一种飞机电缆卡箍的氧乙炔焊定位装置的制作方法
1.本发明属于航空装备制造技术领域,涉及一种飞机电缆卡箍的氧乙炔焊定位装置,能够保障飞机电缆卡箍的焊接精度。
背景技术:
2.飞机卡箍通过焊接方法进行连接的工艺在航空装备制造领域非常广泛,通常的焊接方法包括钨极氩弧焊、氧乙炔焊和压力点焊。为了保障飞机卡箍结构特性与功能特性的发挥,其焊接尺寸精度必须符合图纸要求。在飞机电缆卡箍的氧乙炔焊过程中,卡箍主体与附属零件之间需要采用氧乙炔焊方式进行连接,同时需要保证卡箍主体与附属零件之间的角度、连接位置等尺寸精度符合图纸要求。
3.传统的制造方法是采用划线定位并结合手工扶持的方式来开展该型卡箍的氧乙炔焊。由于氧乙炔焊火焰加热不均匀,焊接接头及附近位置在热胀冷缩的作用下会产生热变形和残余应力,该类型卡箍的焊接精度极难得到保障,产品报废率极高。目前,在航空装备制造领域尚无一种装置可保证该型飞机电缆卡箍氧乙炔焊的焊接精度。因此,针对飞机电缆卡箍的氧乙炔焊过程设计一套可保障制造精度的定位装置,对电缆卡箍的氧乙炔焊质量控制至关重要。
技术实现要素:
4.为了解决上述问题,本发明提供了一种飞机电缆卡箍氧乙炔焊定位装置,该装置将卡箍主体和附属零件固定成一体,起到焊接前的定位作用;能够提高卡箍的氧乙炔焊制造精度,以满足设计图纸要求,降低飞机电缆卡箍的氧乙炔焊报废率。
5.本发明的技术方案为:
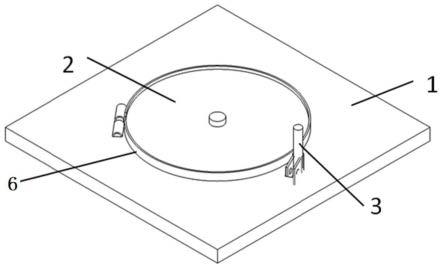
6.一种飞机电缆卡箍氧乙炔焊定位装置,包括固定底座1、定位圆盘2和定位销3。
7.所述固定底座1的上表面加工有大圆形槽,大圆形槽的中心处加工有小圆形槽。
8.所述定位圆盘2由圆盘和小圆柱固定连接而成;其中,小圆柱位于圆盘的中心,圆盘与小圆柱通过机械车削加工一体成形或者通过过盈配合装配连接而成。
9.所述定位圆盘2与固定底座1之间为非固定连接,定位圆盘2的小圆柱放置在固定底座1的小圆形槽中,定位圆盘2的圆盘嵌入固定底座1的大圆形槽中;且定位圆盘2的小圆柱与固定底座1的小圆形槽之间为间隙配合,定位圆盘2的圆盘与固定底座1的大圆形槽之间也为间隙配合。定位圆盘2与固定底座1组装后,定位圆盘2的圆盘与固定底座1的大圆形槽之间的间隙尺寸的下限为卡箍主体的厚度,上限是卡箍主体的厚度+2mm,用于放置并固定卡箍主体。
10.所述固定底座1上表面大圆形槽的边缘处,加工有一个异型槽5和一个矩形槽4,分别用于放置并固定两种不同的附属零件。
11.所述定位销3将附属零件安装在异型槽5中,保障附属零件与卡箍主体之间的间隙尺寸。
12.本发明的有益效果:本发明结构简单,安装便捷,在保障关键尺寸精度的同时也可大幅度调高焊接效率。
附图说明
13.图1为电缆卡箍与定位装置组合图。
14.图2为电缆卡箍。
15.图3为固定底座的结构示意图。
16.图4为定位圆盘的结构示意图;其中(a)为三维视图,(b)为左视图。
17.图中:1固定底座;2定位圆盘;3定位销;4矩形槽;5异型槽;6电缆卡箍。
具体实施方式
18.以下结合实施例和附图进一步解释本发明的具体实施方式,但不用于限定本发明。
19.参见图1~图4,一种飞机电缆卡箍氧乙炔焊定位装置,包括固定底座1、定位圆盘2和定位销3。
20.所述固定底座1的上表面加工有大圆形槽,大圆形槽的中心处加工有小圆形槽。
21.所述定位圆盘2由圆盘和小圆柱固定连接而成;其中,小圆柱位于圆盘的中心,圆盘与小圆柱通过机械车削加工一体成形或者通过过盈配合装配连接而成。
