一种太阳能板接线盒自动安装设备及安装方法与流程
1.本发明属于太阳能板接线盒安装技术领域,特别是涉及一种太阳能板接线盒自动安装设备及安装方法。
背景技术:
2.光伏组件在层压装框后,还需要在背板上安装接线盒,接线盒采用胶粘的方式固定在组件上,且组件上的两根引线需要穿过接线盒伸入至接线盒内,然后需要将引线压倒在后续的工序中进行焊接。对于接线盒的安装,其主要的难点在于引线如何精准的穿过接线盒。
3.现有技术中,专利公开号为 cn113023356a公开了一种全自动接线盒安装设备,该设备虽然实现了接线盒的自动安装以及引线的压倒动作,但该设备中没有对引线如何精准的穿过接线盒进行说明。
4.现有技术中还有专利公开号为cn212093019u公开了一种接线盒整形组装设备,其采用相机对引线位置进行信息采集,然后利用整形组件对引线进行整形,将其向上拉直至竖直状态,然后将接线盒精准的放置,以便引线穿过接线盒。该结构虽然能够在一定程度上能够提高引线顺利穿过接线盒的成功率,但由于来料组件中引线的状态为自由端朝上设置,而又不完全呈竖直状态,该设备中相机是从上往下对引线进行拍照,引线在竖直方向上的投影由于其倾斜原因会形成一个扩大后的且边界不规整的形状,因此,从相机获取的图像中难以精准的获取到引线的真实位置,导致引线位置获取存在偏差,进而导致在放置接线盒时,引线不一定能够顺利的或成功的穿过接线盒,导致接线盒安装失败。
5.现有技术中还有专利公开号为cn112846761a公开了一种光伏背板接线盒组装设备,该设备在接线盒的夹持安装模组上设置有汇流条(即引线)矫正夹合片,在接线盒安装时,通过两个夹合片合夹,将引线矫正至设定位置,然后将接线盒沿着矫正后的引线自上而下安装到组件表面上并延伸至引线的根部,在此过程中,合夹片与接线盒同步下降,为接线盒与引线的装配保驾护航。但该设备存在一个问题,如图1所示,来料组件中汇流条101的安装位置在垂直于汇流条的长度方向上(此处称为y轴方向)是允许一定的偏移误差的,即汇流条标准位置102(虚线汇流条所示)与汇流条实际位置103(实线汇流条所示)在y轴方向上存在偏差,而该设备在安装接线盒时,夹持安装模组的对中位置会根据汇流条标准位置102的中心进行设置;在合夹片105进行合夹时,合夹片105首先对引线104的中上部进行矫正,这一矫正过程不会造成什么问题,且能够在x轴方向上对引线104进行矫正,但在y轴方向上,还是会因为汇流条焊接位置的偏差导致引线104处于歪斜状态,且随着合夹片105向下移动至引线根部,合夹片105对引线104在y轴方向上的位置限定导致引线被拉扯,且越靠近引线的根部,拉扯力越大,严重情况下甚至会拉断引线;且接线盒移动至引线根部后,引线处于歪扭状态容易被压制出现折弯现象,严重影响组件质量。
6.因此,需要额外设计一款太阳能板接线盒自动安装设备及安装方法来解决上述技术问题。
技术实现要素:
7.本发明的主要目的之一在于提供一种太阳能板接线盒自动安装方法,根据汇流条安装偏差自动调整接线盒的安装位置,配合引线矫正板保障汇流条竖起的引线顺利的、精准的插入接线盒,保障接线盒安装过程的可靠性与组件质量。
8.本发明通过如下技术方案实现上述目的:一种太阳能板接线盒自动安装方法,利用一对在汇流条安装偏差方向上具有浮动功能的引线矫正板,对汇流条端部竖起的引线在该安装偏差方向上进行合拢矫正;一对所述引线矫正板在合拢状态下共同合围形成限定引线四周位置的限位槽;利用测距装置检测所述引线矫正板的初始浮动距离,夹持接线盒基于所述初始浮动距离置于所述引线矫正板上,以保障引线穿过接线盒对应槽口;夹持接线盒随着所述引线矫正板同步沿引线竖起段向下移动到位,同时,所述测距装置实时监测所述引线矫正板的动态浮动距离,基于所述动态浮动距离动态微调接线盒的位置以保障向下移动过程中所述槽口与引线位置始终对应。
