线材棒材用导卫的制作方法
1.本发明涉及冶金领域和导卫技术领域,特别是关于一种线材棒材用导卫。
背景技术:
2.在高速线材和棒材生产中,对钢材进行在线热处理、控温控轧是一个难点,对水冷设备的要求很严格,一是轧件温度不易控制,成品表面容易生成有害马氏体,二是轧后冷却不均匀,使金相组织不均匀,三是成品表面容易生成红褐色的羟基氧化铁和三氧化二铁,四是低温轧制时轧制力太大,辊环容易破损。而钢材在线热处理,细化晶粒,提高产品性能、取消微合金使用、大幅降低生产成本有着巨大的市场需求,对线材棒材控制能耗、实现绿色生产有着重要经济价值和社会价值。
3.滑动导卫是指在线材棒材轧制过程中,安装在圆形孔型辊环后帮助轧件按既定方向准确、稳定的进入和导出辊环的装置。目前,滑动导卫的设计和功能都比较简单,只具备简单的导向作用,冷却方式一般采用外部加水冷却导管外壁,冷却不均匀,长时间使用容易造成导管内壁磨损较快、导管受热不均匀变形。因此,本领域亟需一种优化冷却效果,延长设备使用时间和寿命的导卫。
4.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
5.本发明的目的在于提供一种线材棒材用导卫,其具有优化的冷却效果,能够清除氧化铁层,提高辊环寿命、降低辊耗、延长设备使用时间和寿命。
6.为实现上述目的,本发明的实施例提供了一种线材棒材用导卫,包括入口导管、出口导管,以及一冷却单元,所述入口导管和出口导管沿其轴向形成供线材棒材通过的传输通道,所述冷却单元套设在所述入口导管外并与所述入口导管的外壁之间围成一腔体,所述冷却单元上设置有与所述腔体连通的进水口,所述腔体和传输通道之间连通有环形的喷射通道,所述喷射通道设置于所述腔体轴向的一端。
7.在本发明的一个或多个实施方式中,所述腔体靠近所述喷射通道的内径渐性缩小。
8.在本发明的一个或多个实施方式中,所述腔体的内壁具有平滑的、与所述喷射通道连接的导引面。
9.在本发明的一个或多个实施方式中,所述出口导管的入口端向四周凸伸有环形的第一安装板,所述出口导管通过所述第一安装板与冷却单元的端部之间可拆卸固定。
10.在本发明的一个或多个实施方式中,所述喷射通道以一定的倾斜角度与所述传输通道连通。
11.在本发明的一个或多个实施方式中,所述喷射通道的出口位于出口导管内。
12.在本发明的一个或多个实施方式中,所述入口导管的外壁向四周凸伸有环形的第
二安装板,所述入口导管通过所述第二安装板与冷却单元的端部之间可拆卸固定。
13.在本发明的一个或多个实施方式中,所述冷却单元的进水口连接有电磁阀组,所述电磁阀组包括控制单元、以及依次设置的压力调节比例阀和电磁开关阀,所述电磁开关阀连通于所述冷却单元的进水口,所述控制单元与压力调节比例阀、电磁开关阀通信连接以控制供水压力和流量。
14.在本发明的一个或多个实施方式中,所述电磁阀组还包括分别用以测量供水压力和供水流量的压力传感器和流量传感器,所述压力传感器和流量传感器与控制单元之间通信连接。
15.在本发明的一个或多个实施方式中,所述电磁阀组还包括分别用以检测轧机入口和轧机出口温度的第一温度传感器和第二温度传感器,所述第一温度传感器和第二温度传感器与控制单元之间通信连接。
16.与现有技术相比,本发明通过设置环形喷射通道形成带压水环,对线材棒材进行冷却的同时还能清除表面的铁氧化层,同时对辊环组进行冷却,能够提高辊环的寿命,降低辊耗,延长设备的使用时间和寿命,而且本发明可应用于加工标准晶粒度大于10级的细晶粒和超细晶粒线材这样对加工要求较高的材料,扩大了可加工材料范围,可以更广泛的应用于生产活动。
附图说明
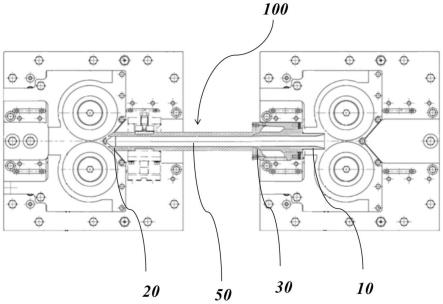
17.图1是本发明一实施例中线材棒材用导卫安装的结构图;
