一种整体叶盘零件的开粗加工方法与流程
1.本发明属于航空发动机零件加工技术领域,具体涉及一种整体叶盘零件的开粗加工方法。
背景技术:
2.整体叶盘是新一代高性能航空发动机尤为关键和重要的零部件,对提高发动机性能具有十分重要的作用。但是由于整体叶盘具有结构复杂、通道开敞性差、叶片薄、弯扭大、刚性差、易变形等特点,导致数控编程难、变形控制难、切削加工难,使整体叶盘综合制造技术属国际性难题。
3.目前,常用的整体叶盘加工方法包括数控铣削技术,由于整体叶盘通道是特殊曲面型腔结构,传统的铣削加工方法采用立铣刀分层侧铣,侧铣刀具受径向力作用,随着通道铣削深度的加深刀具悬伸量加长,刀具的刚性变差,在径向力的作用之下刀具变形、振动、磨损加剧,加工效率显著降低。整体叶盘另一种加工方法是数控电解加工,但是电解加工的影响因素多,电流要求高,且加工稳定性和重复性都比较差,尤其是加工闭式整体叶盘零件时,叶盘流道弯扭复杂难以加工,且冲液问题也难以解决,电解液和电解产物需要专门处理,环境污染严重。
4.因此,现有的加工工艺难以满足整体叶盘零件的高效低成本制造要求,尤其在其粗加工阶段,加工过程使用的刀具规格多且刀具磨损严重,导致加工周期长、加工效率低,加工成本高。
技术实现要素:
5.针对现有技术中存在的问题,本发明提供一种整体叶盘零件的开粗加工方法,能够提升整体叶盘的加工效率,降低加工成本,实现整体叶盘叶型加工余量均匀化。
6.本发明是通过以下技术方案来实现:
7.一种整体叶盘零件的开粗加工方法,包括如下步骤:
8.对待加工的整体叶盘进行待加工区域划分;
9.对划分好的待加工区域进行分层摆线开槽加工,流道开粗完成;
10.采用等高线绕圈对流道开粗后整体叶盘的叶片型面沿叶片积叠轴方向逐层进行半精加工,完成整体叶盘的开粗加工。
11.优选地,所述对待加工的整体叶盘进行待加工区域划分中,待加工区域按照角度进行划分,具体为:
12.以整体叶盘的中心为原点建立直角坐标系,以叶片积叠轴方向为z轴方向,以整体叶盘轴向为x轴方向,以整体叶盘径向且垂直于z轴方向为y轴方向,,依次在0
°
、180
°
、90
°
、270
°
方向上进行开槽,其中,x轴正方向为0度,y轴正方向为90度,x轴负方向为180度,y轴负方向为270度。
13.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,分层的划分标准
为:
14.沿叶片积叠轴方向,从整体叶盘根部到叶尖等距离划分为若干层,逐层进行摆线开槽。
15.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,每层加工的深度为5-10mm。
16.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,采用锥形刀具进行开槽加工。
17.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,摆线加工进刀时采用锥形刀具的圆弧端进刀。
18.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,摆线加工的进刀点设置在叶片进气边一侧。
19.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,每层的层距和切宽均为10mm。
20.优选地,所述采用等高线绕圈对流道开粗后整体叶盘的叶片型面沿叶片积叠轴方向逐层进行半精加工中,具体为:
21.刀具绕着叶片积叠轴方向上同一高度所有点组成的等高环线逐层进行加工。
22.优选地,所述采用等高线绕圈对流道开粗后整体叶盘的叶片型面沿叶片积叠轴方向逐层进行半精加工中,每层的层距和切宽均为2mm。
23.与现有技术相比,本发明具有以下有益的技术效果:
24.本发明提供一种整体叶盘零件的开粗加工方法,在整体叶盘粗加工时,先采用分层摆线铣方式按照区域划分分层依次去除材料余量,能够最大限度降低刀具的磨损速度,提高整体叶盘类零件的加工效率,粗加工完成后,为保证叶片的均匀性,设计采用等高线绕圈的加工策略,逐层对叶片叶型半精加工,使叶片的加工余量均匀化,能够避免下一层开粗时,过大余量产生干涉,进而避免了余量干涉导致的加工周期延长或余量过多影响加工质量,保证叶片加工质量的同时提高加工效率,减少加工周期,降低加工成本。
25.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,摆线加工进刀时采用锥形刀具的圆弧端进刀,摆线加工的进刀点设置在叶片进气边一侧,能够有效避免刀具进刀过程中发生断裂,从而降低刀具损坏速度,减少由于更换刀具造成的加工成本。
附图说明
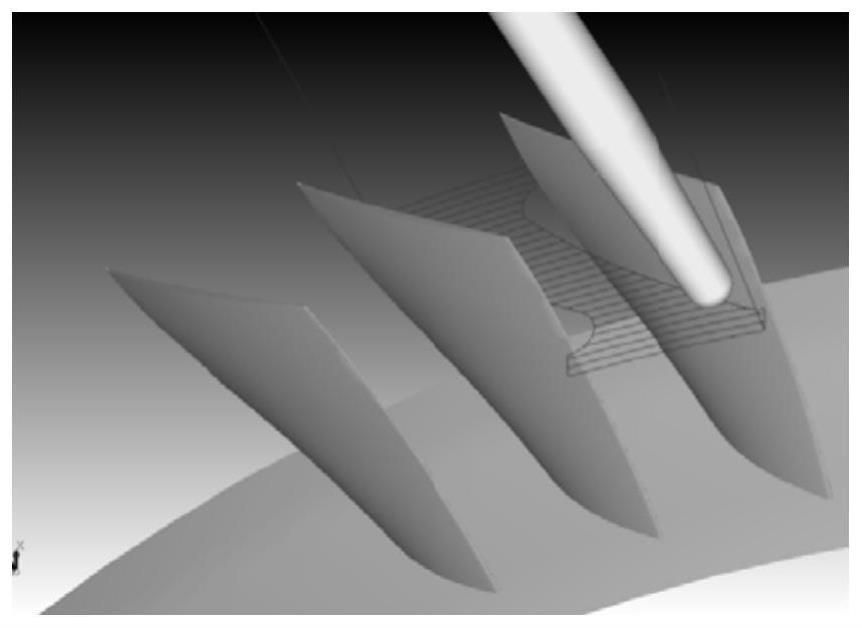
26.图1a是本发明第一层左流道粗加工示意图;
27.图1b是本发明第一层右流道粗加工示意图;
28.图1c是本发明第一层流道等高线绕圈加工示意图;
29.图1d是本发明第一层开粗加工完成示意图;
30.图2a是本发明第二层左流道粗加工示意图;
31.图2b是本发明第二层右流道粗加工示意图;
32.图2c是本发明第二层流道等高线绕圈加工示意图;
33.图2d是本发明第二层开粗加工完成示意图;
34.图3a是本发明第三层左流道粗加工示意图;
35.图3b是本发明第三层右流道粗加工示意图;
36.图3c是本发明第三层流道等高线绕圈加工示意图;
37.图3d是本发明第三层开粗加工完成示意图;
38.图4是本发明整体叶盘坐标系示意图。
具体实施方式
39.下面结合附图对本发明的原理和特征做进一步的详细说明,所举实例只用于解释本发明,并非用于限定本发明的范围。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
40.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
41.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
42.本发明提供一种整体叶盘零件的开粗加工方法,包括如下步骤:
43.对待加工的整体叶盘进行待加工区域划分;
44.对划分好的待加工区域进行分层摆线开槽加工,流道开粗完成;
45.采用等高线绕圈对流道开粗后整体叶盘的叶片型面沿叶片积叠轴方向逐层进行半精加工,完成整体叶盘的开粗加工。
46.由于现有针对整体叶盘的制造过程中,开槽粗加工材料去除量约占90%,使用高精度和高成本的进口通用五坐标加工中心,即使采用先进的插铣工艺技术,开槽粗加工仍需约40~50天时间,耗费时间较长,加工效率较低,因此本发明设计了一种整体叶盘零件的开粗加工方法,在整体叶盘粗加工时,先采用分层摆线铣方式按照区域划分分层依次去除材料余量,能够最大限度降低刀具的磨损速度,提高整体叶盘类零件的加工效率,粗加工完成后,为保证叶片的均匀性,设计采用等高线绕圈的加工策略,逐层对叶片叶型半精加工,使叶片的加工余量均匀化,能够避免下一层开粗时,过大余量产生干涉,进而避免了余量干涉导致的加工周期延长或余量过多影响加工质量,保证叶片加工质量的同时提高加工效率,减少加工周期,降低加工成本。
47.其中,所述对待加工的整体叶盘进行待加工区域划分中,待加工区域按照角度进行划分,具体为:
48.如图4所示,以整体叶盘的中心为原点建立直角坐标系,以叶片积叠轴方向为z轴方向,以整体叶盘轴向为x轴方向,以整体叶盘径向且垂直于z轴方向为y轴方向,,依次在0
°
、180
°
、90
°
、270
°
方向上进行开槽,其中,x轴正方向为0度,y轴正方向为90度,x轴负方向为180度,y轴负方向为270度。
49.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,每层加工的深度为5-10mm。
50.其中,所述对划分好的待加工区域进行分层摆线开槽加工中,采用锥形刀具加工。