9.进一步的,其包括以下步骤:s1)组件输送至安装位置,四周归正定位并保持位置稳定;s2)驱动所述引线矫正板进行x轴方向移动,移动至与组件上引线根部位置对应水平位置,且移动至引线竖起部分靠上的设定高度位置;s3)利用所述引线矫正板将引线从y轴方向上进行合拢矫正,所述引线矫正板根据引线在y轴上的安装偏差产生对应的所述初始浮动距离;s4)所述测距装置检测到所述初始浮动距离,并传输给接线盒安装机器人,引线此时被限定在所述引线矫正板合围形成的限位槽中保持竖直状态;s5)所述接线盒安装机器人夹持接线盒移动至所述引线矫正板上,接线盒的放置位置为在系统设定位置的基础上,用所述初始浮动距离在y轴方向上进行修正后的位置,所述接线盒安装机器人保持对接线盒夹持状态;s6)所述接线盒安装机器人夹持接线盒与所述引线矫正板同步下降至靠近引线根部位置,在此过程中,所述测距装置实时监测所述引线矫正板的动态浮动距离,所述接线盒安装机器人根据所述动态浮动距离动态微调接线盒的位置,以保障下降动过程中所述槽口与引线位置始终对应;s7)下降到位后,所述引线矫正板打开撤离,接线盒继续下降与组件表面贴合;s8)利用一对拨爪伸入到接线盒内的两个引线之间,且接近接线盒底部的高度位置,然后所述拨爪向外打开,将引线朝相反的方向推动至水平折弯状态,使得引线紧贴接线盒内壁底部表面,完成接线盒的安装。
10.本发明的另一目的在于提供一种太阳能板接线盒自动安装设备,其包括组件输送线、接线盒供料单元、接线盒上料机器人、接线盒安装机器人以及引线矫正单元,所述引线矫正单元包括在y轴上具有浮动功能的引线矫正板、检测所述引线矫正板整体在矫正引线过程中因为引线y轴安装偏差而产生的浮动间距的激光测距仪,所述激光测距仪检测所述浮动间距传输至所述接线盒安装机器人控制系统。
11.进一步的,所述接线盒供料单元设置有三个,分别为第一供料单元、第二供料单元以及第三供料单元,对应于一个组件上所需安装的三个接线盒的自动供料;所述第一供料单元与所述第二供料单元设置在所述组件输送线的一侧,用于供给
两边接线盒的供料,且将两边接线盒输送至所述接线盒上料机器人的工作范围内;所述第三供料单元设置在所述组件输送线的另一相对侧,用于供给中间接线盒的供料,且将中间接线盒输送至所述接线盒安装机器人的工作范围内。
12.进一步的,所述第一供料单元与所述第二供料单元均包括第一电机、受所述第一电机驱动进行旋转的旋转板、对称设置在所述旋转板上的料仓、位于供料工位侧将所述料仓中的接线盒托举至设定高度位置的提升机构。
13.进一步的,在所述接线盒上料机器人与所述接线盒安装机器人之间设置有对接线盒进行位置精定位的中转定位平台;所述接线盒上料机器人从所述接线盒供料单元中抓取对应的接线盒放在所述中转定位平台上进行定位,再由所述接线盒安装机器人取走进行安装。
14.进一步的,所述接线盒上料机器人设置有一个,用于接线盒的上料;所述接线盒安装机器人设置有两个,其中一个用于安装一个两边接线盒,另外一个用于安装一个中间接线盒和一个两边接线盒;所述引线矫正单元设置有三个,同时对三个接线盒安装位置处的引线进行矫正。
