钎料预置装置及钎料预置方法与流程
1.本技术涉及钎焊技术领域,尤其是涉及一种钎料预置装置及钎料预置方法。
背景技术:
2.目前轨道车辆车身主要分为普通钢、不锈钢以及铝合金三种,普通钢强度低、重量大、能耗高、腐蚀严重、维修量大,铝合金材料由于具有强度高,密度小等优点被大量应用于轨道车身结构中,然而近年来因为铝合金车身在发生火灾等安全问题时,车身软化速度过快,不能为乘客逃生提供充足时间,带来灾难性后果,而不锈钢因为其较高的熔化温度、优异的综合性能和较高的性价比成为新的研究热点。
3.不锈钢作为车身材料虽然具有强度高、耐高温、耐腐蚀等优异性能,但是,不锈钢车身连接工艺上通常采用电阻点焊固定,电阻点焊固定后需要对搭接缝隙进行密封处理,但是随着不锈钢车辆速度等级的提高,车身焊缝的气密稳定、长时间连接需求日益迫切。由于车体连接强度由电阻点焊工艺提供,所以连接强度高,但密封性差,而钎焊作为一种利用液态钎料填充固态工件的缝隙使金属连接的焊接方法,因其加热温度较低,在焊接薄板时,薄板变形小,并且对母材机械性能和组织影响较小,焊接接头光滑平整,钎焊设备简单,生产投资费用少的特点,使其能够完美契合不锈钢车体密封需求。
4.钎焊过程包括四个步骤:1.表面清洗好的工件以搭接型式装配在一起;2.把钎料放在接头间隙附近或接头间隙之间;3.当工件与钎料被加热到稍高于钎料熔点温度后,钎料熔化(工件未熔化),并借助毛细作用被吸入和充满固态工件间隙之间,液态钎料与工件金属相互扩散溶解;4.冷凝后即形成钎焊接头。
5.其中,步骤2即为钎料预置,钎料预置主要有两种形式,第一种是将钎料制成各种形式例如粉状、丝状、环状、箔状等;第二种是将钎料与钎剂制成焊膏,涂敷于待钎焊部位。然而,对于一些复杂的钎焊位置,比如立焊位置,传统的固体钎料难以预置,使用焊膏其成本过高,且焊膏有保质期,难以长时间储存使用,即现有的钎料预置形式无法满足钎焊的需求。
技术实现要素:
6.有鉴于此,本技术提供一种钎料预置装置,通过设置加热部,使得钎料能够熔化,熔化后的钎料经流通通道和涂覆口流出,通过将涂覆口的直径设置为0.1mm-3mm,深度设置为1mm-10mm,使得经流通通道和涂覆口流出的钎料在重力作用和毛细作用的竞争下,在涂覆部的表面上保持“悬而未掉”的状态,在进行钎料预置时,将涂覆部沿待涂覆工件的表面移动,使得钎料接触到待涂覆工件的表面后凝固,以实现钎料的预置,如此,能够满足复杂的钎焊位置例如立焊位置、横焊位置或者仰角焊位置的钎料预置需求,同时,钎料无需进行处理,相较于制备焊膏,能够降低钎料预置的成本。
7.根据本技术的一方面提供一种钎料预置装置,所述钎料预置装置包括容纳部、加热部和涂覆部,所述容纳部包括容纳空间,所述容纳空间用于容纳钎料,所述涂覆部包括流
通通道和涂覆口,所述涂覆口的直径为0.1mm-3mm,所述涂覆口的深度为1mm-10mm,所述流通通道与所述容纳空间连通,所述加热部设置于所述容纳部,以对所述容纳空间内的钎料加热,使得所述钎料的被加热的部分能够经所述流通通道和所述涂覆口流出。
8.优选地,所述钎料预置装置还包括检测部和控制器,所述检测部设置于所述容纳部的内侧壁,所述检测部能够检测所述钎料的位置信息,所述控制器与所述检测部通信连接,以接收来自所述检测部的所述位置信息,所述控制器与所述加热部通信连接,以控制所述加热部在第一加热温度和第二加热温度之间切换,所述第二加热温度高于所述第一加热温度。
9.优选地,所述加热部包括两个加热件,两个所述加热件均设置在所述容纳部的外部,所述控制器分别与两个所述加热件通信连接,以分别控制两个所述加热件开启或者关闭,在两个所述加热件中的一个所述加热件开启时,所述加热部处于第一加热温度;在两个所述加热件均开启时,所述加热部处于第二加热温度。
