六枪自动焊的制作方法
本发明涉及焊接装置,尤其是涉及一种六枪自动焊。
背景技术:
1、目前,在角钢和嵌压条的焊接过程中,需要陷在角钢进行人工划线,之后工人再将嵌压条放置到角钢的划线位置处,通过点焊进行定位,最后工人手动使用焊枪将嵌压条焊接在角钢上。
2、本申请人发现现有技术至少存在以下技术问题:
3、在现有技术中,角钢和嵌压条的焊接增大了工人劳动强度,产品一致性差,存在嵌压条焊接在角钢上的位置不准确的情况,生产效率比较低。
技术实现思路
1、本发明的目的在于提供六枪自动焊,以解决现有技术中角钢和嵌压条的焊接增大了工人劳动强度的技术问题。本发明提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
2、为实现上述目的,本发明提供了以下技术方案:
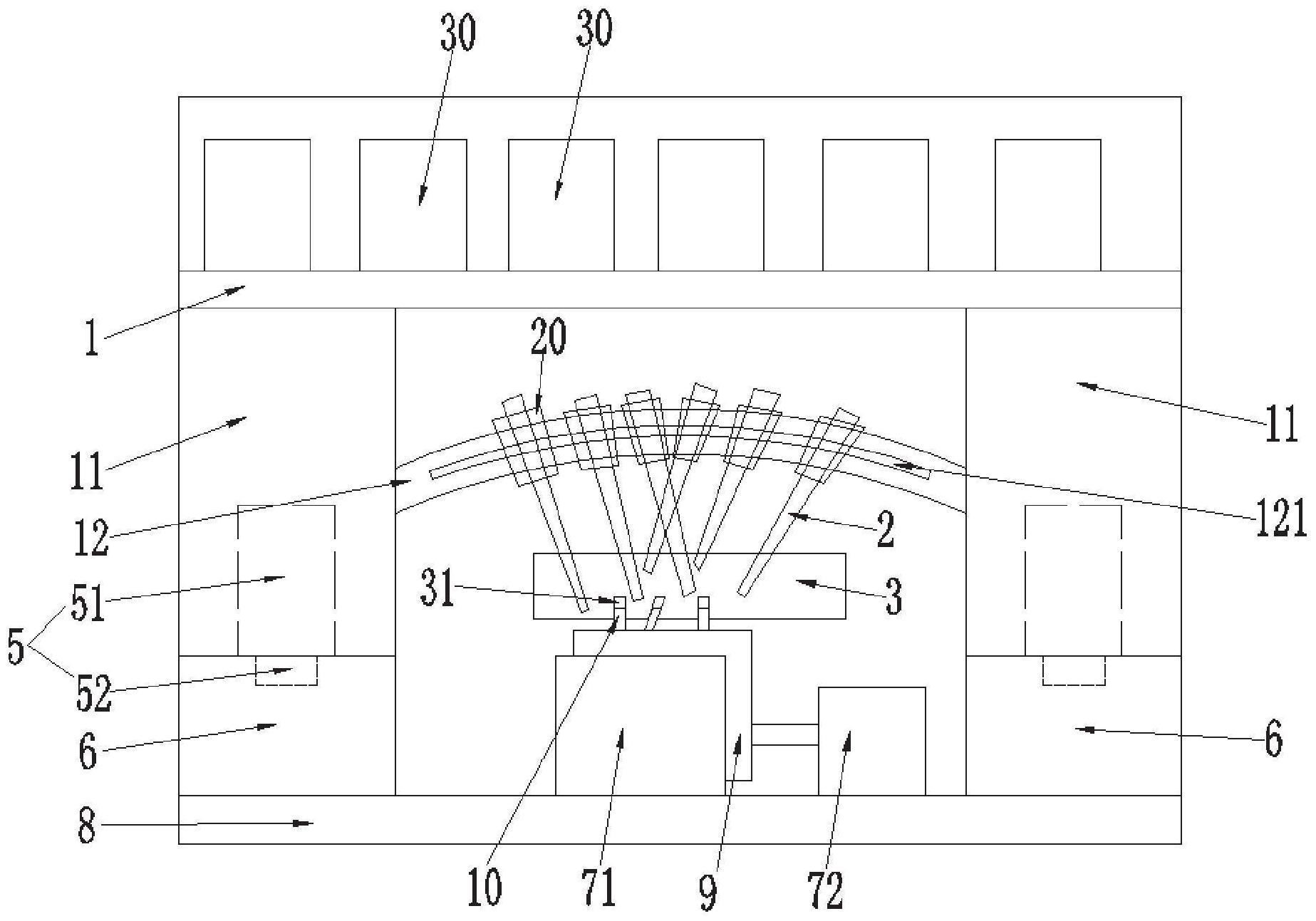
3、本发明提供的一种六枪自动焊,包括机架、焊枪、定位工装、支撑机构、推动结构、移动轨道、固定机构和支撑平台,其中,所述固定机构和所述移动轨道均安装在所述支撑平台上,所述机架位于所述移动轨道上且所述机架和所述移动轨道通过所述推动结构相连接,所述推动结构能推动所述机架沿所述移动轨道移动,所述定位工装位于所述固定机构的上方,所述定位工装通过所述支撑机构与所述机架相连接且所述支撑机构能调节所述定位工装与所述固定机构之间的距离,所述焊枪安装在所述机架上且所述焊枪位于所述定位工装的前端;
4、所述固定机构用于固定角钢,所述定位工装能将嵌压条放置到所述角钢的指定位置上且所述焊枪在所述机架的移动下将所述嵌压条焊接在所述角钢上。
5、可选地,所述定位工装的端面上设置有向内凹陷的定位槽,所述定位槽朝向所述固定机构,所述定位槽用于放置所述嵌压条。
6、可选地,所述定位槽的个数至少为三个。
7、可选地,所述支撑机构包括支撑杆、气缸和伸缩杆,所述支撑杆与所述机架相连接,所述气缸的活塞杆与所述支撑杆的一端转动连接,所述气缸的外壳与所述定位工装相连接,所述伸缩杆的一端与所述支撑杆的另一端转动连接,所述伸缩杆的另一端与所述定位工装相连接。
8、可选地,所述机架包括滑动座,所述滑动座与所述移动轨道滑动连接,所述推动结构安装在所述滑动座上;
9、所述移动轨道上设置有固定齿条,所述推动结构包括驱动器和齿轮传动机构,所述驱动器与所述齿轮传动机构相连接,所述驱动器安装在所述滑动座上,所述固定齿条与所述齿轮传动机构啮合连接,所述驱动器能驱动所述齿轮传动机构在所述固定齿条上滚动。
