一种箱梁顶板钢筋骨架流水化生产设备的制作方法
本发明涉及箱梁顶板预制加工领域,尤其涉及一种箱梁顶板钢筋骨架流水化生产设备。
背景技术:
1、在市政路桥施工中,箱梁是必不可少的,为了提高建设效率,通常会箱梁中的结构件及内部增强的钢筋笼进行预制加工。在加工钢筋笼时,通常需要在排架上依次放上预先弯箍好的箍筋,再向箍筋内、外穿过纵筋,最后将箍筋与纵筋接触点焊接为一体,从而制成钢筋笼。
2、目前在弯箍箱梁使用的钢筋笼的箍筋时,受箍筋尺寸限制,通常还是由人工在待加工的钢筋上标记需要弯折的点位,再扶持钢筋在钢筋弯箍机上逐渐对箍筋的每个弯折点进行弯曲加工,最后将弯箍成型后箍筋相交错的两端贴合并焊接为一体。然后再由工人将制作好的箍筋依次放上排架上的个各个槽口内,向箍筋内部穿过纵筋后,手动对纵筋和箍筋的交错点焊接固定,以最终加工出箱梁顶板钢筋骨架。
3、但,由人工制作箱梁用箍筋及排布箍筋,所需要的人工工作量大,箱梁顶板钢筋骨架的加工效率低。
技术实现思路
1、针对现有技术中的上述问题,本发明提供了一种箱梁顶板钢筋骨架流水化生产设备。
2、为了达到上述发明目的,本发明采用的技术方案如下:
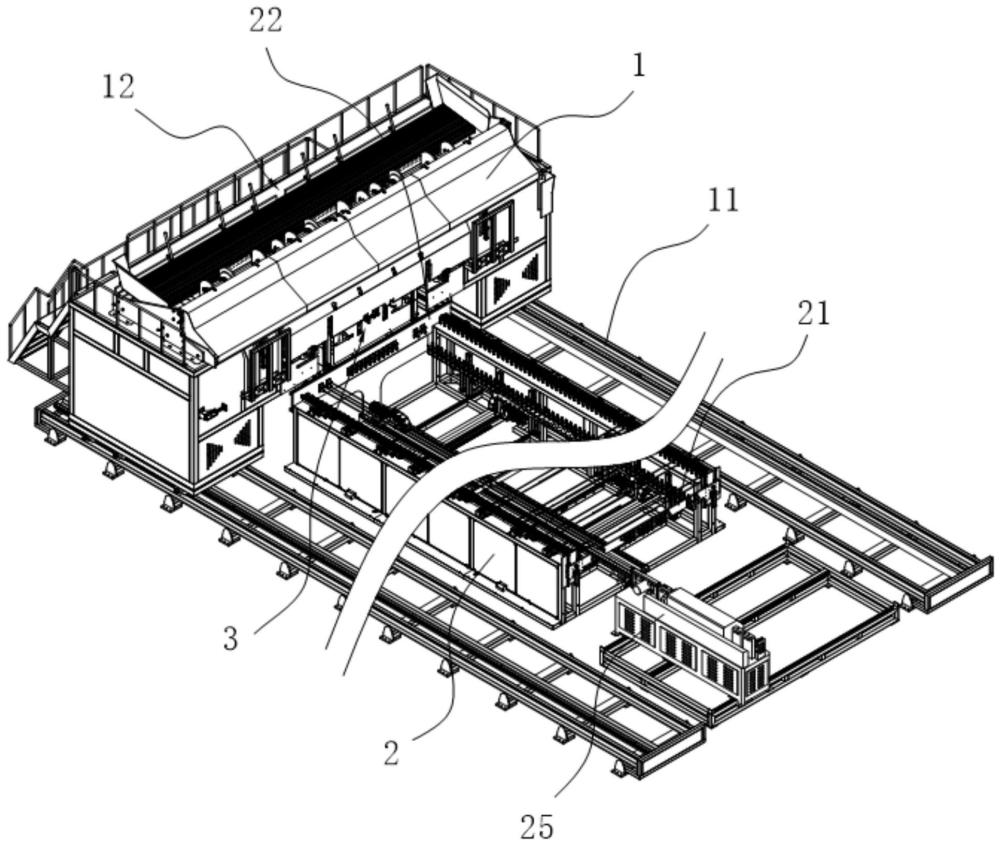
3、提供一种箱梁顶板钢筋骨架流水化生产设备,包括钢筋弯箍机和焊接支撑架,焊接支撑架的顶部的两侧沿焊接支撑架长度方向固定设置有排架,排架上沿焊接支撑架的宽度方向开设有用于插入箍筋的放置槽,放置槽沿焊接支撑架长度方向均匀间隔设置有多个,排架上设有用于固定箍筋的第一夹持组件,焊接支撑架的两侧平行于自身长度方向设置有轨道,钢筋弯箍机沿焊接支撑架宽度方向横跨在焊接支撑架的上方并滑动安装在轨道上;
4、焊接支撑架的一端沿焊接支撑架宽度方向滑动安装有用于牵引输送纵筋的钢筋牵引机,焊接支撑架靠近钢筋牵引机的一端竖直升降安装有第一定位板,焊接支撑架远离第一定位板的一端固定设置有第二定位板,第一定位板和第二定位板上均一一对应设置有若干个供纵筋端部穿过并固定纵筋的穿筋套筒,焊接支撑架内设有用于支撑纵筋穿过箍筋的支撑组件;
5、钢筋弯箍机的顶部开设有用于存放直条钢筋的存储槽,钢筋弯箍机的一侧设有平行于焊接支撑架宽度方向的下料通道,钢筋弯箍机的顶部位于存储槽和下料通道之间设有从存储槽向下料通道逐根输送钢筋的搓料组件,下料通道的两侧设有用于支撑直条钢筋两端的承载架,下料通道内位于两端承载架的内侧设有用于弯曲直条钢筋的弯箍组件,下料通道的中部设有用于焊接弯曲后相重叠的箍筋端部的焊接组件,下料通道内还设有用于将箍筋从下料通道底部开口送出并放在焊接支撑架上放置槽内的出料组件。
