一种耐压壳体全位置窄间隙自适应焊接保护装置及其使用方法
]本发明涉及非熔化极电弧焊接领域,具体涉及一种耐压壳体全位置窄间隙自适应焊接保护装置及其使用方法。
背景技术:
1、焊后保护作为非熔化极电弧焊接的重要组成部分,在焊接过程中向熔池提供必要的保护气环境,以满足焊缝成形需求。在对钛合金等易氧化金属焊接时,常常发现焊枪喷嘴处的保护气仅能对钨极附近的熔池提供保护,而焊接是一个连续不断的过程,且钛合金具有较强的高温活性,在250~600℃的温度区间会吸收氢、氧、氮等元素,造成接头性能恶化,因此,对熔池提供氩气环境保护,直至焊缝凝固冷却至一定温度以下是很有必要的。而对于壳体焊接即环形焊缝而言,由于钨极应尽可能与焊接面保持垂直,不可避免地,焊枪与拖罩将呈现一定角度,该角度大小取决于环焊缝直径,另一方面,拖罩底部只有与焊接面紧密贴合才能实现较好的保护效果,因此,环焊缝拖罩设计一直是一个亟待解决的难题。
2、
技术实现思路
1、鉴于此,本发明的目的在于提供一种耐压壳体全位置窄间隙自适应焊接保护装置及其使用方法,通过双垂直调节托板和单水平调节托板以及自行设计的扇形底部保护气拖罩,使得对于厚板环形焊缝也有很好的焊后保护效果。
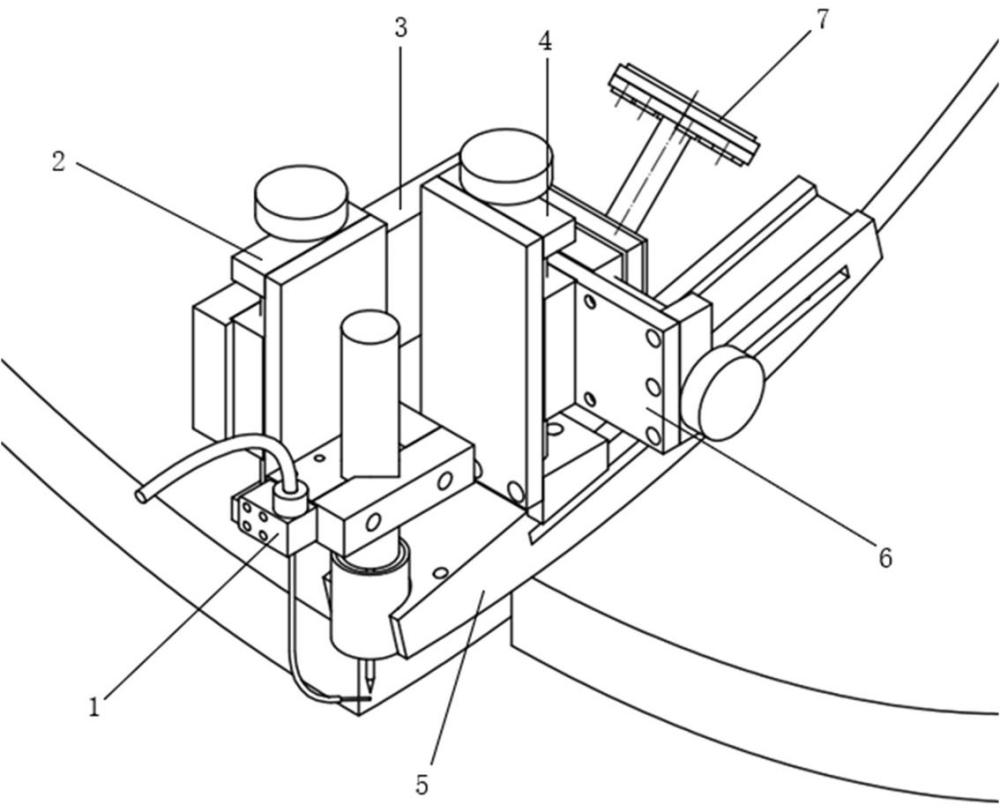
2、根据本发明的第一方面,提供一种耐压壳体全位置窄间隙自适应焊接保护装置,所述装置包括焊枪系统、焊枪高度调节托板、保护气拖罩、拖罩高度调节托板、电木板、水平调节托板及法兰连接装置。
3、优选地,所述的耐压壳体全位置窄间隙自适应焊接保护装置,其特征在于,所述焊枪系统固定在焊枪高度调节托板上,焊枪高度调节托板固定在电木板一侧,保护气拖罩固定在拖罩高度调节托板上,拖罩高度调节托板固定在水平调节托板背面,水平调节托板正面与法兰连接装置相连,水平调节托板底部固定在电木板另一侧,通过水平调节托板可以控制复合装置整体的水平位置,而焊枪高度调节托板与拖罩高度调节托板相互独立,可分别调节焊枪与拖罩的高度,实现对不同深度厚板的有效焊接及焊后保护。
4、]优选地,所述的耐压壳体全位置窄间隙自适应焊接保护装置,其特征在于,所述电木板一侧固定焊枪高度调节托板,另一侧固定水平调节托板,起到连接和绝缘作用,所述法兰连接装置一侧为方形,用以连接固定水平调节托板,另一侧为圆形,用以连接固定外部机器人系统,两侧均采用电木——不锈钢双层夹持设计,并在不锈钢层螺孔装入绝缘垫子,用以二次绝缘。
5、[优选地,所述的耐压壳体全位置窄间隙自适应焊接保护装置,其特征在于,所述拖罩高度调节托板与保护气拖罩连接部分根据拖罩倾斜角度自行设计,其上所开通孔直径略大于连接拖罩的螺纹孔直径,使得拖罩可以在焊枪位姿不变的前提下,实现前后10-20°的摆动,以更好的贴合不同弧度下的焊接表面,从而满足更加复杂多样的环形焊缝焊接要求。
