激光线分别呈水平和竖直方向。水平方向射出的激光线经过第二反射镜15,其反射光线与相机光轴呈10度射出。
47.通过调节手动转台18的按钮,可以调节第二反射镜15的角度,进而调节激光射出的角度;垂直方向射出的激光线经过第一反射镜11,与相机光轴呈35度射出。
48.滤光镜8为两片,呈120
°
。因为该传感器将激光倾斜投射在工件表面,其反射回来的光会斜入射水平放置的滤光镜。这会导致窄带滤光镜的偏振依赖损耗增加,带通滤光镜的峰值和带宽将向短波的方向偏移,使得滤光效果大幅下降。因此本文采用两片滤光镜互
成角度放置,以保证尽量多的激光线反射光射入相机。
49.有机玻璃板9为两片,平行于滤光镜8安装。可拆卸式滤光镜夹持机构7中有矩形滑槽以安装有机玻璃板9,有机玻璃板9滑入矩形槽中,通过小螺钉固定住两端伸出部的孔,完成玻璃板的限位。所述有机玻璃板能够透光又能挡住焊接时的飞溅以保护相机和激光器的有机玻璃板,将其安装在下板上的滑槽内以方便在其被飞溅和烟雾污染后进行更换。
50.传感器夹持块23分为左右两部分,其中间设置有半圆形凹槽,用于安装焊枪24。传感器夹持块23与传感器之间采用由pom聚甲醛板加工成的硬质耐热绝缘塑料垫片22进行隔离。同时,左右夹持块之间通过绝缘套筒和螺栓进行固定。实现焊枪与传感器之间的绝缘,表面焊接时高电压及电流破坏传感器。
51.传感器夹持块的左部分的上部沿着靠近底板方向成倾斜设置。
52.本发明的具体工作过程如下:
53.将传感器固定在焊枪末端上,激光器连接电源,相机连接到电脑上。使用时,将焊枪移动到正对工件的位置处,给激光器供电,打开激光器。
54.激光器发射一束激光,经由分光镜后透射出水平方向及竖直方向激光线,分别通过第一及第二反射镜反射后,投射到待测物体(焊缝)表面。由待测物体表面反射的激光线,输入滤光镜,进一步射入工业相机。此时,相机会捕获到工件反射回来的光线,在电脑端显示为激光线图片。激光线图片中,存在两条激光线(一条用于焊接跟踪,一条用于焊缝表面质量检测)。电脑端,分别对两条激光线进行图像处理,分别完成焊接跟踪和焊缝表面质量检测。
55.本实例结构紧凑,可以适用于多种结构复杂的工件;可调节性强,可根据实际情况调节激光线距离焊枪的距离。可以同时完成焊接起始位置的寻找、焊缝跟踪、焊接过程的纠偏与焊接表面质量视觉检测,为焊接的自动化和焊接质量的优化提供帮助。
56.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受所述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1