10.优选地,所述容纳部具有延伸方向,所述检测部包括第一检测器和第二检测器,所述第一检测器和所述第二检测器两者沿所述延伸方向间隔设置于所述容纳部的内侧壁,在所述钎料预置装置的使用状态下,所述钎料沿所述延伸方向移动,所述第一检测器位于所述第二检测器的上方,在所述第一检测器和所述第二检测器均能够检测到所述钎料时,所述控制器控制所述加热部切换至第一加热温度;在所述第一检测器未检测到所述钎料,所述第二检测器能够检测到所述钎料时,所述控制器控制所述加热部切换至第二加热温度;在所述第一检测器和所述第二检测器均未检测到所述钎料时,所述控制器报警,以向所述容纳空间内添加另一所述钎料,所述控制器控制所述加热部切换至第一加热温度。
11.优选地,所述涂覆部包括侧板和端板,所述侧板的一端与所述容纳部连接,所述侧板和所述端板两者围设出所述容纳空间,所述端板开设有所述涂覆口,所述端板与所述延伸方向垂直或者平行,所述涂覆口的直径为0.2mm-1.5mm,所述涂覆口的深度为2mm-5mm。
12.优选地,所述钎料预置装置还包括导向部,所述导向部设置在所述容纳部的内侧壁,所述导向部用于对所述钎料进行导向。
13.优选地,所述钎料预置装置还包括保温部,所述保温部套设在所述容纳部的外部,所述加热部位于所述容纳部和所述保温部之间。
14.根据本技术的另一方面提供一种钎料预置方法,所述钎料预置方法依托于钎料预置装置,所述钎料预置装置包括容纳部、加热部和涂覆部,所述容纳部包括容纳空间,所述容纳空间用于容纳钎料,所述涂覆部包括流通通道和涂覆口,所述加热部设置于所述容纳部,以对所述容纳空间内的钎料加热,使得所述钎料的被加热的部分能够经所述流通通道和所述涂覆口流出,所述钎料预置方法包括:
15.将所述钎料放置在所述容纳部的所述容纳空间内;
16.控制所述加热部对所述钎料加热,以使所述钎料的部分熔化;
17.将所述涂覆口沿待涂覆工件移动,使得所述钎料的被加热的部分被涂覆于待涂覆工件的表面。
18.优选地,所述钎料预置装置包括检测部和控制器,所述检测部能够检测所述钎料的位置信息,所述控制器与所述检测部通信连接,以接收来自所述检测部的所述位置信息,所述控制器与所述加热部通信连接,以控制所述加热部在第一加热温度和第二加热温度之
间切换,所述检测部包括第一检测器和第二检测器,控制所述加热部对所述钎料加热,以使所述钎料的部分熔化包括:
19.在所述第一检测器和所述第二检测器两者均检测到所述钎料时,所述控制器控制所述加热部处于第一加热温度;
20.在所述第一检测器未检测到所述钎料,所述第二检测器能够检测到所述钎料时,所述控制器控制所述加热部切换至第二加热温度。
21.优选地,控制所述加热部对所述钎料加热,以使所述钎料的部分熔化还包括:在所述第一检测器和所述第二检测器两者均未检测到所述钎料时,所述控制器报警,向所述容纳部的所述容纳空间增加另一所述钎料。
附图说明
22.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
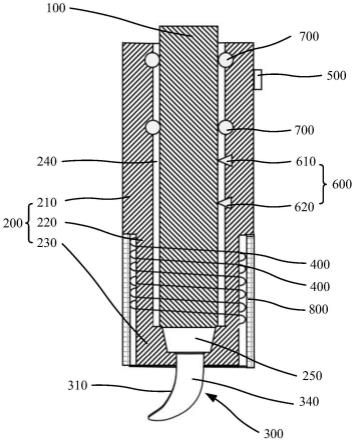
23.图1示出根据本发明的实施例的钎料预置装置的结构示意图;
24.图2示出根据本发明的实施例的端板的结构示意图;
25.图3示出钎料预置方法的实施例一中钎料预置装置的使用状态;
26.图4示出钎料预置方法的实施例二中钎料预置装置的使用状态。
27.图标:100-钎料棒;200-容纳部;210-第一筒;220-第二筒;230-封闭件;240-容纳空间;250-连接通道;300-涂覆部;310-侧板;320-端板;330-涂覆口;340-流通通道;400-加热件;500-控制器;600-检测部;610-第一检测器;620-第二检测器;700-进料导辊;800-保温部;900-待涂覆工件;l1-涂覆方向。
具体实施方式
