一种车架焊接装置的制作方法
1.本发明涉及汽车车架焊接技术领域,尤其涉及一种车架焊接装置。
背景技术:
2.在汽车车架生产企业中,自卸汽车车架油缸座,翻转座等的焊接工作量巨大,不同车型焊接节拍约40min每辆至60min每辆,而整条生产线其它工序的节拍只有5min每辆至15min每辆,工序时长均小于焊接时长,焊接工序严重制约了车架的产能。为了能够提高产能,汽车厂会增加人员或者增加设备的方式,但增加人员所需的焊工薪酬待遇比一般普通工人要高得多,人工成本高,并且纯粹依靠工人,焊接一致性差,质量保证能力较差,并且对焊接工人的身体健康有所影响;增加焊接机器人及其配套的焊接胎代替人工焊接,虽然提高了焊接一致性,保障了焊接质量。但卡车车架定制性强,车架种类繁多,不同品种差异大,且车架笨重,体积庞大,每台车架重量在0.5吨至2.0吨不等,长度在5米至12米不等,定制焊接机器人及其配套的焊接胎价格昂贵,每定制采购一台套需投入百万元以上的资金,且难以覆盖种类繁多,新品种不断增加的车架,并且机器人的日常使用维修成本高,维修时间长,同时对使用及维修人员的编程能力,电气能力等要求较高。
技术实现要素:
3.本发明所要解决的技术问题是:提供一种车架焊接装置,不仅能够保障焊接质量,而且通用性强。
4.为了解决上述技术问题,本发明采用的技术方案为:一种车架焊接装置,包括支架、焊接组件和设置在支架两侧的支撑座;所述支撑座用于支撑待焊接车架,所述支架上设置有沿所述待焊接车架长度方向延伸的轨道,所述轨道前方两侧设置有固定安装在支架上的夹具,所述夹具用于夹紧所述待焊接车架;所述焊接组件包括行程车和焊枪,所述行程车滑动设置在轨道上,所述焊枪设置在行程车上。
5.本发明的有益效果在于:在焊接过程中,利用支撑座支撑起待焊接车架,然后利用夹具夹紧待焊接车架,从而将支架与待焊接车架连接在一起,接着便可利用焊接组件的行程车沿轨道的轨迹移动,从而带动焊枪的移动,进而完成对待焊接车架的焊接。
附图说明
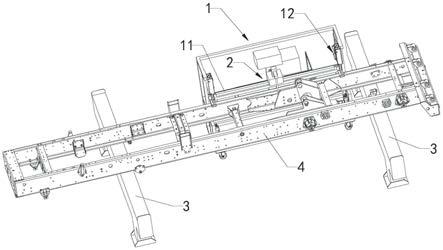
6.图1为本发明在具体实施方式中的一种车架焊接装置的使用效果结构示意图;
7.图2为本发明在具体实施方式中的一种车架焊接装置的支架结构示意图;
8.标号说明:
9.1、支架;11、轨道;12、夹具;121、上气缸;122、下气缸;123、电磁铁;13、滚轮;
10.2、焊接组件;21、行程车;22、焊枪;23、第一直线往复装置;24、第二直线往复装置;
11.3、支撑座;4、待焊接车架。
具体实施方式
12.为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
13.请参照图1至图2所示,本发明一种车架焊接装置,包括支架1、焊接组件2和设置在支架1两侧的支撑座3;所述支撑座3用于支撑待焊接车架4,所述支架1上设置有沿所述待焊接车架4长度方向延伸的轨道11,所述轨道11前方两侧设置有固定安装在支架1上的夹具12,所述夹具12用于夹紧所述待焊接车架4;所述焊接组件2包括行程车21和焊枪22,所述行程车21滑动设置在轨道11上,所述焊枪22设置在行程车21上。
14.从上述描述可知,本发明的有益效果在于:在焊接过程中,利用支撑座3支撑起待焊接车架4,然后利用夹具12夹紧待焊接车架4,从而将支架1与待焊接车架4连接在一起,接着便可利用焊接组件2的行程车21沿轨道11的轨迹移动,从而带动焊枪22的移动,进而完成对待焊接车架4的焊接。