6、优选地,所述的耐压壳体全位置窄间隙自适应焊接保护装置,其特征在于,提供一种用于耐压壳体环形焊缝焊接的保护气拖罩(内、外),所述保护气托罩前部开空槽卡紧焊枪喷嘴,后部设置三个保护气接口、两个冷却水接口,托罩内部分布有三根保护气管道、两根冷却水管道以及相应的导气、通水孔,底部设计为凸、凹形扇面以贴合焊接面,拖罩整体分为前、后两个出气区间,均装配有气流镇静筛,同时,拖罩根据构造不同采用了相应的挖空设计,用以减重。
7、优选地,所述的环形焊缝焊接保护气拖罩(内、外),其特征在于,前部空槽与拖罩基面呈一定角度,保证卡紧焊枪后,钨极垂直焊接,该角度根据所述环形焊缝直径确定,同时,所述保护气拖罩底部采用扇面设计,与相应环焊缝直径相配合,保证焊接过程中拖罩与焊接表面紧密贴合。
8、优选地,所述的环形焊缝焊接保护气拖罩(内、外),其特征在于,每个接口对应一根导气或通水管,其中,两根通水管分布在拖罩两侧上部,用以通入冷却水,并在托罩顶端通过宝塔头与橡胶管形成回路,保证所述拖罩可以在较高温度下长时间使用;一根通气管设置在拖罩中间,负责所述拖罩后部区间通气,将保护气吹入焊后冷却区域;两根通气管设置在前述通气管两侧,负责所述拖罩前部区间通气,将保护气吹入焊中液态熔池区域。
9、优选地,所述的环形焊缝焊接保护气拖罩(内、外),其特征在于,所述拖罩前、后两个出气区间均采用不锈钢网+软铜网的气流镇静筛,所述前出气区间由于中部开空槽,故使用两个弧形打孔垫块分别在两侧通过螺丝固定气流镇静筛,所述后出气区间采用多层扇面设计,中间深两侧浅,在两侧设置等深螺纹孔,通过螺丝固定气流镇静筛。
10、优选地,所述的环形焊缝焊接保护气拖罩(内、外),其特征在于,所述保护气拖罩(内)在上表面和两侧表面均开了长方形空槽用以减重,所述保护气拖罩(外)仅在上表面开了长方形空槽用以减重。
11、根据本发明的第二方面,提供一种耐压壳体全位置窄间隙自适应焊接保护装置的使用方法,其特征在于,包括如下步骤。
12、步骤一:在进行焊接前,首先控制外部机器人系统将该复合装置调节到合适的焊接位置,焊机预热;
13、步骤二:分别调节焊枪高度调节托板和拖罩高度调节托板,使得焊枪系统钨极尖端到达合适的焊接高度,同时确保拖罩底部与焊接面有效贴合;
14、步骤三:打开保护气瓶和冷却水箱,在选定焊接参数后引弧开始焊接,通过水平调节托板,可即时控制焊接装置水平位移,用以弥补消除焊接变位器装配误差及焊接件设计缺陷引起的焊缝偏移,保护气通过气流镇静筛过滤后,以紊流方式均匀扩散至焊缝,起到焊后保护作用;
15、步骤四:焊接完成后,待钨极冷却后关闭保护气瓶和冷却水箱,断开电源,焊接过程结束。
