一种稀土元素改性的激光焊接用铝合金焊丝及其制备方法
本发明涉及含稀土元素的铝合金焊丝,具体涉及一种稀土元素改性的激光焊接用铝合金焊丝及其制备方法。
背景技术:
1、交通运输是兴国之要,强国之基。高速化、轻量化、高可靠是中国高铁引领世界的核心。铝合金是实现高速列车轻量化的关键材料,铝合金焊接是其关键核心制造技术和结构安全可靠性的保障。侧墙、车顶、底架一般用与车体等长铝型材组焊而成。面向cr450、高速磁浮等更高速度高速列车和川藏铁路、成渝中线高铁等苛刻运营环境,需要更高强韧更长寿命的车体焊接结构。高能激光焊接具有熔深大、成形好、精度高等优点,是铝合金的精密、优质高效热加工技术。铝合金激光焊接由于冶金反应剧烈、元素蒸发严重、高度非平衡凝固,现有al-mg焊丝用于激光焊接,在激光作用下mg元素剧烈蒸发,存在接头强韧性匹配低的问题,导致高性能铝合金激光焊接材料缺乏,制约其应用发展。
2、综上所述,现有焊丝用于激光焊接铝合金存在接头强韧性匹配低的问题。
技术实现思路
1、针对上述问题,本发明提供一种稀土元素改性的激光焊接用铝合金焊丝及其制备方法
2、本发明采用下述的技术方案:
3、一种稀土改性铝合金焊丝,其特征在于,该稀土改性铝合金焊丝中各元素质量百分比如下:mg:4.80~5.30wt%,mn:0.05~0.30wt%,cr≤0.20wt%,ti:0.02~0.10wt%,cu≤0.10wt%,y:0.10~0.50wt%,si≤0.20wt%,fe≤0.20wt%,单个杂质元素≤0.05wt%,余量为al。
4、本发明的另一方面提供一种稀土改性铝合金焊丝的制备方法,包括如下步骤:
5、步骤1:称取熔炼用99.99%纯铝锭、纯镁锭、al-20y中间合金、al-10ti中间合金、al-20mn中间合金;
6、步骤2:将步骤1中称取的熔炼用铝锭、纯镁锭、al-20y中间合金、al-10ti中间合金、al-20mn中间合金烘干,熔化得到熔体;
7、步骤3:将步骤2制备的熔体静置精炼后,降低熔化功率后将熔体倒入水冷铜模中,得到合金圆柱铸锭,并对合金圆柱铸锭依次进行均匀化退火热处理和车皮处理;
8、步骤4:将步骤3车皮处理后的合金圆柱铸锭挤压成线材;
9、步骤5:将步骤4得到的线材进行拉拔处理得到丝材;
10、步骤6:将步骤5得到的丝材进行粗刮削,进线;
11、步骤7:将步骤6得到的丝材进行多道次拉拔,水线拉丝机进线、出线;
12、步骤8:将步骤7得到的丝材进行精刮,进线,经过定径模后出线;
13、步骤9:将步骤8得到的丝材进行盘圆,得到稀土改性的铝合金焊丝。
14、进一步的,所述步骤2中,烘干条件为在马弗炉中120℃条件下,保温2小时;熔化条件为将烘干后的原材料一次性加入经马弗炉烘烤的氧化铝坩埚中,抽真空到0.1pa,并充入氩气到10000pa,将功率增加至60kw将材料全部熔化,对熔体搅拌15min。
15、进一步的,所述步骤3中,均匀化退火热处理条件为在马弗炉中加热至200℃,保温半小时,然后升温至465~470℃温度下保温24~36h。。
16、进一步的,所述步骤3中,车皮处理的条件为车皮至φ90mm,切除上部缩孔后获得φ90mm×300mm的铸锭。
17、进一步的,所述步骤4中,挤压成线材的具体方法为在400~410℃条件下保温6小时,在挤压温度为410℃~430℃、挤压速度为0.4mm/s的条件下挤压。
18、进一步的,所述步骤5中,拉拔成丝材的具体方法为在450℃~460℃条件下保温2小时,然后进行拉拔减径,每道次变形量5%~6%,两道次拉拔后,在450℃~460℃条件下保温2小时中间退火处理,保证拉拔工序正常进行。
19、本发明的有益效果是:
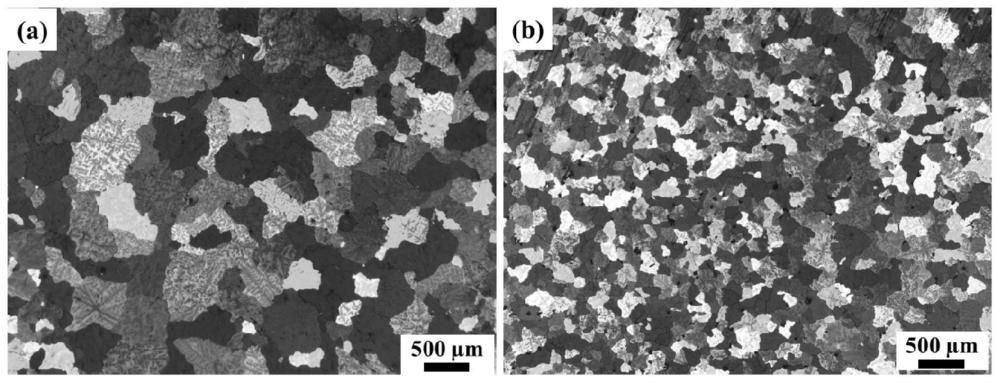
