一种齿轮泵装配用锁付监控系统的制作方法
本发明涉及锁付加工,具体为一种齿轮泵装配用锁付监控系统。
背景技术:
1、智能锁付技术用于装配过程中螺钉连接的处理中,现有的锁付装置,虽然提高了锁付整体效率,但是具体到锁付质量方面并没有太大提高,电批存在无扭矩反馈、浮锁、扭矩控制误差大、容易超拧、垂直轴向力与拧紧速度配合不当等多方面问题。齿轮泵多用于军工场合,对螺钉装配质量要求极为严格。齿轮泵装配工艺要求在拧紧过程中,不能碰伤、夹伤螺钉表面,不能破坏螺纹和螺纹孔所在平面。螺钉装配质量不合格,在后期使用中容易引起电机松动、漏油,从而导致故障停机,引起严重事故。为了能够安全、可靠实现锁付过程,根据厂内螺丝结构特性和装配工艺,研发一款满足齿轮泵装配的锁付技术,是决定项目成功与否的关键。
技术实现思路
1、本发明的目的在于提供一种齿轮泵装配用锁付监控系统,以解决上述背景技术中提出的问题,利用协作机器人配合螺钉组合上料机构、产品转移机构、部件翻转机构、锁付机构,可实现全自动化智能锁付。
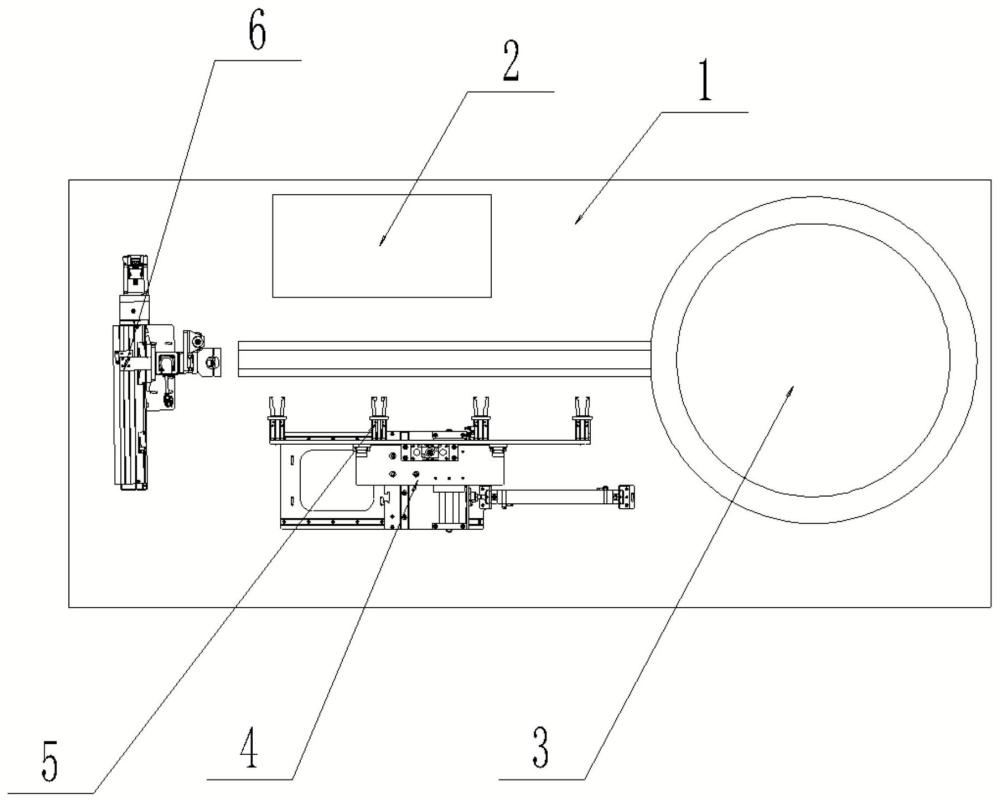
2、为实现上述目的,本发明提供如下技术方案:一种齿轮泵装配用锁付监控系统,包括机架,所述机架上设置有协作机器人、螺钉组合上料机构、产品转移机构、部件翻转机构、锁付机构:所述协作机器人将盛有物料的托盘运转至锁付设备的等待区域,装配完成后,依次放置托盘上,由机械人转运至下个工位;所述螺钉组合上料机构包括用于放置螺钉、垫片的振动盘,其中螺钉在振动盘过程中实现穿垫片,在振动盘出口处穿套好垫片的螺钉依次排开。
3、为了进一步优化本发明,可优先选用以下技术方案:
4、优选的,所述协作机器人采用六轴协作机器人。
5、优选的,所述产品转移机构包括活动设置机架上的移动工装,所述移动工装上设置有用于180度翻转产品的翻转夹爪及夹取夹爪,所述机架上对应移动工装位置设置有用于驱动移动工装沿x方向、y方向、z方向移动的驱动机构,所述驱动机构包括沿x方向布置的第一导轨,所述第一导轨上设置有第一滑台,所述机架上设置有用于驱动第一滑台沿第一导轨移动的x向移动气缸,所述第一滑台上沿y方向布置有第二导轨,所述第二导轨上设置有第二滑台,所述机架上设置有用于驱动第二滑台沿第二导轨移动的y向移动气缸,所述第二滑台上沿z向设置有第三导轨,所述移动工装上设置有与第三导轨配合的第三滑块,所述第二滑台上设置有用于驱动移动工装沿第三导轨升级的z向移动气缸。
6、优选的,所述螺钉组合上料机构包括通过焊接结构相连接的螺钉通道,垫片通道,螺钉垫片分离结构和振动盘;所述螺钉与垫片自动装配装置,其特征在于,所述螺钉通道与所述垫片通道所占空间为以所述的振动盘为圆心,曲率变化的螺旋线;所述的螺钉通道末端位于所述的垫片通道末端的正上方;所述螺钉通道设有用于调整螺钉姿态的调整结构和用于筛选不同状态螺钉的螺钉筛选机构,所述平垫片通道上设置有分隔机构,所述螺钉垫片分离结构设置于所述振动盘的送料通道的出口处。
