一种钛及钛合金圆锭直轧开坯方法与流程
1.本发明涉及金属塑性成形技术领域,具体而言,尤其涉及一种钛及钛合金圆锭直轧开坯方法。
背景技术:
2.钛及钛合金具有较高的强度、良好的耐腐蚀性等特点,在航空航天、海洋装备等领域有着广泛的应用,但是钛及钛合金塑性差、工艺成本过高。近年来钛合金的研究逐渐向低工艺成本、高性能领域发展,因此,钛及钛合金的高效率生产途径是钛材走向广泛发展的必经道路。
3.钛及钛合金棒线材连轧坯料由真空自耗电弧熔炼钛及钛合金圆铸锭锻造开坯而来,圆铸锭经过开坯打碎及消除还料内部粗大铸态组织、空洞、疏松及夹杂等,使坯料组织性能均匀化。目前,大型钛及钛合金铸锭的开坯一般工艺为经过多火次开坯锻造形成锻坯,而锻造开坯过程是一个包括多道次多火次、多工序的锻造过程,如圆铸锭开坯为180
×
180mm连轧方坯需要五个锻造火次,多火次锻造难以保证方坯的平直度,生产工艺流程较长,生产效率低,工序能耗较大,并且锻造工艺的制定依赖现场工程技术人员生产实际操作经验,加之锻造过程操作复杂,钛合金锻件质量和成品率难以全面保证和稳定,开坯锻造的好与坏以及锻造水平的高低直接影响到后续的产品质量,以上等等因素严重的影响了钛材的广泛发展和应用。
技术实现要素:
4.针对现有钛及钛合金棒材连轧坯料加工技术的缺陷和不足,本发明提供了一种钛及钛合金圆锭直轧开坯方法,不采用锻造开坯,而采用两辊式轧机直轧开坯方法,熔炼铸锭可以是eb炉,真空自耗电弧熔炼,电渣炉等单一或组合的多次熔炼方式,解决了现有技术棒材连轧坯料需要经过多火次锻造开坯加工,生产工艺流程较长,生产效率低,并且所制造钛及钛合金锻件质量和成品率难以全面保证和稳定,影响了钛材的广泛发展和应用的问题。
5.本发明采用的技术手段如下:
6.一种钛及钛合金圆锭直轧开坯方法,具体包括以下步骤:
7.步骤一:将熔炼凝固冷却后的钛及钛合金圆铸锭进行脱模,表面进行打磨处理祛除表面氧化物后得到待加热坯料;
8.步骤二:将待加热坯料移送至加热炉,加热至设定温度后,进行保温处理,得到待轧坯料;
9.步骤三:将待轧坯料放入两辊式轧机中,沿着圆铸锭长度方向进行往复多次轧制得到棒线材连轧坯,其中,每次轧制为多道次轧制,且两次轧制之间通过翻坯调整和压直工序保证待轧坯料的平直度。
10.进一步地,设定温度为850~1120℃,保温时间为120min~240min,加热炉进料温度为600℃~700℃。
11.进一步地,步骤三中,每次轧制的每道次变形量为3%-15%,单方向累计变形量达到30%-40%,进行下一次轧制前,对待轧坯料进行90
°
翻坯,以窄面继续进行轧制,往复多次轧制至达到目标棒线材连轧坯尺寸。
12.进一步地,步骤三中,压直工序是指在轧制过程中,通过侧导板夹持待轧坯料保证平直度。
13.进一步地,步骤三中,轧制过程的轧制速率控制在0.2m/s~9m/s,且轧制速率随轧制次数的增加而加快。
14.进一步地,步骤一中,加热炉可以同时加热至少十支待加热坯料。
15.进一步地,用于制备不同断面尺寸的方坯和板坯。
16.进一步地,当待加热坯料重量为3-6吨,圆形截面尺寸为时,步骤三中进行往复多次轧制得到棒线材连轧坯的时间为5-18min。
17.进一步地,当待加热坯料重量为2-3吨,圆形截面尺寸为时,步骤三中进行往复多次轧制得到棒线材连轧坯的时间为5min。
18.与多火次锻造开坯技术相比,本发明具有以下优点:
19.1、本发明提供的钛及钛合金棒线材连轧坯直轧开坯方法,采用钛合金圆铸锭作为材料,铸锭不受冶炼工艺所限制,可以是真空自耗电弧熔炼,真空自耗炉或者是电子束冷床炉单一及其复合熔炼的大型钛及钛合金圆铸锭,加热炉可同时加热十余支坯料,提高加工效率,并且加热温度较低,减少了燃气消耗。
