一种激光与电化学复合加工装置
1.本发明属于激光加工领域,具体涉及一种激光与电化学复合加工装置。
背景技术:
2.随着科技进步和经济发展,对产品的加工制造工艺提出了更高的要求。在零部件标定刻划的加工领域,激光加工相对传统加工方法具有非接触性、无污染和高效率等众多优势,但是激光加工过程易导致重铸层、毛刺与微裂纹的产生,影响加工质量。
3.电化学加工是一种非接触式加工方法,利用金属的阳极溶解原理进行材料去除,可实现极高质量的加工,但加工过程易产生钝化膜导致加工效率较低,由此可见,单一加工工艺在加工能力、加工效率和表面质量等方面难以做到兼容存在的问题。
4.激光与电化学复合加工技术综合了激光加工效率高、电化学加工表面质量好等优势,已成为国内外广泛关注的一种高表面质量精密加工技术,但是目前激光与电化学复合加工技术主要通过在直径为0.3-1mm的中空管电极中通入电解液和激光实现对微孔的加工,其加工面积小,效率低,柔性化程度低,无法实现大面积图案的高效加工。
技术实现要素:
5.本发明针对现有技术存在的不足,提供了一种加工效率高、加工区域大的激光与电化学复合加工装置。
6.本发明是通过如下技术方案实现的:
7.一种激光与电化学复合加工装置,包括光学单元、电化学反应单元和流体控制单元;其特征在于,所述光学单元包括纳秒绿光激光器、xy两轴激光扫描振镜,聚焦透镜和控制系统;所述电化学反应单元包括铜片、阴极、金属阳极工件、反应容器、电解液、导线、直流电源、底座和储液槽;反应容器和储液槽均为透明亚克力器皿,透光率大于90%;反应容器竖直固定放置在底座上方,反应容器与底座均设置在储液槽内;反应容器底部开有两个凹槽,两个凹槽之间设置有一狭缝;阴极和金属阳极工件均竖直放置在两个凹槽中并固定夹紧,两者分别通过导线与直流电源的负极和正极相连;电解液经由所述狭缝喷入阴极和金属阳极工件之间,阴极为透明的氧化铟锡导电玻璃;所述纳秒绿光激光器输出的激光束经过xy两轴激光扫描振镜和聚焦透镜后,透过透明的储液槽、反应容器和阴极之后,聚焦于金属阳极工件的表面。
8.进一步的,所述流体控制单元包括管路、止回阀、过滤器、微量泵、主容器和喷嘴;所述主容器用于盛放电解液,微量泵的进液端与主容器连通,微量泵的出液端经过过滤器的过滤后,穿过储液槽的进液口和底座的进液口,注入设置在底座的内部空腔内的喷嘴内;所述喷嘴安装在底座的内部空腔内,喷嘴的出口与反应容器底部狭缝连通,用于将电解液喷入反应容器底部狭缝;储液槽内的电解液经由其出液口和管路流回主容器内,所述管路上设置有用于防止溶液回流的止回阀。
9.进一步的,所述流体控制单元还包括一超声波振动平台,超声波振动平台安装在
储液槽底部,用于通过超声振动带走电化学反应产生的气泡、反应产物和杂质。
10.本发明具有如下有益效果:
11.1、本发明所述激光与电化学复合加工装置采用透明电极代替传统金属电极,使得激光可通过直接穿透电极辐射到待加工金属表面,成功实现了激光烧蚀与平板电极电化学刻蚀的有效结合。
12.2、在激光与电化学复合加工过程中,可通过振镜驱动激光运动实现大面积任意图案的加工,克服了传统基于管电极复合加工区域过小的问题,同时增加激光扫描速度可匹配较高的激光能量,从而实现材料的高效去除,克服了传统基于管电极复合加工效率过低的问题。
13.3、本发明所述激光与电化学复合加工过程中,激光不仅可有效去除阻碍电化学反应的钝化膜,促进电化学反应效率,激光作用材料所产生的热能可提高体系的温度,降低了电化学反应所需的活化能,从而进一步促进电化学反应效率的提高。
14.4、本发明所述激光与电化学复合加工装置通过将待加工金属工件竖直放置,同时通过巧妙的机械结构设计,电解液从下往上仅在两电极之间细小的狭缝快速流动,可以有效避免电化学反应过程中因局部区域溶液浓度过高造成的加工效率的波动;同时辅助超声振动,可加速加工过程中所产生气泡的运动,以及促进溶液的流动,避免加工过程附着在材料表面的气泡对入射激光的散射。
15.5、本发明所述激光与电化学复合加工装置可以根据加工需求实现两种模式的复合加工,这是传统基于管电极复合加工所不具备的,在加工的初始阶段,要求复合加工有高的加工效率,可牺牲部分加工质量,采用以激光为主,电化学为辅的加工方式,此时激光能量密度高,电流密度相对较低,电化学反应可有效除去激光加工过程中产生的熔渣和重熔层,电解液的热传导作用也有利于减小激光加工的热效应,在加工的后期阶段,为进一步提高加工表面质量,采用以电化学为主,激光为辅的加工方式,此时需降低激光能量密度,提高电流密度,激光可快速去除电化学加工过程产生的钝化膜,提高加工效率。
