全旋转工装夹具的制作方法
1.本发明涉及汽车夹具技术领域,尤其涉及全旋转工装夹具。
背景技术:
2.汽车零部件作为汽车工业的基础,是支撑汽车工业持续健康发展的必要因素。随着汽车需求量的日益增加,提高汽车零部件的加工效率以成本急待解决的问题。
3.为了提高汽车零部件的加工效率,目前,设计有各种各样的专用夹具,仅需将零部件放置于夹具中,即可完成零部件相对于加工机器之间的相对固定,从而完成自动化的加工过程。
4.然而,汽车零部件在加工过程中大多需要经过多次夹具的固定加工,由于汽车零部件体积以及重量较大,汽车零部件在多个夹具之间的转换不易,且其上的烤漆易碰掉,影响产品质量。
技术实现要素:
5.有鉴于此,有必要提供全旋转工装夹具,用以解决汽车零部件在加工过程中大多需要在多个工序之间转换,由于汽车零部件体积以及重量较大,汽车零部件在多个工序之间的转换不易,且其上的烤漆易碰掉,影响产品质量的问题。
6.本发明提供全旋转工装夹具,包括装夹组件、下料组件、工作台以及供给组件,所述装夹组件包括固定盘和旋转盘,所述旋转盘与所述固定盘转动连接,所述旋转盘沿其周向设置有多个装夹端,用以夹持零部件;所述下料组件的下料端可移动至多个所述装夹端转动所形成的送料路径上,用以将装夹端上的零部件取下;所述工作台架设于所述旋转盘上;所述供给组件固定设置于所述工作台上,所述供给组件具有一送料端,用以将配件送至靠近所述装夹端的位置处。
7.进一步的,所述固定盘上开设有环形滑槽,所述旋转盘的底部固定连接有环形滑块,所述环形滑块与所述环形滑槽滑动连接。
8.进一步的,所述装夹组件还包括一驱动件,所述驱动件包括电机、驱动轴、驱动齿轮、从动轴以及从动齿轮,所述电机固定设置于所述固定盘上,所述电机的输出端与所述驱动轴连接,所述驱动齿轮套设于所述驱动轴上,所述从动轴与所述旋转盘固定连接,所述从动齿轮套设于所述从动轴上,所述从动齿轮与所述驱动齿轮之间啮合连接。
9.进一步的,所述装夹组件还包括多个旋转臂以及多个夹具单元,多个所述旋转臂沿所述旋转盘周向均匀设置,多个所述旋转臂远离所述旋转盘的一端分别固定连接有多个所述夹具单元,所述夹具单元为所述装夹端。
10.进一步的,所述夹具单元包括固定板、移动板以及气缸,所述固定板固定设置于所述旋转臂上,所述移动板沿靠近或远离所述固定板的方向与所述旋转臂滑动连接,所述固定板与所述移动板,所述气缸安装于所述旋转臂上,所述气缸的输出端与所述移动板连接,用以驱动所述移动板滑动。
11.进一步的,所述装夹组件还包括多个防护件,多个所述防护件沿所述旋转盘周向均匀设置,多个所述防护件形成一环形包围圈,多个所述装夹端内置于所述环形包围圈中;
12.每个所述防护件均包括一指示板和指示灯,所述指示灯的照射方向指向所述指示板设置,所述指示灯和所述指示板之间形成的光线形成所述环形包围圈的一部分。
13.进一步的,所述下料组件包括下料架和搬运机器人,所述下料架内具有检测区、成品区以及残次品区,所述搬运机器人安装于所述下料架上,所述搬运机器人的输出端为所述下料端,用以将零部件搬运至检测区或成品区或残次品区中;
14.所述下料组件还包括多个料车,所述成品区和所述残次品区中至少设置一个料车,所述料车的移动路径穿过所述成品区和/或所述残次品。
15.进一步的,所述供给组件包括螺栓放置台和螺栓输送机,所述螺栓放置台和所述螺栓输送机均安装于所述供给组件上,所述螺栓放置台具有放置空腔,所述放置空腔与所述螺栓输送机的进料口相连通,所述螺栓输送机的出料端为所述送料端。
16.进一步的,还包括一存放箱,所述存放箱与所述固定盘之间的位置相对固定,所述螺栓输送机的出料端与所述存放箱的内部相连通;
17.所述螺栓放置台、螺栓输送机以及存放箱的数量均为多个、且与多个装夹端一一对应。
18.进一步的,所述供给组件还包括安装于所述工作台上的变压器、动力柜、电源气源总成以及控制柜。
