一种超声驱动室温下超快速钎焊方法
1.本发明涉及一种超声驱动室温下超快速钎焊方法,属于钎焊技术领域。
背景技术:
2.钎焊容易实现异种金属、金属与非金属材料的连接,它对热源要求较低,工艺过程较简单,因此,钎焊在工业生产中具有广阔的应用前景,对钎焊而言钎料的选择尤为重要。熔点较低的钎料可以使得钎焊工艺用途更广,满足人们在较低温度下的钎焊需求。目前,常用的低温无铅钎料有sn-zn基(sn-9zn熔点为198℃)、sn-bi基(sn-58bi熔点为138℃)、in基(in-18.75bi-22.15sn熔点仅为62℃)。虽然上述钎料的熔点都很低,但是如果能够实现无热钎焊,就可以解决一些在加热过程中存在的腐蚀、变形以及氧化等问题,因此,能够实现室温钎焊是一个很重要的课题。
3.近年来镓基室温液态合金越来越受到人们的广泛关注。镓本身熔点为29.8℃,当与其他金属形成共晶相后,熔点甚至低于室温,当与铟形成共晶液相后,熔点仅为15.7℃,与铟、锡形成三元共晶液相时,熔点为13.2℃。目前镓基液态金属主要应用在电磁屏蔽、柔性传感、散热等领域,但是几乎没有研究将其应用在焊接领域。已知镓基合金对于部分金属(例如铜)有腐蚀性,现在诸多研究都集中在防腐领域,却很少有利用到镓基合金对金属的腐蚀性这一特性,这就是现有技术所存在的不足之处。
技术实现要素:
4.本发明要解决的技术问题,就是针对现有技术所存在的不足,而提供一种超声驱动室温下超快速钎焊方法,该钎焊方法所用的半固态钎料制作简单、环保无污染,钎焊过程简单、易操作。
5.本方案是通过如下技术措施来实现的:一种超声驱动室温下超快速钎焊方法,它包括如下步骤:
6.(1)将待焊的上母材和下母材用砂纸打磨,上母材和下母材同为紫铜、同为铜合金、同为镁合金、一者为紫铜、另一者为镁合金或者一者为铜合金、另一者为镁合金,经打磨后每一待焊面上的划痕相互平行且待焊面保持平整,然后用脱脂棉将待焊面擦拭干净备用;
7.(2)将擦拭干净的上母材和下母材的待焊表面上分别均匀涂抹液态或半固态钎料,然后将上母材和下母材的待焊面对接重合并置于模具中,保证下母材的的周向四面以及上母材的周向三面被模具固定;
8.(3)将模具平行置于压力传感器上,上母材和下母材位于超声发生器的正下方并与超声发生器垂直;
9.(4)调整压力传感器的中心位置,使压力传感器的中心位置与超声发生器的中心位置在竖直方向上下对正,钎焊温度为室温,施加100-300kg的压力,待压力稳定后,施加振幅为30-60μm的超声波,超声波的持续时间为0.3-5s,即完成焊接,取下焊件;
10.(5)焊件在室温下,自然时效0-5d。
11.优选的,所述步骤2中钎料的厚度为l,l的取值范围为0.05mm≤l≤0.3mm。
12.优选的,所述步骤2中钎料的涂抹方式为沿着待焊面的划痕方向涂抹。
13.优选的,所述步骤4中室温的温度范围为16-30℃。
14.优选的,所述步骤4中的压力稳定是指压力表的示数在1s内不发生变化。
15.优选的,所述步骤1中砂纸的目数为400-800目。
16.优选的,所述半固态钎料由以下质量百分比的原料组成:质量百分比为≥70%的镓铟共晶合金或镓铟锡共晶合金,质量百分比为≤30%的金属粉。
17.优选的,所述金属粉为单一铜粉、单一银粉、单一镍粉或单一锡粉,或者所述金属粉为铜粉、银粉、镍粉和锡粉中任意两种、任意三种或任意四种的混合粉。
18.优选的,所述金属粉为微米级或纳米级,所述金属粉的形状为球形或者树枝状,所述金属粉为纯雾化粉末;所述金属粉需真空保存。
19.优选的,所述半固态钎料的制备方法如下:
20.(1)分别称取质量百分比为75%的块状固体镓及质量百分比为25%的块状固体铟,或者质量百分比为68.5%的块状固体镓、质量百分比为21.5%的块状固体铟以及质量百分比为10%的块状固体锡,将称取的原料置于可加热试样盒中;