18.图2是本发明一实施例中入口导管的剖视图;
19.图3是本发明一实施例中出口导管的的剖视图;
20.图4是本发明一实施例中冷却单元和入口导管组合的剖视图;
21.图5是本发明一实施例中电磁阀组的结构图;
22.图6是本发明一实施例中温度传感器的设置图。
23.主要附图标记说明:
24.100-导卫,10-入口导管,11-弧形内凹面,12-第二安装板,20-出口导管,21-斜面,22-第一安装板,30-冷却单元,31-腔体,32-进水口,33-喷射通道,34-导引面,40-电磁阀组,41-控制单元,42-流量传感器,43-压力传感器,44-压力调节比例阀,45-电磁开关阀,46-旁通阀,47-第一温度传感器,48-第二温度传感器,50-传输通道。
具体实施方式
25.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
26.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
27.如图1和图5所示,本发明实施例提供了一种线材棒材用导卫100,包括入口导管10、出口导管20,以及冷却单元30,入口导管10和出口导管20沿其轴向形成供线材棒材(图未示)通过的传输通道50,冷却单元30套设在入口导管10外并与其外壁围成一腔体31,冷却
单元30上设置有与腔体31连通的进水口32,腔体31和传输通道50之间连通有环形的喷射通道33,喷射通道33位于腔体31轴向的一端。
28.线材棒材在传输通道50内传输时,冷却水通过腔体31经喷射通道33喷出形成一水环,以一定角度、压力直接喷淋在线材棒材表面使其降温,同时可以清除线材或棒材表面的氧化铁皮。
29.腔体31的内壁沿轴向逐渐收缩,入口导管10的外壁同时沿轴向收缩,但其收缩角度小于腔体31内壁的收缩角度,使腔体31的内径沿轴向渐性缩小。
30.本实施例中,内径渐性缩小的腔体31使喷射通道33的口径非常细小,渐性缩小的腔体31不断挤压流经的冷却水,使挤压冷却水的过程线性且不突兀,使最后从喷射通道33喷出的水环带压,喷淋在线材或棒材表面进行降温的同时清除表面的氧化铁皮。
31.如图4所示,腔体31的内壁具有平滑的、与所述喷射通道33连接的导引面34。
32.本实施例中,光滑的导引面34使压缩冷却水的过程更加平滑,流经的冷却水不会产生涡流或者紊流影响出水水压。
33.出口单元20的入口端向四周凸伸有环形的第一安装板22,第一安装板22与冷却单元30的端部可拆卸固定。
34.在本实施例中,第一安装板22和冷却单元30的端部均具有位置对应的螺孔,使用螺丝和螺母来固定出口单元20和冷却单元30,使用这样的固定方式可以简化安装步骤,方便安装拆卸和维护。
35.在优选的实施例中,在连接处可以设置密封圈、防水胶或者其他防水材料,避免连接处因为渗水影响冷却水的压缩效果进而影响喷射通道33的出水水压。
36.喷射通道33以一定的倾斜角度与传输通道50连通。
37.在本实施例中,冷却单元30的内壁以一定角度沿轴向逐渐收缩,入口导管10的外壁也以一定角度沿轴向收缩,但其收缩角度小于冷却单元30内壁的收缩角度,使喷射通道33呈一定的倾斜角度,使冷却水以该角度喷射在线材或棒材表面,增强清除氧化层效果。
38.在其他实施例中,可以设置具有不同内径和收缩角度的冷却单元30和入口导管10以及出口导管20,以适应不同材料冷却和去除氧化层的需求,本实施例不作限制。
39.在本实施例中,喷射通道33位于出口导管20内,使冷却水可以随线材或者棒材的传输最后喷淋在辊环组表面,同时对辊环组进行降温,提高辊环组的使用时间和寿命。
40.在其他实施例中,喷射通道33可以设置在冷却单元30和出口导管20的连接处,也可以设置在冷却单元30内,本实施例不作限制。