15.请参照图2所示,进一步地,所述焊接组件2还包括第一直线往复装置23和第二直线往复装置24,所述第一直线往复装置23设置在行程车21上,且所述第一直线往复装置23的活动端沿竖直方向移动,所述第二直线往复装置24安装在第一直线往复装置23的活动端上,所述第二直线往复装置24的活动端沿水平方向移动,且垂直于所述待焊接车架4的长度方向,所述焊枪22设置在第二直线往复装置24的活动端上。
16.由上述描述可知,利用第一直线往复装置23可以调整焊枪22竖直方向上的位置,以确保焊枪22能够与待焊接车架4之间的距离;利用第二直线往复装置24可以控制焊枪22水平朝向或者远离待焊接车架4,以确保焊枪22能够对准待焊接车架4的焊接处。
17.进一步地,上述一种车架焊接装置还包括摆动电机,所述摆动电机设置在第二直线往复装置24的活动端上,所述摆动电机的输出端连接焊枪22。
18.由上述描述可知,利用摆动电机带动焊枪22发生摆动,这样焊枪22在前行焊接的过程中,焊枪不会在一个位置上停留较长时间,以达到控制熔池的温度,避免烧穿待焊接车架4。
19.进一步地,所述焊枪22的摆动速度为0mm/min至110mm/min,所述焊枪22的摆动角度为﹣20
°
至﹢20
°
。
20.由上述描述可知,根据待焊接车架4实际需求的不同,可以适应性的调整焊枪22的摆动速度和摆动角度,进而提高焊接质量。
21.进一步地,所述第二直线往复装置24在第一直线往复装置23上的行程为0mm至270mm,所述焊枪22在第二直线往复装置24上的行程为0mm至270mm。
22.由上述描述可知,根据待焊接车架4实际尺寸大小和焊接位置,可以适应性的调整第一直线往复装置23和第二直线往复装置24,从而使焊枪22能够适应多种待焊接车架4的焊接。
23.请参照图2所示,进一步地,所述夹具12包括上气缸121和下气缸122,所述上气缸121的活动端可抵接在所述待焊接车架4的上端面,所述下气缸122的活动端可抵接在所述待焊接车架4的下端面。
24.由上述描述可知,待焊接车架4放置在支撑座3上后,由上气缸121驱动活动端动作抵接在待焊接车架4的上端面,下气缸122驱动活动端动作抵接在待焊接车架4的下端面,从
而夹紧待焊接车架4,这样能够避免焊枪22在焊接过程中,支架1与待焊接车架4之间发生位移,导致影响焊接质量。
25.请参照图2所示,进一步地,所述夹具12还包括电磁铁123,所述电磁铁123固定设置在支架1上,且所述电磁铁123位于上气缸121和下气缸122之间。
26.由上述描述可知,由于待焊接车架4自身长度较长,以及质量较大,待焊接车架4放置在支撑座3上后,难免会发生歪斜,因此在上气缸121和下气缸122夹紧待焊接车架4前,先利用电磁铁123将支架1与待焊接车架4磁吸在一起,在磁力的作用下支架1会自行的补偿与待焊接车架4之间偏差,从而使轨道11平行于待焊接车架4。
27.进一步地,所述焊枪22可朝向所述待焊接车架4吹出不引起氧化反应的保护气体。
28.由上述描述可知,由于刚完成焊接的位置温度较高,容易与空气中的氧气发生氧化,因此焊枪22在焊接待焊接车架4的同时会吹出保护气体,由保护气体将刚形成的焊缝处附近的氧气排开,从而避免焊缝发生氧化。
29.进一步地,所述轨道11的长度为1400mm至1700mm,所述行程车21在轨道11上的移动速度为0mm/min至900mm/min。
30.由上述描述可知,根据待焊接车架4实际焊接要求的不同,可以适应性的调整行程车21的移动速度,进而提高焊接质量。
31.请参照图1和图2所示,进一步地,所述支架1底部设置有滚轮13。
32.由上述描述可知,支架1在定位夹紧待焊接车架4的时候,滚轮13能够方便快速的移动摆正支架1。