16、本发明提供的是一种耐压壳体全位置窄间隙自适应焊接保护装置,通过双高度调节托板单水平调节托板以及特殊保护气拖罩可以实现焊枪在对环形焊缝焊接时的高自由度,保证了保护气送入充分且稳定,有利于焊缝冷却和焊后保护,从而改善显微组织,提高焊接接头的力学性能。
17、本发明提供的是一种耐压壳体全位置窄间隙自适应焊接保护装置,高度、水平调节托板行程不限可调;焊枪系统与保护气拖罩间距、角度不限可调;电木板与水平调节托板之间的位置及位姿不限可调;法兰连接装置形状及尺寸可调;保护气拖罩的长度可调。通过调节这些参数所述复合装置将能够满足不同直径的环焊缝焊接要求,得到不同程度的焊后保护效果。
18、本发明提供的是一种耐压壳体全位置窄间隙自适应焊接保护装置,高度、水平调节托板和保护气拖罩应选用耐高温、质轻且具备足够刚度的金属,其中以钛合金为最优,亦可采用铝合金、不锈钢等材质。
19、本发明提供的是一种耐压壳体全位置窄间隙自适应焊接保护装置,保护气不限于氩气,亦可采用二氧化碳保护气或者其它混合保护气;托板移动方法不限于丝杆,亦可采用滑轨等方式。
20、
技术特征:
1.一种耐压壳体全位置窄间隙自适应焊接保护装置,其特征在于,所述装置包括焊枪系统、焊枪高度调节托板、保护气拖罩(内、外)、拖罩高度调节托板、电木板、水平调节托板及法兰连接装置。
2.根据权利要求1所述的耐压壳体全位置窄间隙自适应焊接保护装置,其特征在于,所述焊枪系统固定在焊枪高度调节托板上,焊枪高度调节托板固定在电木板一侧,保护气拖罩固定在拖罩高度调节托板上,拖罩高度调节托板固定在水平调节托板背面,水平调节托板正面与法兰连接装置相连,水平调节托板底部固定在电木板另一侧,通过水平调节托板可以控制复合装置整体的水平位置,而焊枪高度调节托板与拖罩高度调节托板相互独立,可分别调节焊枪与拖罩的高度,实现对不同深度厚板的有效焊接及焊后保护。
3.根据权利要求1所述的耐压壳体全位置窄间隙自适应焊接保护装置,其特征在于,所述电木板一侧固定焊枪高度调节托板,另一侧固定水平调节托板,起到连接和绝缘作用,所述法兰连接装置一侧为方形,用以连接固定水平调节托板,另一侧为圆形,用以连接固定外部机器人系统,两侧均采用电木——不锈钢双层夹持设计,并在不锈钢层螺孔装入绝缘垫子,用以二次绝缘。
4.根据权利要求1所述的耐压壳体全位置窄间隙自适应焊接保护装置,其特征在于,所述拖罩高度调节托板与保护气拖罩连接部分根据拖罩倾斜角度自行设计,其上所开通孔直径略大于连接拖罩的螺纹孔直径,使得拖罩可以在焊枪位姿不变的前提下,实现前后10-20°的摆动,以更好的贴合不同弧度下的焊接表面,从而满足更加复杂多样的环形焊缝焊接要求。