41.入口导管10的外壁向四周凸伸有环形的第二安装板12,入口导管10通过第二安装板12与冷却单元30的端部可拆卸固定。
42.本实施例中,第二安装板12和冷却单元30的端部的连接处在对应位置均设有螺孔,通过螺丝和螺母来固定,方便安装拆卸和维护。
43.在优选实施例中,可以在入口导管10与冷却单元30的连接处打上防水胶或其他防水材料,防止渗水影响喷射通道33的出水水压。
44.冷却单元30的进水口32连接有电磁阀组40,包括控制单元41、以及依次设置的压力调节比例阀44和电磁开关阀45,电磁开关阀45连通进水口32,控制单元41与压力调节比例阀44、电磁开关阀45通信连接以控制供水压力和流量。
45.本实施例中,电磁阀组40包括一控制单元41,内含有一事先设定好的控制程序(图未示),控制单元41和压力调节比例阀44与电磁开关阀45通信连接,并输出控制信号到压力调节比例阀44和电磁开关阀45,通过调节阀门的开合角度调整水流。
46.在其他实施例中,电磁阀组40还可以根据生产需要设置其他控制元件,本实施例不做限制。
47.电磁阀组40还包括分别用以测量供水压力和供水流量的压力传感器43和流量传感器42,压力传感器43和流量传感器42与控制单元41之间通信连接。
48.在本实施例中,电磁阀组40内还设置压力传感器43和流量传感器42,可以实时监测冷却水流量和水压,将数据传输回控制单元41,控制程序将处理过后的信号输出到压力传感器43和流量传感器42,实现冷却水的闭环控制。
49.在其他实施例中,电磁阀组40还可以根据生产需要设置其他传感器,本实施例不做限制。
50.在优选实施例中,电磁阀组40还包括一旁通阀46,可以在设备正常运行时关闭,而在进行维护或者其他操作需要完全关闭冷却单元时打开使冷却水从旁通管道流出,防止冷却单元30因为憋压造成损坏。
51.在优选实施例中,控制单元41可以人工控制,在程序出现错乱或者其他情况时可以手动控制。
52.电磁阀组40还包括分别用以检测轧机入口和轧机出口温度的第一温度传感器47和第二温度传感器48,第一温度传感器47和第二温度传感器48与控制单元41之间通信连接。
53.本实施例中,在轧机的两端设置有第一温度传感器47和第二温度传感器48,第一温度传感器47和第二温度传感器48实时监测线材和棒材的温度,将数据传输回控制单元41控制水流和水压。
54.在其他实施例中,轧机可以有一组或多组,同理可以设置多组温度传感器,本实施例不做限制。
55.在本实施例中,在轧机面板上设置有导卫底板(图未示),分别将入口导管10和出口导管20固定在轧机面板上,包括固定在面板上的框架总成(图未示),用于定位导管的定位块(图未示),固定导卫用的调节螺栓(图未示),调节螺栓可以调节定位块之间的距离,以适应不同口径的导管。
56.在优选的实施例中,入口导管10的入口端具有一弧形内凹面11,可以使从辊环组流出的线材棒材顺利进如入口导管10。
57.在另一优选实施例中,出口导管20的出口端具有一削尖的斜面21,斜面21可以减少出口导管20和辊环组的接触面积,使出口导管20可以更接近辊环组,使线材棒材能够顺利进入辊环组,不会因为行进角度可能出现的偏差导致线材棒材冲击辊环组,造成辊环组的损伤。
58.特别的,本发明中的导卫和辊环组可运用于加工标准晶粒度大于10级的细晶粒和超细晶粒线材这样对加工要求较高的材料,扩大了可加工材料范围,可以更广泛的应用于生产活动。
59.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述
并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1