51.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,摆线加工进刀时采用锥形刀具的圆弧端进刀,摆线加工的进刀点设置在叶片进气边一侧,能够有效避免刀具进刀过程中发生断裂,从而降低刀具损坏速度,减少由于更换刀具造成的加工成本。
52.优选地,所述对划分好的待加工区域进行分层摆线开槽加工中,每层的层距为:10mm,切宽为:10mm,在规划粗加工刀路时,为提高粗加工效率,采用较大的层距及切宽。
53.优选地,所述采用等高线绕圈对流道开粗后整体叶盘的叶片型面沿叶片深度方向逐层进行半精加工中,每层的层距为:2mm,切宽为:2mm,在进行余量均匀化过程中,为保证半精加工的加工质量,采用较小的层距及切宽。
54.下面结合叶盘锥刀摆线铣方式逐层去除材料余量的实施例及附图,对本发明所述的整体叶盘零件的开粗加工方法作进一步解释说明,其具体实施步骤如下:
55.将整体叶盘叶型沿叶片积叠轴方向,从根部到叶尖等距离划分为若干层,采用锥形刀具,对叶盘进行开粗,叶盘摆线铣粗加工开粗如图1所示,在对左流道如图1a、右流道如图1b粗加工完成后,通过等高线绕圈对叶型进行半精加工如图1c所示,达到余量均匀化,同时避免下一层开粗时,过大余量产生干涉,完成第一层开槽加工如图1d所示,再重复上述步骤依次对第二层和第三层等逐层进行加工,如图2和图3所示,最终完成整体第一个叶片的流道开粗。
56.具体如下:
57.步骤一、对待加工的整体叶盘流道加工区域按角度进行区域划分,以整体叶盘的中心为原点建立直角坐标系,以叶片积叠轴方向为z轴方向,以整体叶盘轴向为x轴方向,以整体叶盘径向且垂直于z轴方向为y轴方向,如图4所示。
58.步骤二、对划分好待加工区域进行分层摆线开槽加工,采用锥形刀具加工,每层加工的深度在5-10mm。
59.本实施例中,以z轴为旋转轴,x轴正方向为0度,y轴正方向为90度,x轴负方向为180度,y轴负方向为270度,依次在0
°
、180
°
、90
°
、270
°
方向上进行开槽,第一个流道的开槽位置在0
°
,完成第一个流道开槽后,在180
°
方向上进行第二个流道的开槽,之后再在90
°
和270
°
方向上依次进行第三个流道和第四个流道的开槽。
60.本实施例中开槽加工的摆线加工进刀点设置在在叶片进气边一侧,采用锥形刀具的圆弧端进刀,如图1a和1b、2a和2b、3a和3b所示,分别为叶盘锥刀摆线铣方式进行第一层开槽、第二层开槽和第三层开槽的粗加工示意图,规划粗加工刀路时,为提高效率采用较大的层距及切宽,本实施例中采用的层距为:10mm,切宽为:10mm。
61.步骤三、流道开粗完成后,为保证叶片的均匀性,采用等高线绕圈逐层对开粗完成的叶型进行半精加工,均匀化加工余量,同时避免下一层开粗时,过大余量产生干涉。
62.其中,等高线是指叶片表面上z坐标相等的所有点组成的环线。等高线绕圈是指刀具绕着等高线进行加工。加工完一层后,z坐标增加一个层距,此时叶片表面上z坐标相等的所有点组成的环线为下一层等高线,刀具再绕着这一层等高线进行加工。
63.如图1c、2c和3c所示,分别为第一层加工材料、第二层加工材料和第三层加工材料通过等高线绕圈方式均匀化加工余量的示意图,余量均匀化时,为保证加工质量采用较小的层距及切宽,本实施例中采用的层距为:2mm,切宽为:2mm。
64.步骤三、余量均匀化后,完成整个叶片型面的半精加工,如图1d、2d和3d所示,分别第一层加工材料、第二层加工材料和第三层加工材料采用本发明所述的开粗加工方法加工完成后的示意图。
65.以上所述,仅为本发明的较佳实施例而已,并非对本发明作任何形式上的限制;凡本行业的普通技术人员均可按说明书附图所示和以上所述而顺畅地实施本发明;但是,凡熟悉本专业的技术人员在不脱离本发明技术方案范围内,利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本发明的技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1