硬质合金与高碳合金钢的激光焊接方法
本发明涉及一种异种金属材料之间的焊接方法,特别是涉及一种硬质合金与高碳合金钢的激光焊接方法。
背景技术:
1、目前用于切削加工与切割高强钢铁材料的工具大都采用基体钢与硬质合金(或金刚石)焊接的复合结构,其中基体钢是切削加工与切割过程中主要的载荷承受者,因此基体钢材料必须足够的强度、韧性和硬度,能够承受巨大的载荷。同时基体钢需要具有一定的耐磨性,特别是在切割600mpa以上的高强钢铁材料时,对基体钢材料的要求则进一步提高。
2、基体钢选材倾向于使用碳含量大于0.6%的高碳合金钢,但高碳合金钢与硬质合金两者的焊接性能均比较差。现有技术中,高碳合金钢与硬质合金两者的焊接大都采用高温钎焊工艺,即在将高碳合金钢与硬质合金准备并定位完毕后,采用感应加热等方式形成局部高温,依靠高碳合金钢与硬质合金间的高温扩散形成连接。用于高温状态下元素扩散速度有限,因此需要维持一定的时间,而在高温状态下高碳合金钢存在表面脱碳与内部组织粗大等现象,造成焊接强度不高。即使是使用激光束焊接来缩短焊接位置的高温状态时间,但是经过后续的热处理后接头处仍容易发生表面脱碳。
技术实现思路
1、针对上述现有技术的缺陷,本发明的一个任务使提供一种硬质合金与高碳合金钢的激光焊接方法,解决高碳合金钢焊接时的脱碳以及组织粗大等问题,提高硬质合金与高碳合金钢的焊接质量。
2、本发明技术方案如下:一种硬质合金与高碳合金钢的激光焊接方法,包括以下步骤:
3、步骤1、清洁硬质合金基材与高碳合金钢基材的焊接部位表面;
4、步骤2、在所述硬质合金基材与所述高碳合金钢基材的焊接面之间填充中间焊料;
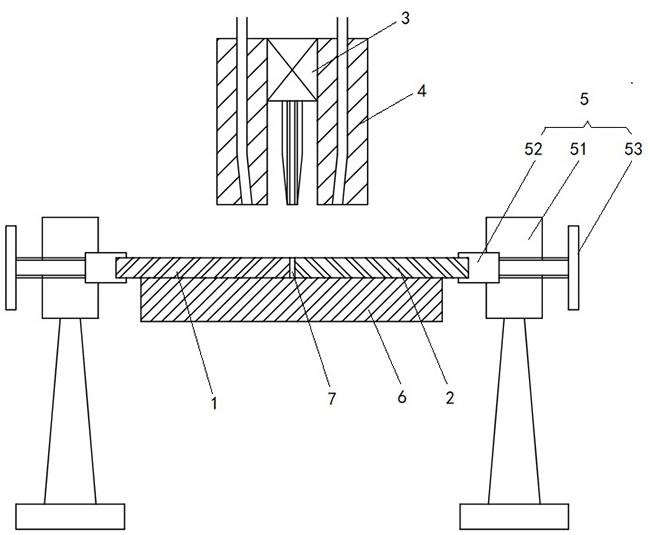
5、步骤3、以所述焊接面相靠近的方向对所述硬质合金基材与所述高碳合金钢基材施压;
6、步骤4、在氩气保护下,采用激光束焊接所述硬质合金基材与所述高碳合金钢基材;
7、步骤5、在所述硬质合金基材与所述高碳合金钢基材的焊接接头表面涂覆防氧化涂料并烘干;
8、步骤6、将所述步骤5处理后的材料加热至750~850℃,保温1~2h;油淬处理后加热至150~250℃,回火保温2~3h,再出炉空冷至室温;
9、其中所述防氧化涂料由粉料与粘结剂按质量比1∶0.3~1混合,所述粉料包括以下质量比组分:石墨粉20~40%、氧化铝粉30~50%和氧化硅粉30~50%,所述粘结剂为水玻璃。
10、进一步地,所述防氧化涂料的涂覆厚度为0.1~0.3mm。
11、进一步地,所述中间焊料包括以下质量比组分:fe粉30~40%、co粉30~50%、ni粉0~20%和cu粉0~20%。
12、进一步地,所述硬质合金基材与所述高碳合金钢基材的焊接面之间用于填充所述中间焊料的间隙为0.1~0.4mm。
13、进一步地,所述步骤3中施压压力为0.1~0.3mpa。
14、进一步地,所述步骤4中焊接时激光光斑直径选为0.5~0.8mm,焊接速度为0.5~1mm/s,氩气压力为0.1~0.3mpa,采用正反两面焊接,每面焊接深度不超过焊缝深度的2/3。