10、可选地,所述移动轨道、所述推动结构和所述滑动座的个数均为两个,所述固定机构位于两个所述移动轨道之间,所述定位工装位于两个所述滑动座之间。
11、可选地,所述焊枪的个数为六个。
12、可选地,还包括连接件,所述机架包括弧形板,所述弧形板上设置有弧形槽,所述连接件与所述弧形槽相连接且所述连接件能沿所述弧形槽移动,所述连接件与所述焊枪相连接。
13、可选地,所述固定机构包括支撑条和多个固定器,所述支撑条和所述固定器均安装在所述支撑平台上,所有所述固定器均位于所述支撑条的同一侧,所述角钢放置在所述支撑条上,所述固定器上的活动轴能将所述角钢固定在所述支撑条上。
14、可选地,还包括控制器和焊机,所述控制器和所述焊机均安装在所述机架上,所述焊机和所述焊枪通过管线相连接,所述焊机、所述推动结构和所述固定机构均与所述控制器电连接。
15、本发明提供的一种六枪自动焊,在使用时,先使用支撑机构将定位工装向上提升,再将角钢放置在固定机构上,同时固定机构可以使得角钢位于指定位置处,接着将需要焊接的嵌压条放在角钢上,之后支撑机构将定位工装向下移动,同时定位工装将嵌压条限制在角钢的指定位置处,最后同时启动推动结构和焊枪,机架在推动结构的作用下沿移动轨道移动,而焊枪在机架的移动过程中会沿着嵌压条与角钢之间的焊缝移动并进行焊接,同时定位工装也会沿着移动轨道移动,同时在移动过程中,使得嵌压条限制在角钢的指定位置处,避免嵌压条跑偏,本发明不需要人工划线以及点焊定位,固定机构可以将角钢放置于指定位置处,而定位工装可以将嵌压条放置在角钢的指定位置处,通过机械化控制,降低了工人的劳动强度,解决了现有技术中角钢和嵌压条的焊接增大了工人劳动强度的技术问题。
技术特征:
1.一种六枪自动焊,其特征在于,包括机架(1)、焊枪(2)、定位工装(3)、支撑机构(4)、推动结构(5)、移动轨道(6)、固定机构(7)和支撑平台(8),其中,
2.根据权利要求1所述的六枪自动焊,其特征在于,所述定位工装(3)的端面上设置有向内凹陷的定位槽(31),所述定位槽(31)朝向所述固定机构(7),所述定位槽(31)用于放置所述嵌压条(10)。
3.根据权利要求2所述的六枪自动焊,其特征在于,所述定位槽(31)的个数至少为三个。
4.根据权利要求1所述的六枪自动焊,其特征在于,所述支撑机构(4)包括支撑杆(41)、气缸(42)和伸缩杆(43),所述支撑杆(41)与所述机架(1)相连接,所述气缸(42)的活塞杆与所述支撑杆(41)的一端转动连接,所述气缸(42)的外壳与所述定位工装(3)相连接,所述伸缩杆(43)的一端与所述支撑杆(41)的另一端转动连接,所述伸缩杆(43)的另一端与所述定位工装(3)相连接。