33.本发明一种车架焊接装置的应用场景:在需要对车架进行焊接时,利用支撑座3支撑起待焊接车架4,然后利用夹具12夹紧待焊接车架4,从而将支架1与待焊接车架4连接在一起,接着便可利用焊接组件2的行程车21沿轨道11的轨迹移动,从而带动焊枪22的移动,进而完成对待焊接车架4的焊接。
34.实施例一
35.一种车架焊接装置,请参照图1至图2所示,包括支架1、焊接组件2和设置在支架1两侧的支撑座3;所述支撑座3用于支撑待焊接车架4,所述支架1上设置有沿所述待焊接车架4长度方向延伸的轨道11,所述轨道11前方两侧设置有固定安装在支架1上的夹具12,所述夹具12用于夹紧待焊接车架4;所述焊接组件2包括行程车21和焊枪22,所述行程车21滑动设置在轨道11上,所述焊枪22设置在行程车21上。请参照图2所示,所述焊接组件2还包括第一直线往复装置23和第二直线往复装置24,所述第一直线往复装置23设置在行程车21上,且所述第一直线往复装置23的活动端沿竖直方向移动,所述第二直线往复装置24安装在第一直线往复装置23的活动端上,所述第二直线往复装置24的活动端沿水平方向移动,且垂直于所述待焊接车架4的长度方向,所述焊枪22设置在第二直线往复装置24的活动端上。
36.上述一种车架焊接装置还包括摆动电机,所述摆动电机设置在第二直线往复装置24的活动端上,所述摆动电机的输出端连接焊枪22。所述焊枪22的摆动速度为0mm/min至110mm/min,所述焊枪22的摆动角度为﹣20
°
至﹢20
°
。所述第二直线往复装置24在第一直线往复装置23上的行程为0mm至270mm,所述焊枪22在第二直线往复装置24上的行程为0mm至270mm。
37.请参照图2所示,所述夹具12包括上气缸121和下气缸122,所述上气缸121的活动端可抵接在所述待焊接车架4的上端面,所述下气缸122的活动端可抵接在所述待焊接车架4的下端面。所述夹具12还包括电磁铁123,所述电磁铁123固定设置在支架1上,且所述电磁铁123位于上气缸121和下气缸122之间。所述焊枪22可朝向所述待焊接车架4吹出不引起氧化反应的保护气体。
38.所述轨道11的长度为1400mm至1700mm,所述行程车21在轨道11上的移动速度为0mm/min至900mm/min。所述支架1底部设置有滚轮13。
39.在此实施方式中,优选在所述焊枪22端部安装有背景抑制型红外传感器,具体的,行程车21带动焊枪22沿轨道11焊接车架的过程中,当车架的油缸座遮挡住背景抑制型红外传感器的红外线时,焊枪22会停止作业,并且行程车21会带动焊枪22恢复到初始位置。
40.工作原理:在定位过程中,将待焊接车架4放置在支撑座3上后,将支架推至待焊接车架4的焊接区域处,然后启动夹具12的电磁铁123,支架1在磁力的作用下会自行的补偿与待焊接车架4之间偏差,从而使轨道11平行于待焊接车架4。接着便可启动上气缸121和下气缸122夹紧待焊接车架4。最后根据待焊接车架4的实际情况,适当的调整第一直线往复装置23和第二直线往复装置24,使焊枪22能处于最佳的焊接位置。
41.在焊接过程中,启动行程车21沿轨道11的轨迹移动,从而带动焊枪22移动,以完成对待焊接车架4的焊接。并同时根据实际的需求适当的利用摆动电机,驱动焊枪22发生摆动,这样焊枪22在前行焊接的过程中,焊枪不会在一个位置上停留较长时间,以达到控制熔池的温度,避免烧穿待焊接车架4。
42.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1