一种翻边孔结构法兰的焊接工装和方法与流程
1.本发明属于机械加工领域,涉及一种翻边孔结构法兰的焊接工装和方法。
背景技术:
2.翻边是将毛坯或半成品的外边缘或孔边缘沿一定的曲线翻成竖立的边缘的冲压方法。在航空、航天领域中,采用铝合金、铜合金加工成形的零部件在各种火箭及飞机均有大量应用。在火箭发动机的燃料贮箱等部件中,需采用焊接方法将管路与箱体之间进行连接,为创造更好的焊接条件,提高焊接工艺的
3.质量和结合强度,需要在箱体上制出翻边孔。因此,翻边孔+法兰的焊接结构多用于压力容器与管路的连接结构以及压力容器中传感器的安装固定,在石油化工、航空航天、城市供水以及电力系统等领域有着广泛的应用。
4.目前,翻边孔法兰的焊接方法主要有钨极氩弧焊、电子束焊、变极性等离子弧焊等,焊缝通常采用单面多层焊接成形。焊接时首先采用对称定位焊对法兰进行定位,保证法兰尺寸;正式焊接采用分段对称打底焊+连续盖面焊。由于翻边孔法兰结构限制,该种结构法兰的焊接垫板和夹具设计、制造难度大、成本高,一般采用悬空焊的方式进行焊接。采用目前的焊接方法和工艺,不仅焊接效率底,而且翻边孔法兰焊后变形量难控制,焊缝起收弧接头多、熔池成形差,导致焊缝夹杂、气孔类缺陷较多,焊后法兰的同轴度、平行度、垂直度等尺寸超差严重。尤其是对于铝合金燃料贮箱来说,翻边法兰的焊缝质量、与贮箱的同轴度至关重要。因此,现有的焊接方法存在焊后缺陷较多、焊后尺寸控制困难的问题。
技术实现要素:
5.本发明的目的是克服现有技术中焊后缺陷较多、焊后尺寸控制困难的不足,提供一种翻边孔结构法兰的焊接工装和方法。
6.为了达到上述目的,本发明采用了下列技术方案:
7.一种翻边孔结构法兰的焊接工装,包括中心螺杆、外压环、压板、焊漏垫板组件和托盘,所述中心螺杆设于外压环中部并依次穿过外压环、压板和托盘,所述压板的下部斜楔角度与焊漏垫板组件匹配,压板通过紧固螺钉与焊漏垫板组件连接,所述焊漏垫板组件与托盘连接。
8.作为优选方式,所述焊漏垫板组件设有焊漏槽。
9.作为优选方式,所述焊漏垫板组件包括6块垫板,6块垫板呈圆环排列。
10.本发明还公开了一种使用翻边孔结构法兰的焊接工装的焊接方法,包括如下步骤:
11.步骤1、用压板和紧固螺钉将焊漏垫板组件固定在托盘上,然后对整套工装进行预热;
12.步骤2、预热后将托盘与中心螺杆从翻边孔下方伸出,用紧固螺钉和外压环将法兰找正并固定在翻边孔上,保证焊漏垫板组件与焊缝中心对正;
13.步骤3、进行单面多层焊接。
14.作为优选方式,所述步骤3中,焊接完成后,分别将外压环、压板、焊漏垫板组件、托盘、紧固螺钉与中心螺杆取出。
15.作为优选方式,所述步骤3中,外压环与法兰之间设有圆形垫片。
16.作为优选方式,所述步骤1中,托盘的外型面与翻边孔的内型面匹配。
17.本发明具有以下优点:
18.本发明在增加焊漏垫板后,避免了悬空焊焊接难度大、焊漏成形差的问题,可以减少焊缝缺陷,提高法兰的一次焊接合格率;法兰焊后形位尺寸由整套焊接工装进行保证,不需要定位焊进行固定,直接打底、盖面焊接,减少焊缝接头数量,可以极大地提高法兰焊接效率和焊接质量。
附图说明
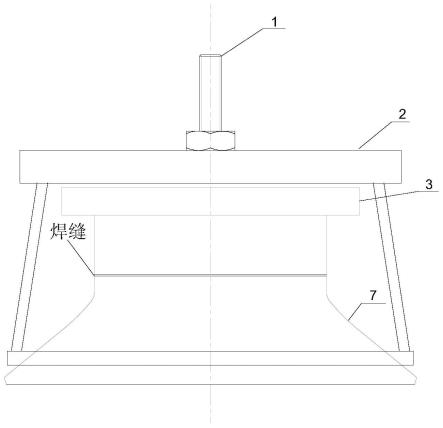
19.图1为本发明结构示意图;
20.图2为图1剖视图;
21.图3为焊漏垫板组件结构示意图。
22.其中,中心螺杆1、外压环2、法兰3、紧固螺钉4、压板5、焊漏垫板组件6、翻边孔7、托盘8、螺母9。
具体实施方式
23.下面结合附图,对本发明作详细的说明。
24.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
25.实施例:
26.一种翻边孔结构法兰的焊接工装,包括中心螺杆1、外压环2、压板5、焊漏垫板组件6和托盘8,所述中心螺杆1设于外压环2中部并依次穿过外压环2、压板5和托盘8,所述压板5的下部斜楔角度与焊漏垫板组件6匹配,压板5通过紧固螺钉4与焊漏垫板组件6连接,所述焊漏垫板组件6与托盘8连接。