19.与现有技术相比,通过设置装夹组件包括固定盘和旋转盘,旋转盘与固定盘转动连接,旋转盘沿其周向设置有多个装夹端,用以夹持零部件,通过旋转盘带动多个装夹端转动,每个装夹端在转动的过程中,可以移动至不同的工位处,进行零部件加工所需经过的多项工序,旋转式装夹能够减少零部件在多个工序之间转换的搬运过程,以及对零部件的固定过程,位置转换方便,烤漆不易碰掉,有效提高产品质量,同时,通过设置下料组件的下料端可移动至多个装夹端转动所形成的送料路径上,用以将装夹端上的零部件取下,便于对加工完成的零部件进行下料,还通过设置工作台架设于旋转盘上,供给组件固定设置于工作台上,供给组件具有一送料端,用以将配件送至靠近装夹端的位置处,可对零部件加工所需的配件进行输送,便于整个零部件的加工过程的进行。
附图说明
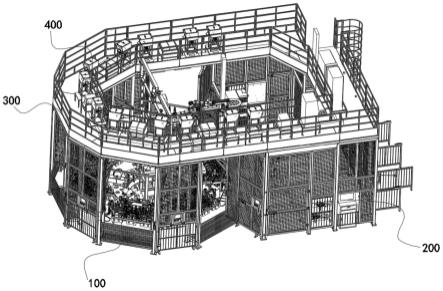
20.图1为本发明提供的全旋转工装夹具一实施例中整体的结构示意图;
21.图2为本发明提供的全旋转工装夹具一实施例中装夹组件以及下料组件的结构示意图;
22.图3为本发明提供的全旋转工装夹具一实施例中供给组件的结构示意图。
具体实施方式
23.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本技术一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
24.如图1-2所示,本实施例中的全旋转工装夹具,包括装夹组件100、下料组件200、工作台300以及供给组件400,装夹组件100包括固定盘110和旋转盘120,旋转盘120与固定盘
110转动连接,旋转盘120沿其周向设置有多个装夹端,用以夹持零部件;下料组件200的下料端可移动至多个装夹端转动所形成的送料路径上,用以将装夹端上的零部件取下;工作台300架设于旋转盘120上;供给组件400固定设置于工作台300上,供给组件400具有一送料端,用以将配件送至靠近装夹端的位置处;
25.其中,通过设置装夹组件100包括固定盘110和旋转盘120,旋转盘120与固定盘110转动连接,旋转盘120沿其周向设置有多个装夹端,用以夹持零部件,通过旋转盘120带动多个装夹端转动,每个装夹端在转动的过程中,可以移动至不同的工位处,进行零部件加工所需经过的多项工序,旋转式装夹能够减少零部件在多个工序之间转换的搬运过程,以及对零部件的固定过程,位置转换方便,烤漆不易碰掉,有效提高产品质量,同时,通过设置下料组件200的下料端可移动至多个装夹端转动所形成的送料路径上,用以将装夹端上的零部件取下,便于对加工完成的零部件进行下料,还通过设置工作台300架设于旋转盘120上,供给组件400固定设置于工作台300上,供给组件400具有一送料端,用以将配件送至靠近装夹端的位置处,可对零部件加工所需的配件进行输送,便于整个零部件的加工过程的进行。
26.本实施方案中的装夹组件100为固定零部件且能够带动零部件在多个加工工位之间转换的结构,具体的,装夹组件100包括固定盘110和旋转盘120,旋转盘120与固定盘110转动连接,旋转盘120沿其周向设置有多个装夹端,用以夹持零部件,通过旋转盘120的转动,可带动其上的多个装夹端转动,多个装夹端可夹持多个零部件,从而提供加工效率,同时,每个装夹端的转动均可依次穿过预设的多个加工工位处,从而完成零部件的加工过程。
27.在一个优选的实施例中,固定盘110上开设有环形滑槽,旋转盘120的底部固定连接有环形滑块,环形滑块与环形滑槽滑动连接。
28.当然,在其它优选的实施例中,固定盘110与旋转盘120之间的转动连接方式还可以采用其他形式的结构实现,本发明实施例对此不做限制。
29.为了便于驱动旋转盘120相对于固定盘110转动,在一个优选的实施例中,装夹组件100还包括一驱动件,驱动件包括电机、驱动轴、驱动齿轮、从动轴以及从动齿轮,电机固定设置于固定盘110上,电机的输出端与驱动轴连接,驱动齿轮套设于驱动轴上,从动轴与旋转盘120固定连接,从动齿轮套设于从动轴上,从动齿轮与驱动齿轮之间啮合连接。
30.在一个优选的实施例中,装夹组件100还包括多个旋转臂130以及多个夹具单元140,多个旋转臂130沿旋转盘120周向均匀设置,多个旋转臂130远离旋转盘120的一端分别固定连接有多个夹具单元140,夹具单元140为装夹端。
31.其中,夹具单元140包括固定板、移动板以及气缸,固定板固定设置于旋转臂130上,移动板沿靠近或远离固定板的方向与旋转臂130滑动连接,固定板与移动板,气缸安装于旋转臂130上,气缸的输出端与移动板连接,用以驱动移动板滑动。