21.(2)将步骤1中装有称量镓后的试样盒置于加热台上,加热台升温至30-50℃;沿同一方向缓慢搅拌至步骤1中的块状固体镓完全融化;将块状固体铟移入此试样盒中,或者将步骤1中的块状固体锡转移到此试样盒中镓所在的位置,继续搅拌至不再有块状锡后将块状固体铟移入此试样盒中;
22.(3)调整加热台参数,使加热台继续升温至80-120℃,缓慢搅拌至步骤2中的块状固体铟完全融化,即得镓铟共晶液或镓铟锡共晶液;
23.(4)关闭加热台,步骤3中所得镓铟共晶液或镓铟锡共晶液置于试验台上自然冷却至室温后即可使用;
24.(5)称量质量百分比≤30%的金属粉,并将金属粉加入步骤4制得的质量百分比≥70%的镓铟共晶液或镓铟锡共晶液中,沿同一方向匀速搅拌均匀即得半固态钎料。
25.本发明的有益效果:
26.1、本发明的焊接温度低:在超声强大的脉冲力以及高温作用下,钎料与母材或者所添加金属粉的冶金反应得以加速,同时也能促进钎料向母材中扩散,使得此钎焊方法在室温下即可进行,避免加热过程中易氧化、易变形等问题;
27.2、本发明所添加的金属粉既能够起到促进异质形核的作用,还能在超声独特的空化作用以及声流作用下通过与母材间的摩擦去除母材表面的氧化膜,同时能够均匀混合钎料,从而提高了焊接质量,而且界面结合好,钎料中添加金属粉后焊件的剪切强度相较于使用纯镓铟液态合金钎料的焊件,剪切强度提高近1/3;
28.3、本发明所用镓基液态合金钎料对人体危害小,不挥发,同时摆脱了钎剂的使用,所以对环境污染小,同时镓基液态合金制备过程简单,应用范围广(例如柔性电子领域);
29.4、本发明的超声焊接时间短,0.3s时即可实现连接,无需额外焊接时间,在超声驱动的过程中,即实现超快速连接,这不仅可以节省成本,还可以拓宽其应用领域;
30.5、本发明不仅可以实现同质金属钎焊,异质金属也适用,其中包括紫铜与紫铜之
间、紫铜与镁合金之间、镁合金与镁合金之间的焊接等,能满足多种使用需求;
31.6、本发明所用母材无需经过复杂预处理,只需简单将其表面打磨至呈现金属光泽并保证待焊面平整,无需其他复杂处理步骤,不仅操作简单,而且能够节省资源,节约时间;
32.7、本发明所用钎料的质量相较于其他焊接方式较少,能够有效缩减开支;
33.8、本发明所得焊缝产物稳定且唯一,在室温下不随时间变化而变化;
34.9、本发明适用于片状母材,厚度可达5mm,目前超声焊接主要应用在金属丝及金属箔片上,尺寸较小,在实际应用中也会受限,而本发明中尺寸更大的片状金属应用更广,因此,本发明具有非常广泛的应用前景。
35.由此可见,本发明与现有技术相比,具有突出的实质性特点和显著的进步,其实施的有益效果也是显而易见的。
附图说明
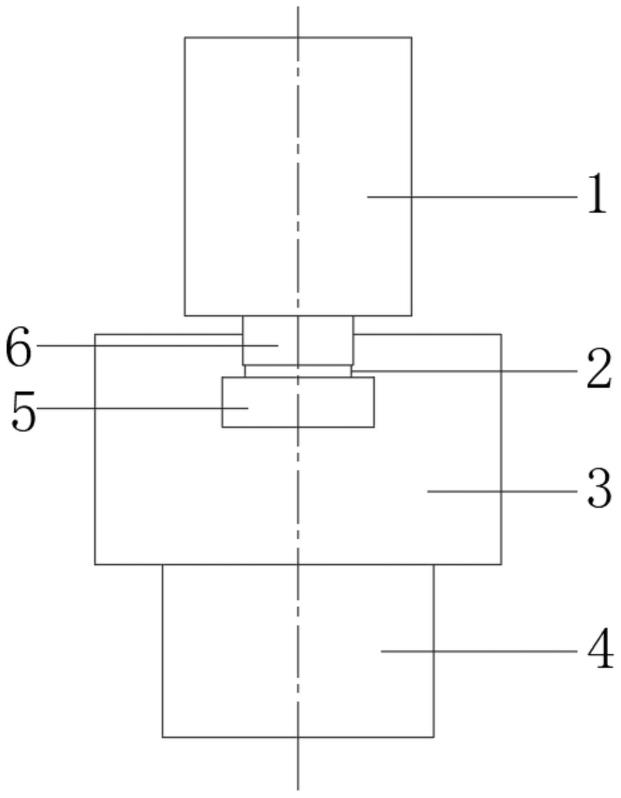
36.图1为采用本发明中超声驱动室温下超快速钎焊方法进行钎焊的示意图。
37.图2为上母材和下母材在模具上的装配的俯视结构示意图。
38.图3为采用本发明中超声驱动室温下超快速钎焊方法进行钎焊后得到的微观接口示意图。
39.图中:1-超声发生器及施压杆,2-钎料,3-模具,4-压力传感器,5-下母材,6-上母材,7-模具上表面固定的不锈钢凸起挡块,8-可拆卸不锈钢垫块,9-固定垫块的螺丝,10、接口。
具体实施方式
40.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本方案进行阐述。
41.一种超声驱动室温下超快速钎焊方法,它包括如下步骤:
42.(1)将待焊的上母材6和下母材5用砂纸打磨,上母材6和下母材5可以同为紫铜、同为铜合金、同为镁合金、一者为紫铜、另一者为镁合金或者一者为铜合金、另一者为镁合金,优选砂纸的目数为400-800目,经打磨后每一待焊面上的划痕相互平行且待焊面保持平整,然后用脱脂棉将待焊面擦拭干净备用;