15.进一步的,所述接线盒安装机器人包括第二机器人本体、设置在所述第二机器人本体活动末端的第二支撑板、固定在所述第二支撑板上的ccd相机与第三气缸、受所述第三气缸驱动进行上下运动的第三支撑板、固定在所述第三支撑板上的第二夹持模组、第三夹持模组以及拨爪模组。
16.进一步的,所述第二夹持模组包括夹爪气缸、受所述夹爪气缸驱动进行夹持动作的夹爪、设置在两个所述夹爪之间的压板、固定在所述压板下表面且用于检测所述夹爪上是否有接线盒的传感器。
17.进一步的,所述压板上设置有管通上下的避让通口,所述拨爪模组包括第四气缸、受所述第四气缸驱动进行打开或靠拢运动的拨爪,所述拨爪穿过所述避让通口。
18.进一步的,所述引线矫正单元包括第三电机、受所述第三电机驱动平行于组件输送方向运动的第四支撑板、固定在所述第四支撑板上的第四电机、受所述第四电机驱动进行上下运动的第五支撑板、沿y轴方向浮动设置在所述第五支撑板上的第六支撑板、固定在所述第六支撑板上的第五气缸、固定在所述第五支撑板上限定所述第五气缸零点位置的零点限位板,所述激光测距仪固定在所述第五支撑板上且通过检测所述第六支撑板的浮动距离得到所述浮动间距;所述引线矫正板受所述第五气缸驱动进行张开或靠拢运动。
19.与现有技术相比,本发明一种太阳能板接线盒自动安装设备及安装方法的有益效果在于:通过巧妙的设计多个机器人配合实现接线盒的夹持安装,并结合多个引线矫正单元,对引线进行同步的位置矫正,大大提高了接线盒的安装效率;在引线矫正单元中,设置在y轴方向上具有浮动功能的引线矫正板,利用其浮动功能在矫正引线的过程中通过在y轴上的浮动体现出引线在y轴上的安装偏差,并利用测距装置将该安装偏差自动检测出来,为后续接线盒的放置位置提供更为真实精准的位置信息,保障引线能够精准顺利的穿过接线盒,有效解决了由于引线在y轴上的安装偏差导致的接线盒安装不良的技术问题;保障了接线盒安装过程的可靠性以及精准度,提高了产品品质。
附图说明
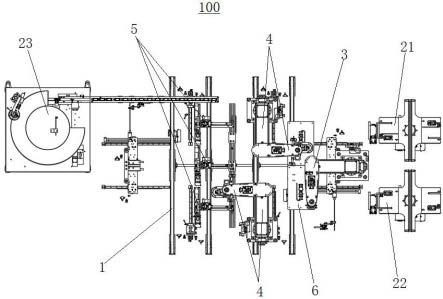
20.图1为现有技术中引线矫正方式的结构示意图;图2为本发明实施例的立体结构示意图;图3为本发明实施例的俯视结构示意图;图4为本发明实施例中第一供料单元的结构示意图;图5为本发明实施例中中转定位平台的结构示意图;图6为本发明实施例中接线盒上料机器人的立体结构示意图;图7为本发明实施例中接线盒上料机器人活动末端的结构示意图;图8为本发明实施例中接线盒安装机器人的立体结构示意图;图9为本发明实施例中接线盒安装机器人活动末端的部分结构示意图;图10为本发明实施例中引线矫正单元的立体结构示意图;图11为本发明实施例中引线矫正单元的部分结构示意图;图12为本发明实施例中引线矫正单元部分结构的仰视结构示意图;图13为图12中a处的局部放大结构示意图;图中数字表示:100-太阳能板接线盒自动安装设备;101-汇流条,102-汇流条标准位置,103-汇流条实际位置,104-引线,105-合夹片;1-组件输送线;2-接线盒供料单元,21-第一供料单元,211-第一电机,212-旋转板,213-供料治具,2131-第一底板,2132-料仓,2133-限位立杆,214-隔挡板,215-提升机构,2151-第二电机,22-第二供料单元,23-第三供料单元;3-接线盒上料机器人,31-第一机器人本体,32-第一支撑板,33-第二气缸,34-第一夹持模组,341-夹爪气缸,342-夹爪,343-压板,3431-避让通口,344-传感器;4-接线盒安装机器人,