一种非矩形板自动折弯加工方式的制作方法
1.本发明涉及折弯加工领域,特别涉及一种非矩形板自动折弯加工方式。
背景技术:
2.非矩形板,一般指主轮廓为几何形状非矩形的板材或折弯成型后的底面为非矩形的板材。一般来说,加工此类产品,通常采用普通电液式折弯机配合成型模具进行折弯,并且需要在折弯完成一次后人工手动翻转或偏移才能完成加工,而不同类型的产品往往需要不同规格的模具,则在现有技术中,通常会在加工过程中使相应的机构(比如挡料机构)需要多次进行定位才能完成。
3.此外,在使用折弯中心加工非矩形板时,因为无法计算出送料尺寸,则无法对非矩形板进行全自动的折弯加工。
4.因此,现有技术中的非矩形板折弯加工方式无法实现自动计算和全自动折弯,需要多次定位才能完成,不仅人工参与量大,导致生产加工效率低,并且编程难度大,不适用于批量加工。
技术实现要素:
5.为解决上述问题,本发明提供了一种非矩形板自动折弯加工方式。
6.根据本发明的一个方面,提供了一种非矩形板自动折弯加工方式,包括以下步骤:
7.1)将板坯的几何信息输入到系统中;
8.2)在系统界面中选择折弯加工工艺和加工尺寸;
9.3)将板坯放置在工作台上并进行定位;
10.4)使用夹具夹住板坯,系统自动计算出送料距离,并对其一条边进行自动折弯加工;
11.5)依次对其他待加工边进行计算送料距离和加工,直到所有边完成加工;
12.其中,当待加工边与其他边夹角不为90
°
时,送料距离为k=om+s;当待加工边与其他边夹角为90
°
时,送料距离为k=l/2-s或w/2-s。
13.本发明中的一种非矩形板自动折弯加工方式只需要将图纸上的几何数据输入到系统,就能自动计算送料距离和折弯尺寸,并且可以一次定位完成加工,相比于之前人工计算折弯尺寸或送料距离的加工方式,不仅极大提高了加工效率高,还降低了操作难度,适用于批量自动化加工。
14.在一些实施方式中,在步骤1)中,根据加工图纸所提供的信息输入板坯的几何信息。其有益之处在于,描述了向系统输入板坯的几何信息的具体依据。
15.在一些实施方式中,在步骤1)中,所输入的几何信息包括板坯的总长度、各边长度和倾斜角度数。其有益之处在于,描述了所输入的板坯的几何信息的具体种类。
16.在一些实施方式中,在步骤2)中,折弯加工工艺包括普通折弯、圆弧折弯和压死边折弯。其有益之处在于,描述了折弯加工工艺可选择的各具体种类。
17.在一些实施方式中,每种折弯加工工艺均包含向上折和向下折两种。其有益之处在于,进一步描述了折弯加工工艺的选择种类。
18.在一些实施方式中,在步骤4)中,系统自动计算出送料距离时,驱动送料机构将板坯送到折弯位置。其有益之处在于,将板坯送到折弯位置方便进行折弯加工。
19.在一些实施方式中,在步骤5)中,使用旋转装置转动板坯,从而依次对其他待加工边进行计算送料距离和加工。其有益之处在于,描述了对板坯各边依次进行加工的方法。
20.在一些实施方式中,当待加工边与其他边夹角不为90
°
时,送料距离的计算过程为:
21.on=l/2-(l-af);
22.ao=sqrt(ef*ef/4+on*on);
23.∠aon=arctan(ef/2*no);
24.∠aom=∠aon-α;
25.om=ao*cos∠aom;
26.k=om-s。
27.其有益之处在于,描述了送料距离的具体计算过程。
附图说明
28.图1为本发明一种实施方式的一种非矩形板自动折弯加工方式的板材几何信息示意图;
29.图2为图1所示一种非矩形板自动折弯加工方式的板材信息输入界面图;