28.提供以下具体实施方式以帮助读者获得对这里所描述的方法、设备和/或系统的全面理解。然而,在理解本技术的公开内容之后,这里所描述的方法、设备和/或系统的各种改变、修改及等同物将是显而易见的。例如,这里所描述的操作的顺序仅仅是示例,其并不限于这里所阐述的顺序,而是除了必须以特定顺序发生的操作之外,可做出在理解本技术的公开内容之后将是显而易见的改变。此外,为了提高清楚性和简洁性,可省略本领域中已知的特征的描述。
29.这里所描述的特征可以以不同的形式实施,并且不应被解释为局限于这里所描述的示例。更确切地说,已经提供了这里所描述的示例仅用于示出在理解本技术的公开内容之后将是显而易见的实现这里描述的方法、设备和/或系统的诸多可行方式中的一些方式。
30.在整个说明书中,当元件(诸如,层、区域或基板)被描述为“在”另一元件“上”、“连接到”另一元件、“结合到”另一元件、“在”另一元件“之上”或“覆盖”另一元件时,其可直接“在”另一元件“上”、“连接到”另一元件、“结合到”另一元件、“在”另一元件“之上”或“覆盖”另一元件,或者可存在介于它们之间的一个或更多个其他元件。相比之下,当元件被描述为“直接在”另一元件“上”、“直接连接到”另一元件、“直接结合到”另一元件、“直接在”另一元
件“之上”或“直接覆盖”另一元件时,可不存在介于它们之间的其他元件。
31.如在此所使用的,术语“和/或”包括所列出的相关项中的任何一项和任何两项或更多项的任何组合。
32.尽管可在这里使用诸如“第一”、“第二”和“第三”的术语来描述各个构件、组件、区域、层或部分,但是这些构件、组件、区域、层或部分不受这些术语所限制。更确切地说,这些术语仅用于将一个构件、组件、区域、层或部分与另一构件、组件、区域、层或部分相区分。因此,在不脱离示例的教导的状态下,这里所描述的示例中所称的第一构件、组件、区域、层或部分也可被称为第二构件、组件、区域、层或部分。
33.为了易于描述,在这里可使用诸如“在
……
之上”、“上部”、“在
……
之下”和“下部”的空间关系术语,以描述如附图所示的一个元件与另一元件的关系。这样的空间关系术语意图除了包含在附图中所描绘的方位之外,还包含装置在使用或操作中的不同方位。例如,如果附图中的装置被翻转,则被描述为相对于另一元件位于“之上”或“上部”的元件随后将相对于另一元件位于“之下”或“下部”。因此,术语“在
……
之上”根据装置的空间方位而包括“在
……
之上”和“在
……
之下”两种方位。所述装置还可以以其他方式定位(例如,旋转90度或处于其他方位),并将对在这里使用的空间关系术语做出相应的解释。
34.在此使用的术语仅用于描述各种示例,并非用于限制本公开。除非上下文另外清楚地指明,否则单数的形式也意图包括复数的形式。术语“包括”、“包含”和“具有”列举存在的所陈述的特征、数量、操作、构件、元件和/或它们的组合,但不排除存在或添加一个或更多个其他特征、数量、操作、构件、元件和/或它们的组合。
35.由于制造技术和/或公差,可出现附图中所示的形状的变化。因此,这里所描述的示例不限于附图中所示的特定形状,而是包括在制造期间出现的形状上的改变。
36.这里所描述的示例的特征可按照在理解本技术的公开内容之后将是显而易见的各种方式进行组合。此外,尽管这里所描述的示例具有各种各样的构造,但是如在理解本技术的公开内容之后将显而易见的,其他构造是可能的。