20、1、本发明研制了一种稀土改性铝合金焊丝,用于激光焊接高速列车体6xxx系铝合金型材,接头强韧性较高,解决了铝合金激光焊接材料缺失的问题。该焊丝在成分设计时加入了y元素进行改性,添加的y元素在焊缝凝固过程中聚集在固液界面前沿,起到限制晶粒生长的作用,能够细化晶粒,与未添加y的铸锭相比,添加y的铸锭晶粒尺寸减小了131μm。焊缝晶粒尺寸减小了7.7μm,柱状晶的宽度缩短了191μm。此外,y元素的加入将焊缝中大块状的富铁相转变为细小的颗粒状富铁钇相,起到析出强化和细晶强化的作用,可明显提高焊接接头的强度和塑性。
21、2、本发明制备的焊丝激光焊接3mm厚6xxx系铝合金,接头强度达265~280mpa,延伸率达7~7.6%,较现有焊材的焊接接头强度提高约40mpa,延伸率提高约5%。
22、3、本发明的焊丝合金铸锭采用半连续铸造方式,在熔炼时采用真空熔炼,降低铝合金中的h含量,使得铝合金中的h含量小于0.1ml/100g,保证获得高纯净度、高冶金质量的铸锭,往炉膛中充入高纯度氩气,减少了mg元素的烧损率,为后续焊丝制备以及激光焊接接头性能提供保障。
23、4、本发明采用的铝合金铸锭热处理工艺,能够使得y、mg、mn、cr等元素在该工艺下充分扩散,使得铸锭成分更加均匀。
24、5、本发明制备的焊丝采用拉拔-粗刮-拉拔-精刮的工艺,可以避免退火后的氧化皮被卷入拉拔机中,改善焊丝的表面质量,获得光洁的焊丝。
技术特征:
1.一种稀土改性铝合金焊丝,其特征在于,该稀土改性铝合金焊丝中各元素质量百分比如下:mg:4.80~5.30wt%,mn:0.05~0.30wt%,cr≤0.20wt%,ti:0.02~0.10wt%,cu≤0.10wt%,y:0.10~0.50wt%,si≤0.20wt%,fe≤0.20wt%,单个杂质元素≤0.05wt%,余量为al。
2.一种稀土改性铝合金焊丝的制备方法,其特征在于,包括如下步骤:
3.根据权利要求2所述一种稀土改性铝合金焊丝的制备方法,其特征在于,所述步骤2中,烘干条件为在马弗炉中120℃条件下,保温2小时;熔化条件为将烘干后的原材料一次性加入经马弗炉烘烤的氧化铝坩埚中,抽真空到0.1pa,并充入氩气到10000pa,将功率增加至60kw将材料全部熔化,对熔体搅拌15min。
4.根据权利要求2所述一种稀土改性铝合金焊丝的制备方法,其特征在于,所述步骤3中,均匀化退火热处理条件为在马弗炉中加热至200℃,保温半小时,然后升温至465~470℃温度下保温24~36h。
5.根据权利要求2所述一种稀土改性铝合金焊丝的制备方法,其特征在于,所述步骤3中,车皮处理的条件为车皮至φ90mm,切除上部缩孔后获得φ90mm×300mm的铸锭。
6.根据权利要求2所述一种稀土改性铝合金焊丝的制备方法,其特征在于,所述步骤4中,挤压成线材的具体方法为在400~410℃条件下保温6小时,在挤压温度为410℃~430℃、挤压速度为0.4mm/s的条件下挤压。
7.根据权利要求2所述一种稀土改性铝合金焊丝的制备方法,其特征在于,所述步骤5中,拉拔成丝材的具体方法为在450℃~460℃条件下保温2小时,然后进行拉拔减径,每道次变形量5%~6%,两道次拉拔后,在450℃~460℃条件下保温2小时中间退火处理,保证拉拔工序正常进行。
技术总结
本发明公开了一种稀土元素改性的激光焊接用铝合金焊丝及其制备方法,该稀土改性铝合金焊丝中各元素质量百分比如下:Mg:4.80~5.30wt%,Mn:0.05~0.30wt%,Cr≤0.20wt%,Ti:0.02~0.10wt%,Cu≤0.10wt%,Y:0.10~0.50wt%,Si≤0.20wt%,Fe≤0.20wt%,单个杂质元素≤0.05wt%,余量为Al。本发明Y元素的加入将焊缝中大块状的富铁相转变为细小的颗粒状富铁钇相,起到析出强化和细晶强化的作用,提高焊接接头的强度和塑性;另外采用拉拔‑粗刮‑拉拔‑精刮的工艺,可以避免退火后的氧化皮被卷入拉拔机中,改善焊丝的表面质量,获得光洁的焊丝。
技术研发人员:陈辉,邓爱林,张英波,刘艳,孟云飞,吴影,刘红梅,伍亚辉,郭糠,胡云峰
受保护的技术使用者:西南交通大学
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!