7、优选的,所述锁付机构配置有螺丝滑牙、浮锁检测功能模块:当螺丝打不良(漏锁、滑牙、浮锁)时,系统会自动暂停并且报警。
8、优选的,所述锁附机构包括安装在机架上的支撑座,所述支撑座上活动安装有电动螺钉枪302;所述支撑座上对应螺钉枪下方位置还安装有夹紧部件,所述夹紧部件包括上下相对安装的支撑板、夹紧板,其中支撑座上对应夹紧部件位置安装有横向模组,横向模组带动夹紧部件横移,所述支撑座上设置有用于驱动夹紧板升降的夹紧气缸。
9、本发明提供了一种齿轮泵装配用锁付监控系统,具备以下有益效果:
10、(1)本系统采用步进电机带信号反馈功能保证在高速运转时有信号同步反馈,避免丢步。x、y、z采用上银导轨,底部结构刚度稳定。两侧立柱采用开模铝材,独特铝材通孔,使更换线材时不需拆外壳。本产品能快速排除螺丝故障,当故障排除后,能直接在原错误点继续动作。带螺丝滑牙、浮锁检测功能的系统:当螺丝打不良(漏锁、滑牙、浮锁)时,系统会自动暂停并且报警。双平台作业,双工位循环运行,节省摆放时间,提高效率。单片机运动控制,通过手编器或者触摸屏编程,方便操作,简单易懂。2工艺描述
11、六轴协作机器人将托盘(供料架)中的工件逐一取出并摆放在机台的右y轴专用工装上,达到预定数量,工装上的夹紧装置抱紧。随后行进后z轴下,后z轴拾取预锁手臂开始工作,从盛放工件轴的左y轴上托盘(供料架)逐一拾取预锁作业,完成后发出ok信号,专用工装退回到前z轴下,此时前z轴的锁付模组开始工作,依次按照规定的扭矩拧紧,完成锁付后,六轴协作机器人拾取手臂逐一将组件1放置在原来的的托盘上,并摆放到下道工序。重新开始拾取新的工件,循环往复。
12、步进电机带信号反馈功能保证在高速运转时有信号同步反馈,避免不会丢步。x、y、z采用上银导轨,底部结构刚度稳定。两侧立柱采用开模铝材,独特铝材通孔,使更换线材时不需拆外壳。本产品能快速排除螺丝故障,当故障排除后,能直接在原错误点继续动作。带螺丝滑牙、浮锁检测功能的系统:当螺丝打不良(漏锁、滑牙、浮锁)时,系统会自动暂停并且报警。双平台作业,双工位循环运行,节省摆放时间,提高效率。
技术特征:
1.一种齿轮泵装配用锁付监控系统,其特征在于:包括机架,所述机架上设置有协作机器人、螺钉组合上料机构、产品转移机构、部件翻转机构、锁付机构:所述协作机器人将盛有物料的托盘运转至锁付设备的等待区域,装配完成后,依次放置托盘上,由机械人转运至下个工位;所述螺钉组合上料机构包括用于放置螺钉、垫片的振动盘,其中螺钉在振动盘过程中实现穿垫片,在振动盘出口处穿套好垫片的螺钉依次排开;所述部件翻转机构安装在产品转移机构上,在产品转移过程中翻转机构会将产品翻转180后放入定位工装,然后,再带动锁付机构到振动盘处将螺钉组合夹起,先预拧螺钉,待螺钉均预拧后,再按对角拧方式将螺钉拧紧;所述锁付机构配置有螺丝滑牙、浮锁检测功能模块:当螺丝出现漏锁、滑牙、浮锁时,系统会自动暂停并且报警。