5.根据权利要求1所述的六枪自动焊,其特征在于,所述机架(1)包括滑动座(11),所述滑动座(11)与所述移动轨道(6)滑动连接,所述推动结构(5)安装在所述滑动座(11)上;
6.根据权利要求5所述的六枪自动焊,其特征在于,所述移动轨道(6)、所述推动结构(5)和所述滑动座(11)的个数均为两个,所述固定机构(7)位于两个所述移动轨道(6)之间,所述定位工装(3)位于两个所述滑动座(11)之间。
7.根据权利要求1所述的六枪自动焊,其特征在于,所述焊枪(2)的个数为六个。
8.根据权利要求1所述的六枪自动焊,其特征在于,还包括连接件(20),所述机架(1)包括弧形板(12),所述弧形板(12)上设置有弧形槽(121),所述连接件(20)与所述弧形槽(121)相连接且所述连接件(20)能沿所述弧形槽(121)移动,所述连接件(20)与所述焊枪(2)相连接。
9.根据权利要求1所述的六枪自动焊,其特征在于,所述固定机构(7)包括支撑条(71)和多个固定器(72),所述支撑条(71)和所述固定器(72)均安装在所述支撑平台(8)上,所有所述固定器(72)均位于所述支撑条(71)的同一侧,所述角钢(9)放置在所述支撑条(71)上,所述固定器(72)上的活动轴能将所述角钢(9)固定在所述支撑条(71)上。
10.根据权利要求1所述的六枪自动焊,其特征在于,还包括控制器和焊机(30),所述控制器和所述焊机(30)均安装在所述机架(1)上,所述焊机(30)和所述焊枪(2)通过管线相连接,所述焊机(30)、所述推动结构(5)和所述固定机构(7)均与所述控制器电连接。
技术总结
本发明提供了一种六枪自动焊,涉及焊接装置技术领域,解决了现有技术中角钢和嵌压条的焊接增大了工人劳动强度的技术问题。该装置包括机架、焊枪、定位工装、支撑机构、推动结构、移动轨道、固定机构和支撑平台,其中,固定机构和移动轨道均安装在支撑平台上,机架位于移动轨道上且机架和移动轨道通过推动结构相连接,推动结构能推动机架沿移动轨道移动,定位工装位于固定机构的上方,定位工装通过支撑机构与机架相连接且支撑机构能调节定位工装与固定机构之间的距离,焊枪安装在机架上且焊枪位于定位工装的前端;固定机构用于固定角钢,定位工装能将嵌压条放置到角钢的指定位置上且焊枪在机架的移动下将嵌压条焊接在角钢上。
技术研发人员:底占强,乔北方
受保护的技术使用者:洛阳远盾人防工程设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!