5.一种耐压壳体全位置窄间隙自适应焊接保护装置,其特征在于,提供一种用于耐压壳体环形焊缝焊接的保护气拖罩(内、外),所述保护气托罩前部开空槽卡紧焊枪喷嘴,后部设置三个保护气接口、两个冷却水接口,托罩内部分布有三根保护气管道、两根冷却水管道以及相应的导气、通水孔,底部设计为凸、凹形扇面以贴合焊接面,拖罩整体分为前、后两个出气区间,均装配有气流镇静筛,同时,拖罩根据构造不同采用了相应的挖空设计,用以减重。
6.根据权利要求5所述的环形焊缝焊接保护气拖罩(内、外),其特征在于,前部空槽与拖罩基面呈一定角度,保证卡紧焊枪后,钨极垂直焊接,该角度根据所述环形焊缝直径确定,同时,所述保护气拖罩底部采用扇面设计,与相应环焊缝直径相配合,保证焊接过程中拖罩与焊接表面紧密贴合。
7.根据权利要求5所述的环形焊缝焊接保护气拖罩(内、外),其特征在于,每个接口对应一根导气或通水管,其中,两根通水管分布在拖罩两侧上部,用以通入冷却水,保证所述拖罩可以在较高温度下长时间使用;一根通气管设置在拖罩中间,负责所述拖罩后部区间通气,将保护气吹入焊后冷却区域;两根通气管设置在前述通气管两侧,负责所述拖罩前部区间通气,将保护气吹入焊中液态熔池区域。
8.根据权利要求5所述的环形焊缝焊接保护气拖罩(内、外),其特征在于,所述拖罩前、后两个出气区间均采用不锈钢网+软铜网的气流镇静筛,所述前出气区间由于中部开空槽,故使用两个弧形打孔垫块分别在两侧通过螺丝固定气流镇静筛,所述后出气区间采用多层扇面设计,中间深两侧浅,在两侧设置等深螺纹孔,通过螺丝固定气流镇静筛。
9.根据权利要求5所述的环形焊缝焊接保护气拖罩(内、外),其特征在于,所述保护气拖罩(内)在上表面和两侧表面均开了长方形空槽用以减重,所述保护气拖罩(外)仅在上表面开了长方形空槽用以减重。
10.一种权利要求1所述的耐压壳体全位置窄间隙自适应焊接保护装置的使用方法,其特征在于,包括如下步骤:
技术总结
本发明涉及一种耐压壳体全位置窄间隙自适应焊接保护装置及其使用方法,包括焊枪系统、焊枪高度调节托板、保护气拖罩(内、外)、拖罩高度调节托板、电木板、水平调节托板及法兰连接装置。所述焊枪系统固定在焊枪高度调节托板上,所述保护气拖罩固定在拖罩高度调节托板上,拖罩高度调节托板固定在水平调节托板背面,水平调节托板正面与法兰连接装置相连,水平调节托板底部固定在电木板一侧,焊枪高度调节托板固定在电木板另一侧。本发明通过双高度调节托板单水平调节托板以及特殊保护气拖罩可以实现焊枪在对环形焊缝焊接时的高自由度,保证了保护气送入充分且稳定,有利于焊缝冷却和焊后保护,从而改善显微组织,提高焊接接头的力学性能。
技术研发人员:刘一搏,刘成荫,孙清洁,孙琪,李富祥
受保护的技术使用者:哈尔滨工业大学(威海)
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!