2.根据权利要求1所述的一种齿轮泵装配用锁付监控系统,其特征在于:所述协作机器人采用六轴协作机器人。
3.根据权利要求1所述的一种齿轮泵装配用锁付监控系统,其特征在于:所述机架上对应振动盘上出口位置处还设置有错料机构,所述错料机构将螺钉组合错开。
4.根据权利要求1所述的一种齿轮泵装配用锁付监控系统,其特征在于:所述螺钉组合上料机构包括通过焊接结构相连接的螺钉通道,垫片通道,螺钉垫片分离结构和振动盘;所述螺钉与垫片自动装配装置,所述螺钉通道与所述垫片通道所占空间为以所述的振动盘为圆心,曲率变化的螺旋线;所述的螺钉通道末端位于所述的垫片通道末端的正上方;所述螺钉通道设有用于调整螺钉姿态的调整结构和用于筛选不同状态螺钉的螺钉筛选机构,所述平垫片通道上设置有分隔机构。
5.根据权利要求1所述的一种齿轮泵装配用锁付监控系统,其特征在于:所述产品转移机构包括活动设置机架上的移动工装,所述移动工装上设置有用于180度翻转产品的翻转夹爪及夹取夹爪,所述机架上对应移动工装位置设置有用于驱动移动工装沿x方向、y方向、z方向移动的驱动机构。
6.根据权利要求1所述的一种齿轮泵装配用锁付监控系统,其特征在于:所述驱动机构包括沿x方向布置的第一导轨,所述第一导轨上设置有第一滑台,所述机架上设置有用于驱动第一滑台沿第一导轨移动的x向移动气缸,所述第一滑台上沿y方向布置有第二导轨,所述第二导轨上设置有第二滑台,所述机架上设置有用于驱动第二滑台沿第二导轨移动的y向移动气缸,所述第二滑台上沿z向设置有第三导轨,所述移动工装上设置有与第三导轨配合的第三滑块,所述第二滑台上设置有用于驱动移动工装沿第三导轨升级的z向移动气缸。
7.根据权利要求1所述的一种齿轮泵装配用锁付监控系统,其特征在于:所述锁附机构包括安装在机架上的支撑座,所述支撑座上活动安装有电动螺钉枪302;所述支撑座上对应螺钉枪下方位置还安装有夹紧部件,所述夹紧部件包括上下相对安装的支撑板、夹紧板,其中支撑座上对应夹紧部件位置安装有横向模组,横向模组带动夹紧部件横移,所述支撑座上设置有用于驱动夹紧板升降的夹紧气缸。
技术总结
本发明公开了一种齿轮泵装配用锁付监控系统,包括机架,所述机架上设置有协作机器人、螺钉组合上料机构、产品转移机构、部件翻转机构、锁付机构:所述协作机器人将盛有物料的托盘运转至锁付设备的等待区域,装配完成后,依次放置托盘上,由机械人转运至下个工位;所述螺钉组合上料机构包括用于放置螺钉、垫片的振动盘,其中螺钉在振动盘过程中实现穿垫片,在振动盘出口处穿套好垫片的螺钉依次排开;利用协作机器人配合螺钉组合上料机构、产品转移机构、部件翻转机构、锁付机构,可实现全自动化智能锁付。
技术研发人员:赵亮,李浩,孔青松,孙先海,戚晓楠,王亚飞,韩正杰,仝宇,李明明,杨凯,唐晚晴
受保护的技术使用者:河南航天液压气动技术有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!