附图说明
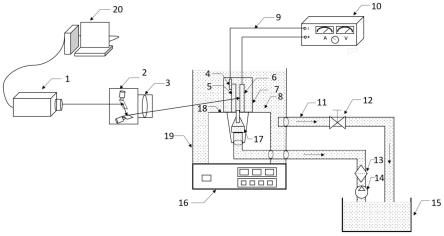
16.图1为本发明所述激光与电化学复合加工装置的结构示意图;
17.图2为喷嘴与底座的装配图;
18.图3为底座与反应容器的装配图;
19.图4为透明电极的结构图。
具体实施方式
20.下面结合附图和具体实施方式对本发明做进一步详细的说明。
21.如图1-4所示,本发明提供了一种激光与电化学复合加工装置,包括光学单元、电化学反应单元和流体控制单元。
22.所述光学单元包括纳秒绿光激光器1、xy两轴激光扫描振镜2,聚焦透镜3和控制系统20。
23.其中纳秒绿光激光器的波长为500~560nm,输出功率为10~80w,脉宽为1~15ns,频率为30khz~500hz,控制系统20内置的加工软件控制纳秒绿光激光器1出光,激光束经过
xy两轴激光扫描振镜2和聚焦透镜3的聚焦后输出。
24.所述电化学反应单元包括铜片4、阴极5、金属阳极工件6、反应容器7、电解液8、导线9、直流电源10、底座18和储液槽19。
25.反应容器7和储液槽19均为透明亚克力器皿,能够透过高能量的激光束,透光率大于90%。反应容器7竖直固定放置在底座18上方,反应容器7与底座18均设置在储液槽19内。反应容器7底部开有两个凹槽,两个凹槽之间设置有一狭缝,狭缝宽度约为1~3mm。阴极5和金属阳极工件6均竖直放置在两个凹槽中并固定夹紧,两者分别通过导线8与直流电源9的负极和正极相连,直流电源9用于提供电子让电化学反应进行。
26.储液槽19的侧壁上设置有进液口和出液口,底座18的底部设置有进液口,内部有空腔,顶部设置有开口。
27.阴极5采用的是透明的ito(氧化铟锡)导电玻璃,ito导电玻璃是由基片玻璃21和ito薄膜22组成,ito薄膜22的厚度为190~650nm,透光率大于80%,电阻为2~8ω,铜片4粘附在ito薄膜22上,用于增强导电的稳定性,电解液8可采用中性盐溶液,不适宜采用强酸溶液,一方面强酸会对ito薄膜刻蚀,导致ito玻璃导电性失效,另一方面容易对环境造成污染。
28.所述纳秒绿光激光器1输出的激光束经过xy两轴激光扫描振镜2和聚焦透镜3后,透过透明的储液槽19、反应容器7和阴极5之后,聚焦于金属阳极工件6的表面。
29.所述流体控制单元包括管路11、止回阀12、过滤器13、微量泵14、主容器15、超声波振动平台16和喷嘴17。
30.所述主容器15用于盛放电解液8,微量泵14的进液端与主容器15连通,微量泵14的出液端经过过滤器13的过滤后,穿过储液槽19的进液口和底座18的进液口,注入设置在底座18的内部空腔内的喷嘴17内。
31.所述喷嘴17安装在底座18的内部空腔内,喷嘴17的出口与反应容器7底部狭缝连通,进而可以实现将电解液8喷入反应容器7底部狭缝,使得电解液8在阴极5和金属阳极工件6之间的细小狭缝内快速流动,从而保证两电极之间的电解液的快速更新,减小浓差极化的影响。
32.储液槽19内的电解液经由其出液口和管路11流回主容器15内,所述管路11上设置有用于防止溶液回流的止回阀12。
33.超声波振动平台16安装在储液槽19底部,用于通过超声振动带走电化学反应产生的气泡、反应产物和杂质。
34.利用上述装置对金属加工的具体步骤如下:
35.(1)将阴极5和待加工的金属阳极工件6分别竖直固定放置在盛有电解质的透明亚克力反应容器7的两个凹槽中;阳极和阴极分别连接直流电源10的正负极。
36.(2)调节激光焦点位置,将激光加工参数输入到控制系统20内置的加工软件,通过软件控制纳秒绿光激光器1出光,并控制激光扫描振镜2进行扫描运动,对样品表面进行标刻。同时开启超声波振动平台16、微量泵14和直流电源10,超声振动使加工过程产生的气泡以及电化学溶解杂质迅速上浮,避免其对激光光束的传导以及电化学反应产生不利影响,微量泵14实现电解液8的循环流动,保证电解液8的快速更新,直流电源9提供电子促使电化学反应的进行,对金属阳极工件6表面激光加工过程产生的熔融物进行融解,通过激光和电
化学复合加工,最终实现对金属阳极工件6高效精密的标刻加工。
37.本发明可改变为多种方式对本领域的技术人员是显而易见的,这样的改变不认为脱离本发明的范围。所有这样的对所述领域的技术人员显而易见的修改,将包括在本权利要求的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1