41-第二机器人本体,42-第二支撑板,43-ccd相机,44-第三气缸,45-第三支撑板,46-第二夹持模组,47-第三夹持模组,48-拨爪模组,481-第四气缸,482-拨爪;5-引线矫正单元,51-第三电机,52-第四支撑板,53-第四电机,54-第五支撑板,55-第六支撑板,56-第五气缸,57-引线矫正板,571-矫正槽,5711-导入段开口,5712-直线限位槽,58-激光测距仪,59-零点限位板,591-限位部,510-安装板,511-滑轨;6-中转定位平台,61-第二底板,62-固定限位块,63-活动限位块,64-第一气缸。
具体实施方式
21.实施例一:请参照图2-图13,本实施例为一种太阳能板接线盒自动安装设备100,其包括组件输送线1、接线盒供料单元2、接线盒上料机器人3、接线盒安装机器人4以及引线矫正单元5;接线盒上料机器人3、接线盒安装机器人4以及引线矫正单元5均设置在组件输送线1的上方;接线盒供料单元2位于组件输送线1的一旁。
22.本实施例中,接线盒供料单元2设置有三个,分别为第一供料单元21、第二供料单元22以及第三供料单元23,对应于一个组件上所需安装的三个接线盒的自动供料。其中,第
一供料单元21与第二供料单元22设置在组件输送线1的一侧,用于供给两边接线盒的供料,且将两边接线盒输送至接线盒上料机器人3的工作范围内;第三供料单元23设置在组件输送线1的另一相对侧,用于供给中间接线盒的供料,且将中间接线盒输送至接线盒安装机器人4的工作范围内。由于本实施例中,中间接线盒是不带线束的,因此,本实施例中的第三供料单元23采用振动盘配合流道的方式实现接线盒的自动供料。两边接线盒是带线束的,第一供料单元21与第二供料单元22采用料仓配合提升机构实现供料。
23.第一供料单元21与第二供料单元22结构相同,其包括第一电机211、受第一电机211驱动进行旋转的旋转板212、对称设置在旋转板212上的供料治具213、设置在两个供料治具213之间并将两者阻挡隔开的隔挡板214、位于供料工位侧将供料治具213中的接线盒托举至设定高度位置的提升机构215。
24.供料治具213包括设置在旋转板212上的第一底板2131、固定在第一底板2131上的且用于承载堆叠状接线盒的料仓2132、固定在底板2131上且用于限位接线盒线束的限位立杆2133。提升机构215包括第二电机2151、受第二电机2151驱动进行上下运动的且伸入至料仓2132内托举接线盒的托料板(图中未标示),料仓2132的一侧壁上设置有上下贯通的通槽,供上下运动的托料板伸入料仓2132内。
25.组件输送线1上设置有对组件的四周侧边进行定位固定的归正限位机构(图中未标示)。
26.本实施例为了提高接线盒的抓取精度,保障后续接线盒的安装精度,在接线盒上料机器人3与接线盒安装机器人4之间设置有对两边接线盒进行位置精定位的中转定位平台6,中转定位平台6上设置有两个定位工位。接线盒上料机器人3配合的从第一供料单元21或第二供料单元22中抓取两边接线盒,对应的放置到两个定位工位上,进行精准定位后,再由接线盒安装机器人4取走进行安装。
27.中转定位平台6包括第二底板61、固定在第二底板61上限定接线盒相邻两个或一个侧边位置的固定限位块62、与固定限位块62配合限定接线盒另外相邻两个或一个相对侧边位置的活动限位块63、驱动活动限位块63进行水平直线运动的第一气缸64。