6、进一步的,第一夹持组件包括第一安装板、第二安装板、第一夹板和第二夹板,第一安装板平行于焊接支撑架长度方向设置,且沿焊接支撑架宽度方向滑动安装在焊接支撑架上,第二安装板平行于第一安装板滑动安装在第一安装板上,第一夹板与第一安装板固定连接,并沿第一安装板长度方向均匀间隔设置有多片,第二夹板与第二安装板固定连接,并沿第二安装板长度方向均匀间隔设置有多片,第一夹板与第二夹板之间形成用于插入箍筋的放置槽,焊接支撑架和第一安装板上分别设置有用于驱使第一安装板和第二安装板滑动的驱动件。
7、进一步的,搓料组件包括:
8、磁吸转盘,位于存储槽靠近下料通道的一侧,沿焊接支撑架宽度方向均匀间隔设置有多个,并与钢筋弯箍机转动连接,沿磁吸转盘周向间隔设有若干个用于磁性吸附钢筋的磁性件;
9、导料架,位于磁吸转盘远离放置槽的一侧,沿焊接支撑架宽度方向在钢筋弯箍机上均匀间隔固定设置有多个;
10、压料板,位于导料架的上方,导料架与压料板之间形成钢筋直径1~2倍高度的第一导向通道;
11、导向片,设置在磁吸转盘与导料架之间,沿焊接支撑架宽度方向在钢筋弯箍机上均匀间隔固定设置有多片,导向片的一端延伸至磁吸转盘的侧面、另一端从导料架的较高端延伸至导料架的侧面;
12、拨料盘,位于导料架靠近下料通道的一侧,沿焊接支撑架宽度方向均匀间隔设置有多个,并与钢筋弯箍机转动连接,拨料盘的外壁上沿拨料盘周向均匀间隔固定设置有若干个用于拨起单根直条钢筋的拨料块,钢筋弯箍机上设置有用于驱使磁吸转盘和拨料盘转动的驱动件。
13、进一步的,弯箍组件包括固定轴和活动轴,钢筋弯箍机上沿下料通道宽度方向滑移安装有第一安装平台,钢筋弯箍机上设置有驱使第一安装平台滑动第一驱动件,固定轴滑动安装在第一安装平台上以从下料通道的侧面进/出下料通道;
14、钢筋弯箍机和第一安装平台上分别设有用于驱使第一安装平台和固定轴移动的驱动件,钢筋弯箍机上转动设置有驱动套筒,驱动套筒同轴套设在固定轴的外侧,钢筋弯箍机上设有用于驱使驱动套筒转动的驱动电机,活动轴转动连接在驱动套筒远离驱动电机的一端,活动轴与固定轴偏心设置。
15、进一步的,焊接组件包括设置在下料通道宽度方向中部的焊接机,钢筋弯箍机内沿下料通道宽度方向水平滑移安装有第二安装平台,第二安装平台上竖直滑移安装有第三安装平台;
16、焊接机包括向远离下料通道另一侧延伸的固定臂和沿下料通道宽度方向滑动设置在第三安装平台上的活动臂,固定臂固定设置在第三安装平台上,活动臂与固定臂之间构成用于开口朝上的容纳箍筋相重合的活动端的焊接腔,活动臂与固定臂朝向焊接腔的侧壁上设有焊接机的导电触片,钢筋弯箍机、第二安装平台和第三安装平台上分别设有用于驱使第二安装平台、第三安装平台和活动臂滑动的驱动件。
17、进一步的,焊接机的两侧均设置有用于夹持箍筋相重合的活动端的第二夹持组件,第二夹持组件包括第四安装平台、第五安装平台、固定夹块和活动夹块;