20.2、本发明提供的钛及钛合金棒线材连轧坯直轧开坯方法,圆铸锭直轧一火成坯,避免往复加热后锻件表面产生的钛屑,提高成材率,能够显著提高生产效率,同时圆铸锭的长度也不受限制。
21.3、本发明提供的钛及钛合金棒线材连轧坯直轧开坯方法,轧制过程温降慢,变形连续性强,直轧方坯、板坯没有表面压痕和开裂,大幅改善了表面质量,能够广泛的用于航空航天等领域,使用寿命长。
22.基于上述理由本发明可在金属塑性成形领域广泛推广。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
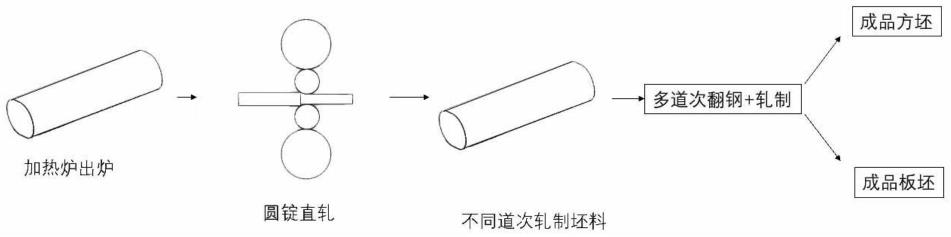
24.图1为本发明所述直轧开坯方法工艺流程示意图。
具体实施方式
25.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属
于本发明保护的范围。
26.如图1所示,本发明提供了一种钛及钛合金圆锭直轧开坯方法,具体包括以下步骤:
27.步骤一:将熔炼凝固冷却后的钛及钛合金圆铸锭进行脱模,表面进行打磨处理祛除表面氧化物后得到待加热坯料;
28.步骤二:将待加热坯料移送至加热炉,加热至设定温度后,进行保温处理,得到待轧坯料;
29.步骤三:将待轧坯料放入两辊式轧机中,沿着圆铸锭长度方向进行往复多次轧制得到棒线材连轧坯,其中,每次轧制为多道次轧制,且两次轧制之间通过翻坯调整和压直工序保证待轧坯料的平直度。
30.进一步地,设定温度为850~1120℃,保温时间为120min~240min,加热炉进料温度为600℃~700℃。
31.进一步地,步骤三中,每次轧制的每道次变形量为3%-15%,单方向累计变形量达到30%-40%,进行下一次轧制前,对待轧坯料进行90
°
翻坯,以窄面继续进行轧制,往复多次轧制至达到目标棒线材连轧坯尺寸;
32.钛合金的比热容较小,在轧制过程中受热不均匀,容易产生裂纹等缺陷,从而影响钛合金的质量,本发明采用多道次小变形量轧制,使得铸锭变形更为均匀,更加有效消除坯料内部粗大铸态组织、空洞、疏松及夹杂等冶金缺陷,使坯料组织性能均匀化。
33.进一步地,步骤三中,压直工序是指在轧制过程中,通过侧导板夹持待轧坯料保证平直度;直轧开坯所轧方坯长度较长,在大变形量轧制过程中会出现弯曲,此时要利用侧导板进行夹持恢复平直度,修直后继续送料轧制。
34.进一步地,步骤三中,轧制过程的轧制速率控制在0.2m/s~9m/s,且轧制速率随轧制次数的增加而加快。
35.进一步地,步骤一中,加热炉可以同时加热至少十支待加热坯料。
36.进一步地,用于制备不同断面尺寸的方坯和板坯。
37.进一步地,当待加热坯料重量为3-6吨,圆形截面尺寸为时,步骤三中进行往复多次轧制得到棒线材连轧坯的时间为5-18min。
38.进一步地,当待加热坯料重量为2-3吨,圆形截面尺寸为时,步骤三中进行往复多次轧制得到棒线材连轧坯的时间为5min。
39.进一步地,钛及钛合金圆铸锭采用真空自耗电弧熔炼制得或者采用电子束冷床炉和真空自耗炉中单一或复合熔炼方式制得。
40.实施例1
41.本实施例以对3吨级tc4钛合金圆铸锭进行直轧开坯为例说明本发明所述方法,tc4钛合金圆铸锭为经过两次真空自耗电弧炉熔炼得到,铸锭尺寸为直轧开坯具体包括以下步骤:
42.步骤一:将熔炼凝固冷却后的tc4钛合金圆铸锭进行脱模,表面进行打磨处理祛除表面氧化物后得到待加热坯料;
43.步骤二:将待加热坯料移送至加热炉,加热至1120℃,保温180min处理后,得到待轧坯料;
44.步骤三:将待轧坯料放入两辊式轧机中,沿着圆铸锭长度方向进行往复多次轧制得到棒线材连轧坯,其中,每次轧制包括五个道次,初始轧制速率为0.5m/s,前三个道次的变形量为3~5%,后两个道次变形量为8~10%,累计变形量达到40%后,对待轧坯料进行90