22.所述定位圆盘2与固定底座1之间为非固定连接,定位圆盘2的小圆柱放置在固定底座1的小圆形槽中,定位圆盘2的圆盘嵌入固定底座1的大圆形槽中;且定位圆盘2的小圆柱与固定底座1的小圆形槽之间为间隙配合,定位圆盘2的圆盘与固定底座1的大圆形槽之间也为间隙配合,定位圆盘2的圆盘与固定底座1的大圆形槽之间的间隙用于放置并固定卡箍主体。
23.所述固定底座1上表面大圆形槽的边缘处,加工有一个异型槽5和一个矩形槽4,分别用于放置并固定两种不同的附属零件。
24.所述定位销3安装在异型槽5中,用于固定附属零件,保障附属零件与卡箍主体之间的间隙尺寸。
25.飞机电缆卡箍在氧乙炔焊时,卡箍主体与附属零件部分的焊接点主要有三个,而这三个点的焊接精度,通过应用本发明,可有效得到保证;同时,如图2所示,附属零件与卡箍主体之间的三个角度θ1、θ2、和θ3,也能通过应用本发明得到保障;本发明结构简单,安装便捷,在保障上述关键尺寸精度的同时也能够大幅度调高飞机电缆卡箍的焊接制造效率。
26.本申请中没有详细说明的技术特征为现有技术。上述实施例仅例示性说明本申请的原理及其功效,而非用于限制本申请。任何熟悉此技术的人士皆可在不违背本申请的精神及范畴下,对上述实施例进行修饰或改变。因此,所属技术领域中具有通常知识者在未脱离本申请所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本申请的权利要求所涵盖。
技术特征:
1.一种飞机电缆卡箍氧乙炔焊定位装置,其特征在于,该装置包括固定底座(1)、定位圆盘(2)和定位销(3);所述固定底座(1)的上表面加工有大圆形槽,大圆形槽的中心处加工有小圆形槽;所述定位圆盘(2)由圆盘和小圆柱固定连接而成;其中,小圆柱位于圆盘的中心;所述定位圆盘(2)的小圆柱放置在固定底座(1)的小圆形槽中,定位圆盘(2)的圆盘嵌入固定底座(1)的大圆形槽中;且定位圆盘(2)的小圆柱与固定底座(1)的小圆形槽之间为间隙配合,定位圆盘(2)的圆盘与固定底座(1)的大圆形槽之间也为间隙配合;定位圆盘(2)与固定底座(1)组装后,定位圆盘(2)的圆盘与固定底座(1)的大圆形槽之间的间隙用于放置并固定卡箍主体;所述固定底座(1)上表面大圆形槽的边缘处,加工有异型槽(5)和矩形槽(4),分别放置并固定两种不同的附属零件;所述定位销(3)将附属零件安装在异型槽(5)中,保障附属零件与卡箍主体之间的间隙尺寸。2.根据权利要求1所述的一种飞机电缆卡箍氧乙炔焊定位装置,其特征在于,所述定位圆盘(2)的圆盘与固定底座(1)的大圆形槽之间的间隙尺寸的下限为卡箍主体的厚度,上限是卡箍主体的厚度+2mm。3.根据权利要求1或2所述的一种飞机电缆卡箍氧乙炔焊定位装置,其特征在于,所述定位圆盘(2)的圆盘与小圆柱通过机械车削加工一体成形或者通过过盈配合装配连接而成。
技术总结
本发明提出一种飞机电缆卡箍的氧乙炔焊定位装置,属于航空装备制造技术领域。该装置包括固定底座、定位圆盘和定位销。本发明所述定位装置将卡箍主体和附属零件固定成一体,起到焊接前的定位作用;其结构简单,安装便捷,能够提高卡箍的氧乙炔焊制造精度,以满足设计图纸要求,降低飞机电缆卡箍的氧乙炔焊报废率。降低飞机电缆卡箍的氧乙炔焊报废率。降低飞机电缆卡箍的氧乙炔焊报废率。
技术研发人员:晁耀杰 张季童 李勇 张义文 席家利 高育林 李敬 曲晓东 宫汝帅 高正欣
受保护的技术使用者:大连长丰实业总公司
技术研发日:2022.08.19
技术公布日:2022/11/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1