37.根据本技术的一方面提供一种钎料预置装置,如图1和图2所示,钎料预置装置包括容纳部200、加热部和涂覆部300,容纳部200包括容纳空间240,容纳空间240用于容纳钎料,涂覆部300包括流通通道340和涂覆口330(图1中未示出),所述涂覆口的直径为0.1mm-3mm,所述涂覆口的深度为1mm-10mm,流通通道340与容纳空间连通,加热部设置于容纳部200,以对容纳空间内的钎料加热,使得钎料的被加热的部分能够经流通通道340和涂覆口330流出。该钎料预置装置通过设置加热部,使得钎料能够熔化,熔化后的钎料经流通通道和涂覆口流出,通过将涂覆口330的直径设置为0.1mm-3mm,深度设置为1mm-10mm,使得经流通通道340和涂覆口330流出的钎料在重力作用和毛细作用的竞争下,在涂覆部300的表面上保持“悬而未掉”的状态,在进行钎料预置时,将涂覆部300沿待涂覆工件的表面移动,使得钎料接触到待涂覆工件900的表面后凝固,以实现钎料的预置,如此,能够满足复杂的钎焊位置例如立焊位置、横焊位置或者仰角焊位置的钎料预置需求,同时,钎料无需进行处理,相较于制备焊膏,能够降低钎料预置的成本。
38.进一步地,钎料的材质可以为锡锌钎料或者巴氏合金。钎料为固体钎料,例如可以为粉末状钎料、颗粒状钎料或者棒状钎料等,固体钎料在加热部的加热下能够熔化,在熔化后的钎料接触到待涂覆工件的表面后凝固,如此,实现了钎料预置。
39.优选地,钎料为钎料棒100,相较于粉末状钎料和颗粒状钎料,钎料棒的制造成本更低,钎料棒100的直径可以为9.5
±
0.5mm,钎料棒100的长度可以为10cm-20cm。
40.如图1和图2所示,容纳部200包括第一筒210和第二筒220,第一筒210位于第二筒220的上方,第一筒210和第二筒220共同限定出容纳空间240,第一筒210的上端具有敞开口,通过敞开口可以向容纳空间240的内部添加钎料棒100。涂覆部300位于第二筒220的下方,涂覆部300的流通通道340的一端与容纳空间240连通,流通通道340的另一端与涂覆口330连接,熔化后的钎料能够经流通通道340和涂覆口330流向待涂覆工件900的表面。
41.进一步地,第一筒210的内径和第二筒220的内径相同,第一筒210的外径大于第二筒220的外径。加热部设置在第二筒220的外部,以对钎料棒100的下端加热,使得钎料棒100的下部的部分熔化,熔化后的钎料在上端的钎料棒100的重力作用下,进入涂覆部300的流通通道340中,之后经涂覆口330流向工件的表面,熔化后的钎料在接触到待涂覆工件900的表面后凝固,如此完成了钎料预置。
42.如图1所示,容纳部200包括封闭件230,封闭件230设置在第二筒220的下方,封闭件230具有连接通道250,涂覆部300的部分伸入封闭件230的内部,使得流通通道340经连接通道250与容纳空间240连通。
43.需要说明的是,上述对第一筒210、第二筒220和封闭件230进行分别描述仅是为了便于说明容纳部200的形状,第一筒210、第二筒220和封闭件230为容纳部200的三个部分,第一筒210、第二筒220和封闭件230为一体成型,在容纳部200的实体中,第一筒210与第二筒220之间以及第二筒220与封闭件230之间不存在任何分界线。
44.此外,通过容纳部容纳钎料棒100,使得本技术的钎料预置装置体积小,便于携带和操作。
45.此外,钎料预置装置还包括保温部800,保温部800套设在第二筒220的外部,并且保温部800的上端与第一筒210连接,加热部位于保温部800和第二筒220之间。通过设置保温部800,能够避免加热部产生的热量损失。
46.优选地,保温部800可以为保温棉或者高温陶瓷密封圈。
47.如图1和图2所示,涂覆部300包括侧板310和端板320,侧板310和端板320共同围设出流通通道340,侧板310的上端的部分伸入封闭件230的内部,侧板310的下端与端板320连接,端板320上开设涂覆口330,涂覆口330的数量可以为一个或者多个。
48.优选地,涂覆口330的直径为0.2mm-1.5mm,涂覆口330的深度为2mm-5mm(端板320的厚度与涂覆口330的深度相等)。