30.图3为图1所示一种实施方式的一种非矩形板自动折弯加工方式的板材计算送料距离的示意图。
具体实施方式
31.下面结合附图对本发明作进一步详细的说明。
32.图1示意性地显示了根据本发明的一种实施方式的一种非矩形板自动折弯加工方式的板材几何信息,图2显示了图1中的一种非矩形板自动折弯加工方式的板材信息输入界面,图3显示了图1中的一种实施方式的一种非矩形板自动折弯加工方式的板材计算送料距离的情况。如图1-3所示,该加工方式通过折弯机、工作台、夹具和旋转装置等的相配合,以及使用专门设计的送料距离计算方法进行实现。
33.在操作使用本加工方式中,主要包括如下所述的几个步骤。
34.首先,根据加工图纸,将待加工的板坯的相关几何信息输入到折弯机的操作系统中,其中,所输入的几何信息包括板坯的总长度、各边长度和相应的倾斜角度数等。
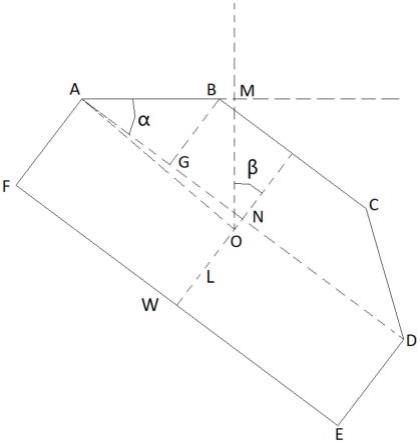
35.如图1所示,以待加工的非矩形板坯为多边形abcdef为例,其中可知板坯的总宽度为w=ef=ad,而板坯斜边到底边的距离为af或ed。
36.设板坯的总长度,即bc边到ef边的距离为l;而在加工时,待加工边与水平线的夹角为α,则当待加工边为与其他边夹角为90
°
时,α=0。
37.而如图2所示,为了操作人员便于理解,在输入界面将角α更名为角1或角2,则在信息输入界面可以输入板坯斜边到底边的距离ed的长度,板坯的总宽度ef的长度,以及角1或
角2的角度等数据。
38.下一步,在系统界面中选择折弯加工工艺和加工尺寸。其中,折弯加工工艺包括普通折弯、圆弧折弯和压死边折弯几种,并且每种又均包含向上折和向下折两种。
39.再下一步,将板坯放置在折弯机的工作台上,并使用定位块进行定位,其中,在定位时,采用轴对称分布的两个l型定位块卡住板坯的两侧,则可以使板子位于最大包络矩形中心以进行夹住。
40.再下一步,使用夹具夹住板坯,并对各边依次进行自动折弯加工。
41.以其中一条边为例,需要先根据实现设置的算法程序计算出送料距离再加工,其中,当待加工边与其他边夹角为90
°
和不为90
°
时,计算送料距离的方法不同。
42.本发明中的送料距离的计算方法如下所述。
43.如图3所示,在计算ab边(与其他边夹角不为90
°
)的送料距离时,设l的中点为o,l与ad的交点为n,则可得o点与n点的距离为:
44.on=l/2-(l-af);
45.则根据勾股定理,有:
46.ao=sqrt(ef*ef/4+on*on);
47.则∠aon=arctan(ef/2*no);
48.过o点作垂线mo,设∠mon=β,
49.则∠aom=∠aon-β=∠aon-α;
50.可得om=ao*cos∠aom;
51.设预期的折弯长度,即折弯成型后的尺寸为s,则有:
52.送料距离k=om-s。
53.在计算出送料距离后,根据送料距离,将板坯输送到指定位置完成下一步的折弯加工,即将ab边旋转到正对折弯刀的位置,其旋转的角度为α或α+n*90
°
,而n的数值需要根据定位时哪条边正对折弯刀来确定。
54.此外,当所计算的边与其他边夹角为90
°
时,则送料距离=板坯长(宽)的一半-预期的折弯长度,即:
55.k=l/2-s或w/2-s。
56.在对一条边的加工完成后,使用旋转装置将板坯旋转到下一指定边,再次根据该送料距离计算方式计算出该边的送料距离进行折弯加工,最后依次完成对板坯的各待加工边均进行计算送料距离和加工。
57.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1