43.(2)将擦拭干净的上母材6和下母材5的待焊表面上分别均匀涂抹液态或半固态钎料2,其中,液态钎料为不添加金属粉的镓铟共晶液或镓铟锡共晶液,液态钎料采用下述制备方法中步骤1-4制得,钎料2的厚度为l,l的取值范围为0.05mm≤l≤0.3mm,优选钎料2的厚度l=0.1mm,钎料2的涂抹方式为沿着待焊面的划痕方向涂抹。然后将上母材6和下母材5的待焊面对接重合并置于模具3中,保证下母材5的的周向四面以及上母材6的周向三面(即图2中,下母材5在a、b、c及d四个方向被完全固定,上母材6在a、b及c三个方向被固定,只在d方向可自由滑动)被模具3固定;
44.(3)将模具3平行置于压力传感器4上,上母材6和下母材5位于超声发生器的正下方并与超声发生器垂直;
45.(4)调整压力传感器4的中心位置,使压力传感器4的中心位置与超声发生器的中心位置在竖直方向上下对正,钎焊温度为室温,室温的温度范围为16-30℃(优选钎焊温度
为20℃),施加100-300kg的压力(优选施加150kg的压力),待压力稳定(压力稳定是指压力表的示数在1s内不发生变化)后,施加振幅为30-60μm的超声波(优选施加振幅为40μm的超声波),所施加的超声波既可以为连续振动,也可以为计时间歇振动,超声波的持续时间为0.3-5s(优选超声波的持续时间为1s),即完成焊接,取下焊件,无额外焊接时间;
46.(5)焊件在室温下,自然时效0-5d,得到如图3所示的接口10。
47.所述半固态钎料由以下质量百分比的原料组成:质量百分比为≥70%的镓铟共晶合金或镓铟锡共晶合金,质量百分比为≤30%的金属粉,优选金属粉的质量百分比为0%、5%、10%、15%、20%、25%、30%。其中,所述金属粉为单一铜粉、单一银粉、单一镍粉或单一锡粉,或者所述金属粉为铜粉、银粉、镍粉和锡粉中任意两种、任意三种或任意四种的混合粉。所述金属粉为微米级或纳米级,所述金属粉的形状为球形或者树枝状,所述金属粉为纯雾化粉末,所述金属粉需真空保存。
48.所述半固态钎料的制备方法如下:
49.(1)分别称取质量百分比为75%的块状固体镓及质量百分比为25%的块状固体铟,或者质量百分比为68.5%的块状固体镓、质量百分比为21.5%的块状固体铟以及质量百分比为10%的块状固体锡,将称取的原料置于可加热试样盒中;
50.(2)将步骤1中装有称量镓后的试样盒置于加热台上,加热台升温至30-50℃;沿同一方向缓慢搅拌至步骤1中的块状固体镓完全融化(即不再有块状镓);将块状固体铟移入此试样盒中,或者将步骤1中的块状固体锡转移到此试样盒中镓所在的位置,继续搅拌至不再有块状锡后将块状固体铟移入此试样盒中;
51.(3)调整加热台参数,使加热台继续升温至80-120℃(优选加热台继续升温至110℃),缓慢搅拌至步骤2中的块状固体铟完全融化(即不再有块状铟),即得镓铟共晶液或镓铟锡共晶液;
52.(4)关闭加热台,步骤3中所得镓铟共晶液或镓铟锡共晶液置于试验台上自然冷却至室温后即可使用;
53.(5)称量质量百分比≤30%的金属粉(优选质量百分比为20%的铜粉),并用称量纸缓慢将金属粉加入步骤4制得的质量百分比≥70%的镓铟共晶液或镓铟锡共晶液(优选质量百分比为80%的镓铟共晶液)中,沿同一方向匀速搅拌均匀即得半固态钎料,搅拌时间为5-30min,优选搅拌时间为15min,此时镓其液态合金表面不再有金属粉末附着,表面呈现出金属光泽。
54.本发明中未经描述的技术特征可以通过现有技术实现,在此不再赘述。本发明并不仅限于上述具体实施方式,本领域普通技术人员在本发明的实质范围内做出的变化、改型、添加或替换,也应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1