32.当然,在其它优选的实施例中,夹具单元140还可以采用其他形式的结构实现,夹具单元140应当与待加工的零部件的形状相适配,需要能够稳定夹持零部件、且暴露加工位置处,便于后续对零部件的加工操作。
33.在旋转盘120转动的过程中,为了避免装夹端撞到操作人员等,引发安全事故,在一个优选的实施例中,装夹组件100还包括多个防护件150,多个防护件150沿旋转盘120周向均匀设置,多个防护件150形成一环形包围圈,多个装夹端内置于环形包围圈中。环形包围圈可以起到警示防护的作用。
34.在进一步优选的实施例中,每个防护件150均包括一指示板和指示灯,指示灯的照射方向指向指示板设置,指示灯和指示板之间形成的光线形成环形包围圈的一部分。
35.当然,在其它优选的实施例中,防护件150也可以采用其他形式的结构代替,本发明实施例对此不做限定。
36.本实施方案中的下料组件200为用以将加工完成的装夹端上的零部件取下的结构。
37.在一个优选的实施例中,下料组件200包括下料架210和搬运机器人220,下料架210内具有检测区211、成品区212以及残次品区213,搬运机器人220安装于下料架210上,搬运机器人220的输出端为下料端,用以将零部件搬运至检测区211或成品区212或残次品区213中。
38.为了便于成品以及残次品零部件的运输,在一个优选的实施例中,下料组件200还包括多个料车230,成品区212和残次品区213中至少设置一个料车230,料车230的移动路径穿过成品区212和/或残次品。
39.本实施方案中的供给组件400为给装夹组件100和下料组件200的工作提供所需的配件以及动力源的结构。
40.在一个优选的实施例中,供给组件400包括螺栓放置台410和螺栓输送机420,螺栓放置台410和螺栓输送机420均安装于供给组件400上,螺栓放置台410具有放置空腔,放置空腔与螺栓输送机420的进料口相连通,螺栓输送机420的出料端为送料端。可将零部件上需要打入的螺栓送至靠近装夹端的位置处。
41.在进一步优选的实施例中,还包括一存放箱,存放箱与固定盘110之间的位置相对固定,螺栓输送机420的出料端与存放箱的内部相连通。
42.可以理解的是,供给组件400还可以通过类似于螺栓放置台410和螺栓输送机420的结构输送加工零部件所需的其他配件。
43.为了提高加工效率,在一个优选的实施例中,螺栓放置台410、螺栓输送机420以及存放箱的数量均为多个、且与多个装夹端一一对应。
44.如图3所示,在一个优选的实施例中,供给组件400还包括安装于工作台300上的变压器430、动力柜440、电源气源总成450以及控制柜460。可装夹组件100、下料组件200的工作提供电源、气源等动力,同时,控制柜460可控制旋转盘120的转动、搬运机器人220的动作、料车230的移动等。具体可以通过各种传感器感应发生的位置后,控制柜460控制相应的器件动作。
45.可以理解的是,控制柜460为本领域技术人员可以想到的结构,并且显而易见能够实现上述功能,因此,不再做过多的阐述和说明。
46.与现有技术相比:通过设置装夹组件100包括固定盘110和旋转盘120,旋转盘120与固定盘110转动连接,旋转盘120沿其周向设置有多个装夹端,用以夹持零部件,通过旋转盘120带动多个装夹端转动,每个装夹端在转动的过程中,可以移动至不同的工位处,进行零部件加工所需经过的多项工序,旋转式装夹能够减少零部件在多个工序之间转换的搬运过程,以及对零部件的固定过程,位置转换方便,烤漆不易碰掉,有效提高产品质量,同时,通过设置下料组件200的下料端可移动至多个装夹端转动所形成的送料路径上,用以将装夹端上的零部件取下,便于对加工完成的零部件进行下料,还通过设置工作台300架设于旋
转盘120上,供给组件400固定设置于工作台300上,供给组件400具有一送料端,用以将配件送至靠近装夹端的位置处,可对零部件加工所需的配件进行输送,便于整个零部件的加工过程的进行。
47.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1