49.在加热部对钎料棒100进行加热时,下端的钎料棒100熔化,熔化后的钎料经连接通道250和流通通道340流向涂覆口330,之后熔化后的钎料从涂覆口330慢慢流出,在重力和毛细作用的竞争下,熔化后的钎料处于“悬而未掉”的状态,挂在端板320的表面上,之后控制涂覆部300的端板320沿待涂覆工件900的表面移动,持续将挂在端板320上的熔化后的钎料涂覆在待涂覆工件900的表面上。
50.进一步地,端板320与容纳部200的延伸方向(第一筒210和第二筒220的轴线方向)垂直或者平行,在端板320与容纳部200的延伸方向垂直时,即钎料预置装置处于图3的状态,此时,钎料预置装置能够适应于横焊位置或者立焊位置;在端板320与容纳部200的延伸方向平行时,即钎料预置装置处于图4的状态,能够适应仰角焊位置。
51.进一步地,钎料预置装置还包括检测部600和控制器500,检测部600设置于容纳部200的内侧壁,检测部600能够检测钎料棒100的位置信息,控制器500与检测部600通信连接,以接收来自检测部600的位置信息,控制器500与加热部通信连接,以控制加热部在第一加热温度和第二加热温度之间切换,第二加热温度高于第一加热温度。
52.具体来说,加热部包括两个加热件400,控制器500能够分别控制两个加热件400开启或者关闭,以使加热部在第一加热温度和第二加热温度之间切换。在两个加热件400中的中一个加热件400开启,另一个加热件400关闭时,加热部处于第一加热温度;在两个加热件400均开启时,加热部处于第二加热温度。
53.优选地,加热件400可以为电阻丝,两个电阻丝交替缠绕至第二筒220的外部,保温部800包裹在电阻丝的外部。
54.进一步地,如图1、图3和图4所示,钎料预置装置还包括第一检测器610和第二检测器620,第一检测器610和第二检测器620设置在容纳部200的内侧壁上,第一检测器610位于第二检测器620的上方。在第一检测器610和第二检测器620均能够检测到钎料棒100时,控制器500控制加热部处于第一加热温度,钎料棒100的下端会在加热部的加热下熔化,在钎料棒100的重力作用下,熔化后的钎料经流通通道340和涂覆口330流出,之后熔化后的钎料在涂覆部300的表面上保持“悬而未掉”的状态;之后钎料棒100的下端继续熔化,钎料棒100的长度减小,钎料棒100的重力逐渐减小,在第一检测器610无法检测到钎料棒100,第二检测器620能够检测到钎料棒100时,即钎料棒100的上端面低于第一检测器610所在的位置,高于第二检测器620所在的位置时,钎料棒100的重力不足以维持熔化后的钎料的流动,此时,控制器500控制加热部处于第二加热温度,提升了加热钎料棒100的温度,进而提高了熔化后的钎料的流动性,使得熔化后的钎料经流通通道340和涂覆口330流出后在端板320上保持“悬而未掉”的状态,以保证能够将熔化后的钎料涂覆至待涂覆工件900的表面;在第一检测器610和第二检测器620均未检测到钎料棒100时,即钎料棒100低于第二检测器620所在位置时,此时,钎料棒100即将用尽,此时控制器500报警,操作人员可以向容纳空间240内添加另一钎料棒100。
55.进一步地,第一加热温度和第二加热温度可以根据需求设置,在钎料为锡锌钎料棒时,第一加热温度为210℃,第二加热温度为250℃;在钎料为巴氏合金钎料棒时,第一加热温度为300℃,第二加热温度为350℃。
56.钎料预置装置还可以包括控制面板,通过控制面板能够调整第一加热温度和第二加热温度。
57.如图1所示,钎料预置装置还包括导向部,导向部设置在容纳部200的内侧壁,在向容纳空间240内添加钎料棒100时,导向部能够对钎料棒100进行导向。
58.优选地,导向部可以包括两个进料导辊700,两个进料导辊700沿容纳部200的延伸方向间隔设置在导向部的内侧壁。
59.优选地,第一检测器610和第二检测器620均为接近开关。
60.根据本技术的第二方面提供一种钎料预置方法,钎料预置方法基于上述的钎料预置装置,钎料预置方法包括:
61.s1、将所述钎料放置在所述容纳部的所述容纳空间内;
62.s2、控制所述加热部对所述钎料加热,以使所述钎料的部分熔化;
63.s3、将所述涂覆口沿待涂覆工件移动,使得所述钎料的被加热的部分被涂覆于待涂覆工件的表面。
64.通过上述的钎料预置方法,能够满足复杂的钎焊位置例如立焊位置、横焊位置以及仰角焊位置的钎料预置需求,同时,钎料无需进行处理,相较于制备焊膏,能够降低钎料预置的成本。
65.上述的步骤s2包括三种状态:
66.第一种状态:在所述第一检测器和所述第二检测器两者均检测到所述钎料时,所述控制器控制所述加热部处于第一加热温度;
67.此时,钎料的下端熔化,在上端的钎料的重力的作用下,熔化后的钎料经流通通道和涂覆口流出,在重力和毛细作用的竞争作用下,熔化后的钎料处于“悬而未掉”的状态,挂在涂覆部的端板上。
68.第二种状态:在所述第一检测器未检测到所述钎料,所述第二检测器能够检测到所述钎料时,所述控制器控制所述加热部切换至第二加热温度。
69.此时,剩余的钎料的重力不足以维持熔化后的钎料的流动,控制器控制加热部切换至第二加热温度,提升了钎料的加热温度,提高了液态钎料的流动性,使得熔化后的钎料经流通通道和涂覆口流出后在端板上保持“悬而未掉”的状态,挂在涂覆部的端板上。
70.第三种状态:在所述第一检测器和所述第二检测器两者均未检测到所述钎料时,所述控制器报警,向所述容纳部的容纳空间增加另一所述钎料。
71.此时,钎料即将用尽,向容纳空间内添加另一钎料,新添加的钎料的重力能够使下端的熔化后的钎料继续向涂覆口流动,以继续钎料预置。
72.在钎料预置的过程中,如图3和图4所示,上述第一种状态、第二种状态和第三种状态能够依次循环出现。
73.钎料预置方法可以包括以下实施例一和实施例二。
74.实施例一
75.此时钎料为锡锌钎料棒,如图3所示,端板与容纳部轴线垂直,能够进行横焊位置的钎料预置,此时钎料预置方法为:
76.s1、将锡锌钎料棒放置在容纳部的容纳空间内;
77.s2、控制加热部对锡锌钎料棒加热,以使所述锡锌钎料棒的部分熔化;
78.具体包括图3示出的钎料预置装置的三种状态:
79.在第一检测器610和第二检测器620两者均检测到锡锌钎料棒时,控制器控制加热部处于210℃的加热温度。
80.在第一检测器610未检测到锡锌钎料棒,第二检测器620能够检测到锡锌钎料棒时,控制器控制加热部切换至250℃的加热温度。
81.在第一检测器610和第二检测器620两者均未检测到锡锌钎料棒时,控制器报警,向容纳部的容纳空间增加另一锡锌钎料棒,控制部控制加热部切换至210℃的加热温度。
82.s3、将涂覆口沿待涂覆工件移动(即沿图3中涂覆方向l1移动),使得熔化后的锡锌钎料被涂覆于待涂覆工件的表面。
83.实施例二
84.此时,钎料为巴氏合金钎料棒为例,此时钎料预置方法为:
85.s1、将巴氏合金钎料棒放置在容纳部的容纳空间内;
86.s2、控制加热部对巴氏合金钎料棒加热,以使巴氏合金钎料棒的部分熔化;
87.具体包括图4示出的钎料预置装置的三种状态:
88.在第一检测器610和第二检测器620两者均检测到巴氏合金钎料棒时,控制器控制加热部处于300℃的加热温度。
89.在第一检测器610未检测到巴氏合金钎料棒,第二检测器620能够检测到巴氏合金钎料棒时,控制器控制加热部切换至350℃的加热温度。
90.在第一检测器610和第二检测器620两者均未检测到巴氏合金钎料棒时,控制器报警,向容纳部的容纳空间增加另一巴氏合金钎料棒,控制部控制加热部切换至300℃的加热温度。
91.s3、将涂覆口沿待涂覆工件移动(即沿图3中涂覆方向l1移动),使得熔化后的巴氏合金钎料被涂覆于待涂覆工件的表面。
92.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1