28.接线盒上料机器人3包括第一机器人本体31、设置在第一机器人本体31活动末端的第一支撑板32、固定在第一支撑板32上的第二气缸33、受第二气缸33驱动进行上下运动的且用于夹持接线盒的第一夹持模组34。
29.第一夹持模组34包括夹爪气缸341、受夹爪气缸341驱动进行夹持动作的夹爪342、设置在两个夹爪342之间的压板343、固定在压板343下表面用于检测夹爪342上是否有接线盒的传感器344。
30.接线盒安装机器人4包括第二机器人本体41、设置在第二机器人本体41活动末端的第二支撑板42、固定在第二支撑板42上的ccd相机43与第三气缸44、受第三气缸44驱动进行上下运动的第三支撑板45、固定在第三支撑板45上的第二夹持模组46、第三夹持模组47以及拨爪模组48;第二夹持模组46用于夹持接线盒本体,第三夹持模组47设置有一个或者两个,用于夹持接线盒线束部分;拨爪模组48用于伸入到接线盒内将引线拨开,使得引线向两侧打开并被推动至折弯状态。ccd相机43主要用于定位太阳能组件上引出线的位置,以及对接线盒安装前的质量检查,为后续接线盒的安装做准备。
31.第二夹持模组46与第一夹持模组34结构相同。第二夹持模组46中的压板343上设
置有管通上下的避让通口3431,拨爪模组48包括第四气缸481、受第四气缸481驱动进行打开或靠拢运动的拨爪482,拨爪482穿过所述避让通口3431。
32.为了提高接线盒整体的安装节拍,本实施例中,接线盒上料机器人3设置有一个,用于接线盒的上料;接线盒安装机器人4设置有两个,其中一个用于安装一个两边接线盒,另外一个用于安装一个中间接线盒和一个两边接线盒;引线矫正单元5设置有三个,同时对三个接线盒安装位置处的引线进行矫正。
33.引线矫正单元5包括第三电机51、受第三电机51驱动平行于组件输送方向运动的第四支撑板52、固定在第四支撑板52上的第四电机53、受第四电机53驱动进行上下运动的第五支撑板54、在垂直于组件输送方向(即图1所示的y轴方向)浮动设置在第五支撑板54上的第六支撑板55、固定在第六支撑板55上的第五气缸56、受第五气缸56驱动进行张开或靠拢运动的引线矫正板57、固定在第五支撑板54上且检测第六支撑板55浮动距离的激光测距仪58、固定在第五支撑板54上限定第五气缸56零点位置的零点限位板59。
34.两个引线矫正板57通过张开或靠拢实现对引线的矫正,两个引线矫正板57分别固定在两个安装板510的末端,形成相对夹持状态,两个安装板510分别固定在第五气缸56的两个活动端,零点限位板59设置有伸入至第五气缸56两个活动端之间的限位部591。第五支撑板54上设置有滑轨511,第六支撑板55通过滑块活动设置在滑轨511上。
35.引线矫正板57用于矫正引线的一侧开设有贯通上下的矫正槽571,矫正槽571包括喇叭状的导入段开口5711、对引线进行精准限位的直线限位槽5712。两个引线矫正板57在上下方向上错位设置,且在靠拢状态下,两个矫正槽571的直线限位槽5712共同形成对引线的外周位置进行限位的限位槽。通过导入段开口5711的设计,提高引线歪斜的程度的容错率,即使引线在x轴方向上存在歪斜,但在导入段开口5711的导向下,会将引线逐渐导向至直线限位槽5712位置,进而保障引线在x轴方向上的位置精准统一。