18、第四安装平台竖直滑移连接在钢筋弯箍机上,第五安装平台沿下料通道宽度方向水平滑移连接在第四安装平台上,固定夹块固定设置在第五安装平台上,活动夹块平行于第五安装平台滑动方向相对固定夹块滑移连接在第五安装平台上,固定夹块与活动夹块之间构成用于容纳和夹持箍筋相重合的活动端的第一夹持腔,钢筋弯箍机、第四安装平台和第五安装平台上分别设置有用于驱使第四安装平台、第五安装平台和活动夹块滑动的驱动件。
19、进一步的,出料组件包括第六安装平台、第七安装平台、固定夹爪和活动夹爪;
20、第六组件安装平台竖直滑动安装在钢筋弯箍机上,第七安装平台沿下料通道宽度方向水平滑移在第六安装平台上,固定夹爪固定设置在第七安装平台上,活动夹爪沿下料通道宽度方向相对固定夹爪滑动安装在第七安装平台上,固定夹爪与活动夹爪之间构成开口朝下的第二夹持腔,钢筋弯箍机、第六安装平台、第七安装平台上分别设置有用于驱使第六安装平台、第七安装平台、活动夹爪移动的驱动件。
21、进一步的,还包括对称设置在钢筋弯箍机上焊接组件两侧并用于翻转箍筋的翻转组件,翻转组件位于弯箍组件和承载架之间,翻转组件包括第八安装平台,第八安装平台沿下料通道宽度方向水平滑移安装在钢筋弯箍机上,第八安装平台上沿焊接支撑架宽度方向水平相对滑移连接有翻转电机,翻转电机的输出轴朝向焊接组件并固定连接有夹持头,钢筋弯箍机、第八安装平台上分别设置有用于驱使第八安装平台和翻转电机移动的驱动件,夹持头朝向焊接组件的一端开设有用于容纳箍筋端部的凹槽。
22、进一步的,支撑组件包括平行于焊接支撑架长度方向设置的连接架,焊接支撑架上位于两侧排架之间沿焊接支撑架宽度方向滑动设置有第九安装平台,第九安装平台上沿竖直方向滑动安装有第十安装平台,连接架固定设置在第十安装平台上,连接架的顶壁上转动设置有辊筒,辊筒沿连接架长度方向间隔设有多根,连接架上位于辊筒的两侧均竖直朝上固定设置有若干挡片,相邻挡片与辊筒之间形成供箍筋进/出的让位槽口,支撑架和第九安装平台上分别设有用于驱使第九安装平台和第十安装平台移动的驱动件。
23、进一步的,穿筋套筒的外壁上沿自身径向开设有与穿筋套筒内部连通的螺纹孔,螺纹孔内螺纹连接有锁紧螺栓,锁紧螺栓通过进入穿筋套筒并抵接在纵筋的外壁上以固定纵筋。
24、本发明的有益效果为:工作人员将直条钢筋集中放入钢筋弯箍机中的存储槽中,通过钢筋弯箍机逐根送出钢筋,并对钢筋进行弯箍、焊接操作后,钢筋弯箍机在轨道上自动移动至对齐下方焊接支撑架上的放置槽,将箍筋自动控制下放入放置槽中,待焊接支撑架上箍筋排列整齐后,一次性对焊接支撑架上的箍筋齐整并夹紧固定,再从焊接支撑架的侧面穿入纵筋,最后由工作人员手动将纵筋两端固定,即可开始钢筋骨架纵筋与箍筋之间的焊接工作,无需再由人工手动对箍筋进行弯折和焊接,以及无需人工排布箍筋,极大提高了钢筋骨架的焊接效率,减少了人为工作量。
- 还没有人留言评论。精彩留言会获得点赞!