15、进一步地,所述硬质合金为钨钴硬质合金或钨钛钽钴类硬质合金或钨钛铌钴类硬质合金。
16、进一步地,所述高碳合金钢为含碳量超过0.7%的高碳合金钢。
17、本发明所提供的技术方案的优点在于:
18、利用激光束的集中热量促使高碳合金钢与硬质合金间的局部熔焊,激光束热作用时间短,对焊缝周围组织的热作用小,配合氩气保护可减少基材表面脱碳,在热处理过程中,通过在焊接头表面涂覆防氧化涂料进一步阻止高碳钢的表面脱碳反应,防止气孔等质量缺陷的产生,提高了高碳合金钢与硬质合金两者的焊接质量问题。采用本发明方法焊接后焊接强度可以达到高碳合金钢的70%以上,同时可以形成细小的微观组织形态,具有良好的强韧性和弯曲强度,制得的复合材料适合于高强韧切割工具制品的制备。
技术特征:
1.一种硬质合金与高碳合金钢的激光焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的硬质合金与高碳合金钢的激光焊接方法,其特征在于,所述防氧化涂料的涂覆厚度为0.1~0.3mm。
3.根据权利要求1所述的硬质合金与高碳合金钢的激光焊接方法,其特征在于,所述中间焊料包括以下质量比组分:fe粉30~40%、co粉30~50%、ni粉0~20%和cu粉0~20%。
4.根据权利要求1所述的硬质合金与高碳合金钢的激光焊接方法,其特征在于,所述硬质合金基材与所述高碳合金钢基材的焊接面之间用于填充所述中间焊料的间隙为0.1~0.4mm。
5.根据权利要求1所述的硬质合金与高碳合金钢的激光焊接方法,其特征在于,所述步骤3中施压压力为0.1~0.3mpa。
6.根据权利要求1所述的硬质合金与高碳合金钢的激光焊接方法,其特征在于,所述步骤4中焊接时激光光斑直径选为0.5~0.8mm,焊接速度为0.5~1mm/s,氩气压力为0.1~0.3mpa,采用正反两面焊接,每面焊接深度不超过焊缝深度的2/3。
7.根据权利要求1所述的硬质合金与高碳合金钢的激光焊接方法,其特征在于,所述硬质合金为钨钴硬质合金或钨钛钽钴类硬质合金或钨钛铌钴类硬质合金。
8.根据权利要求1所述的硬质合金与高碳合金钢的激光焊接方法,其特征在于,所述高碳合金钢为含碳量超过0.7%的高碳合金钢。
技术总结
本发明公开了一种硬质合金与高碳合金钢的激光焊接方法,包括步骤:清洁基材的焊接部位;在基材的焊接面之间填充中间焊料;以焊接面相靠近的方向对基材施压;在氩气保护下,采用激光束焊接基材;在基材的焊接接头表面涂覆防氧化涂料并烘干;将焊接的材料加热至750~850℃,保温1~2h;油淬处理后加热至150~250℃,回火保温2~3h,再出炉空冷至室温;防氧化涂料由粉料与粘结剂按质量比1∶0.3~1混合,粉料包括以下质量比组分:石墨粉20~40%、氧化铝粉30~50%和氧化硅粉30~50%,粘结剂为水玻璃。本发明的焊接方法解决高碳合金钢焊接时的脱碳问题,提高高碳合金钢于硬质合金的焊接质量。
技术研发人员:孙德勤,杨兰玉,张黎伟
受保护的技术使用者:常熟理工学院
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!