°
翻坯,以窄面继续进行五道次轧制,前三个道次的变形量为3~5%,后两个道次变形量为8~10%,累计变形量达到30%后,对坯料继续翻转90
°
,然后将轧制速率提高至2.8m/s,继续进行轧制,整个轧制过程中,通过侧导板夹持待轧坯料保证平直度,直至得到尺寸为180mm
×
540mm
×
l的tc4板坯;采用本发明提供的方法整个轧制过程耗时5min,与锻造方法的平均耗时60分钟相比,时间减少超过10倍,显著提高了生产效率。
45.本实施例最终制得的tc4板坯板型平直、表面光滑无裂纹,显微组织为细小均匀的短棒状α相,α相约8um~22um,tc4钛合金板坯轧后晶粒破碎程度较好,组织均匀。
46.实施例2
47.本实施例以对3吨级tc4钛合金圆铸锭进行直轧开坯为例说明本发明所述方法,tc4钛合金圆铸锭为经电子束冷床炉+真空自耗炉双联工艺熔炼得到,铸锭尺寸为直轧开坯具体包括以下步骤:
48.步骤一:将熔炼凝固冷却后的tc4钛合金圆铸锭进行脱模,表面进行打磨处理祛除表面氧化物后得到待加热坯料;
49.步骤二:将待加热坯料移送至加热炉,加热至1120℃,保温180min处理后,得到待轧坯料;
50.步骤三:将待轧坯料放入两辊式轧机中,沿着圆铸锭长度方向进行往复多次轧制得到棒线材连轧坯,其中,每次轧制包括五个道次,初始轧制速率为0.3m/s,前三个道次的变形量为3~5%,后两个道次变形量为8~10%,累计变形量达到40%后,对待轧坯料进行90
°
翻坯,以窄面继续进行五道次轧制,前三个道次的变形量为3~5%,后两个道次变形量为8~10%,累计变形量达到30%后,对坯料继续翻转90
°
,然后将轧制速率提高至3.5m/s,继续进行轧制,整个轧制过程中,通过侧导板夹持待轧坯料保证平直度,直至得到尺寸为180mm
×
180mm
×
l的tc4长方坯;整个轧制过程耗时8min,采用本发明提供的方法整个轧制过程耗时8min,与锻造方法的平均耗时120分钟相比,时间减少了15倍,显著提高了生产效率。
51.本实施例最终制得的tc4方坯表面光滑无裂纹,显微组织为细小均匀的短棒状α相,α相约5um~12um,tc4钛合金方坯轧后晶粒破碎程度较好,组织均匀。
52.实施例3
53.本实施例以对3吨级tb9钛合金圆铸锭进行直轧开坯为例说明本发明所述方法,tb9钛合金圆铸锭为经电子束冷床炉+真空自耗炉双联工艺熔炼得到,铸锭尺寸为直轧开坯具体包括以下步骤:
54.步骤一:将熔炼凝固冷却后的tb9钛合金圆铸锭进行脱模,表面进行打磨处理祛除表面氧化物后得到待加热坯料;
55.步骤二:将待加热坯料移送至加热炉,加热至920℃,保温180min处理后,得到待轧坯料;
56.步骤三:将待轧坯料放入两辊式轧机中,沿着圆铸锭长度方向进行往复多次轧制得到棒线材连轧坯,其中,每次轧制包括五个道次,初始轧制速率为1m/s,前三个道次的变
形量为3~5%,后两个道次变形量为8~10%,累计变形量达到30%后,对待轧坯料进行90
°
翻坯,以窄面继续进行五道次轧制,前三个道次的变形量为3~5%,后两个道次变形量为8~10%,累计变形量达到30%后,对坯料继续翻转90
°
,然后将轧制速率提高至7m/s,继续进行轧制,整个轧制过程中,通过侧导板夹持待轧坯料保证平直度,直至得到尺寸为180mm
×
180mm
×
l的tb9长方坯;整个轧制过程耗时10min,制得的tb9方坯表面光滑无裂纹,显微组织为β组织,平均晶粒尺寸约68um,轧后tb9长方坯晶粒破碎程度较好,组织均匀。
57.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1