36.当引线在y轴方向上存在歪斜时,通过将驱动引线矫正板57进行矫正动作的第五气缸56设置在一个具有y轴浮动功能的第六支撑板55上,在对具有y轴偏斜的引线进行矫正时,引线则会将引线矫正板57拉动至与引线y轴方向一致的位置,与此同时,第六支撑板55在引线矫正板57的带动下同步浮动,再利用激光测距仪58检测第六支撑板55的浮动距离,则可精准的检测到引线在组件y轴方向上的焊接偏差,依次作为接线盒安装时的位置补偿依据,为接线盒安装时在y轴上的位置调整提供精准的位置信息,保障接线盒安装时,引线能够顺利精准的穿过接线盒;且在接线盒随着引线矫正板57同步下降的过程中,引线矫正板57的位置会根据引线根部的真实位置进行动态的调整,通过激光测距仪58实时动态监测这一动态的调整过程,并将其传输给接线盒安装机器人4的控制系统,同步动态的调整接线盒的位置,进而保障接线盒不会与引线发生挤压碰撞,保护了引线的安全性。引线矫正好后,且接线盒安装到位后,第五气缸56驱动两个引线矫正板57打开,松开对引线的位置约束,此时,由于第五气缸56的浮动性,在零点限位板59的作用下,第五气缸56的两个活动端则会靠拢零点限位板59,两个引线矫正板57回到初始打开状态;当第五气缸56的两个活动端分开时,两个引线矫正板57实现的是合拢矫正动作。
37.本实施例还提供了一种太阳能板接线盒的自动安装方法,其包括以下步骤:s1)组件输送至安装位置,四周归正定位并保持位置稳定;s2)提供至少一对引线矫正板57,并赋予其在y轴上具有浮动功能,驱动引线矫正
板57进行x轴方向移动,移动至与组件上引线根部位置对应水平位置,且移动至引线竖起部分靠上的设定高度位置;s3)利用引线矫正板57将引线从y轴方向上进行合拢矫正,保障引线在x轴方向上的位置精度,在矫正过程中,利用引线矫正板57在y轴上的浮动功能,在引线的拉持作用下,引线矫正板57在y轴上浮动对应的间距,该间距与引线在组件上的y轴安装偏差一致;s4)利用一个自动测距装置如激光测距仪检测引线矫正板57浮动的距离,并将该浮动距离传输给接线盒安装机器人4;s5)此时,引线矫正板57在引线真实的y轴位置处对引线进行了x轴向的位置矫正,引线此时不存在x轴和y轴的偏斜,且被限定在引线矫正板57合围形成的限位槽中;s6)接线盒安装机器人4夹持接线盒移动至引线矫正板57上,接线盒的放置位置为在系统设定位置的基础上,用所述自动测距装置检测的浮动距离在y轴方向上进行修正(在y轴方向上加上或减去浮动距离)后的位置,接线盒安装机器人4保持对接线盒夹持状态;s7)接线盒安装机器人4夹持接线盒与引线矫正板57同步下降至靠近引线根部位置,然后引线矫正板57打开撤离,接线盒继续下降与组件表面贴合;s8)利用一对拨爪482伸入到接线盒内的两个引线之间,且接近接线盒底部的高度位置,然后拨爪482向外打开,将引线朝相反的方向推动至水平折弯状态,使得引线紧贴接线盒内壁底部表面,完成接线盒的安装。
38.本实施例一种太阳能板接线盒的自动安装设备及安装方法,通过巧妙的设计多个机器人配合实现接线盒的夹持安装,并结合多个引线矫正单元,对引线进行同步的位置矫正,大大提高了接线盒的安装效率;在引线矫正单元中,设置在y轴方向上具有浮动功能的引线矫正板,利用其浮动功能在矫正引线的过程中通过在y轴上的浮动体现出引线在y轴上的安装偏差,并利用测距装置将该安装偏差自动检测出来,为后续接线盒的放置位置提供更为真实精准的位置信息,保障引线能够精准顺利的穿过接线盒,有效解决了由于引线在y轴上的安装偏差导致的接线盒安装不良的技术问题;保障了接线盒安装过程的可靠性以及精准度,提高了产品品质。
39.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1