27.焊漏垫板组件6在整体加工后切为6块,侧面可根据不同的焊接要求开制焊漏槽;压板5下方斜楔角度与焊漏垫板组件6保持一致,并可以通过紧固螺钉4与焊漏垫板组件6连接,托盘8外型面与翻边孔7内型面保持一致,且中心螺杆1与托盘8通过螺接或焊接固定在一起。
28.利用上述装置焊接的方法,包括以下步骤:
29.步骤1、用压板和紧固螺钉将焊漏垫板组件固定在托盘上,然后对整套工装进行预热;
30.步骤2、预热后将托盘与中心螺杆从翻边孔下方伸出,用紧固螺钉和外压环将法兰找正并固定在翻边孔上,保证焊漏垫板组件与焊缝中心对正;
31.步骤3、进行单面多层焊接。
32.焊接前,首先使用压板5和紧固螺钉4将六块焊漏垫板6固定,再通过螺母9将压板5
和焊漏垫板6装配在托盘8上;对法兰夹具整体进行预热(预热温度可根据焊接工艺自定);预热后将托盘8与中心螺杆1从翻边孔7下方伸出,并用固定螺母4和外压环2将法兰3找正并固定在翻边孔7上,保证焊漏垫板6与焊缝中心对正,外压环2与法兰之间可以适当增加圆形垫片保证装配质量。
33.焊接固定好后,进行单面多层焊接。焊接完成后分别将外压环2、压板5、焊漏垫板6、托盘8与中心螺杆1取出。从而实现翻边孔法兰的装配、焊接。
34.本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
技术特征:
1.一种翻边孔结构法兰的焊接工装,其特征在于:包括中心螺杆、外压环、压板、焊漏垫板组件和托盘,所述中心螺杆设于外压环中部并依次穿过外压环、压板和托盘,所述压板的下部斜楔角度与焊漏垫板组件匹配,压板通过紧固螺钉与焊漏垫板组件连接,所述焊漏垫板组件与托盘连接。2.根据权利要求1所述的一种翻边孔结构法兰的焊接工装,其特征在于:所述焊漏垫板组件设有焊漏槽。3.根据权利要求1所述的一种翻边孔结构法兰的焊接工装,其特征在于:所述焊漏垫板组件包括6块垫板,6块垫板呈圆环排列。4.一种使用权利要求1-3任一所述翻边孔结构法兰的焊接工装的焊接方法,其特征在于,包括如下步骤:步骤1、用压板和紧固螺钉将焊漏垫板组件固定在托盘上,然后对整套工装进行预热;步骤2、预热后将托盘与中心螺杆从翻边孔下方伸出,用紧固螺钉和外压环将法兰找正并固定在翻边孔上,保证焊漏垫板组件与焊缝中心对正;步骤3、进行单面多层焊接。5.根据权利要求4所述的一种焊接方法,其特征在于:所述步骤3中,焊接完成后,分别将外压环、压板、焊漏垫板组件、托盘、紧固螺钉与中心螺杆取出。6.根据权利要求4所述的一种焊接方法,其特征在于:所述步骤3中,外压环与法兰之间设有圆形垫片。7.根据权利要求4所述的一种焊接方法,其特征在于:所述步骤1中,托盘的外型面与翻边孔的内型面匹配。
技术总结
本发明公开了一种翻边孔结构法兰的焊接工装,包括中心螺杆、外压环、压板、焊漏垫板组件和托盘,所述中心螺杆设于外压环中部并依次穿过外压环、压板和托盘,所述压板的下部斜楔角度与焊漏垫板组件匹配,压板通过紧固螺钉与焊漏垫板组件连接,所述焊漏垫板组件与托盘连接。本发明在增加焊漏垫板后,避免了悬空焊焊接难度大、焊漏成形差的问题,可以减少焊缝缺陷,提高法兰的一次焊接合格率;法兰焊后形位尺寸由整套焊接工装进行保证,不需要定位焊进行固定,直接打底、盖面焊接,减少焊缝接头数量,可以极大地提高法兰焊接效率和焊接质量。可以极大地提高法兰焊接效率和焊接质量。可以极大地提高法兰焊接效率和焊接质量。
技术研发人员:杨康 唐瑜 汪鹏举 林鹏 倪龙 邹金才 李乔 缪俊锟 俞宽 钟浩
受保护的技术使用者:四川航天长征装备制造有限公司
技术研发日:2022.06.22
技术公布日:2022/9/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1