一种适用于车床的刀具及对轴类零件端面加工的方法与流程
1.本发明涉及加工刀具领域,尤其是涉及一种适用于车床的刀具及对轴类零件端面加工的方法。
背景技术:
2.零件的端面是零件轴向定位、测量的基准,车床主要是用于加工轴类、盘类等回转体零件,利用车床对零件端面加工的过程目的是使工件达到指定的尺寸。用车床对轴类零件端面加工时,一般是先将轴类固定在车床的夹盘上,车刀沿径向进刀对轴类的端面进行加工。
3.车刀的进刀量随着轴类零件端面半径的增大而增大,当轴类工件的半径较大而对轴类工件轴向切削量较小时,车刀的进刀量较大,使得加工效率较低。
技术实现要素:
4.为了改善对半径较大的轴类零件而轴向切削量较小时,工作效率较低的问题,本技术提供一种适用于车床的刀具及对轴类零件端面加工的方法。
5.一方面本技术提供的一种适用于车床的刀具采用如下的技术方案:一种适用于车床的刀具,包括固定设置在车床刀塔上的刀架,所述刀架设置有用于对轴类加工件端面加工的切削组件,所述刀架正对于轴类加工件的端面,所述切削组件包括刀盘、与刀盘连接的切削部,所述切削部包括若干把切削刀,当轴类加工件旋转一周时,若干把所述切削刀对轴类加工件的整个端面进行完整的切削。
6.通过采用上述技术方案,刀塔逐渐向靠近轴类加工件的方向移动的过程中,车刀由轴类加工件的轴向进刀,若干把切削刀对轴类加工件的端面进行车削加工,当轴类加工件端面的半径较大,而轴向切削量较少时,刀塔只需延轴类加工件的轴向少量移动,提高了刀具对端面半径较大的轴类加工件加工的加工效率。
7.可选的,所述切削刀的刀刃远离刀盘旋转中心的一端与所述刀盘旋转中心的连线为该切削刀的径线,所述径线与所述切削刀的刀刃之间的夹角为15
°‑
30
°
之间。
8.通过采用上述技术方案,既可以缩小切削刀在该切削刀的径线为基准的投影长度,又能够延长切削刀的长度,具有减小切削刀的切削力的有益效果。
9.可选的,若干把所述切削刀的刀刃长度方向的中心与所述刀盘旋转中心的连线均位于同一条直线上。
10.通过采用上述技术方案,切削刀刀刃的中心与刀盘旋转中心的连线位于同一直线,且若干个切削刀同时对轴类加工件的端面加工,相互分担切削刀对轴类加工件的端面切削时的切削应力。
11.可选的,若干把所述切削刀的刀刃长度方向的中心与所述刀盘旋转中心的连线均位于不同直线上。
12.通过采用上述技术方案,由于若干个切削刀刀刃的中心与刀盘旋转中心的连线均
位于不同的直线,因此在轴类加工件相对于刀盘转动时,切削刀依次对轴类零件的端面加工,使切削刀能够最大化的延长,而互相不容易产生干扰。
13.可选的,至少两把靠近所述刀盘中心的切削刀的刀刃长度方向的中心与所述刀盘旋转中心的连线均位于同一条直线上,其余所述切削刀的刀刃长度方向的中心与所述刀盘旋转中心的连线均位于不同直线上且不同于靠近所述刀盘中心的切削刀的刀刃长度方向的中心与所述刀盘旋转中心的连线所在的直线。
14.通过采用上述技术方案,靠近轴类加工件轴心处的切削刀的刀刃中心与刀盘旋转中心的连线位于同一直线上,使得若干把切削刀对轴类加工件的端面加工时,轴类加工件的中心更加平整不容易出现凸点或凹点。
15.可选的,所述刀盘开设有若干个与所述切削刀适配的切割槽,所述切削刀与所述刀盘开设切割槽的侧壁连接。
16.通过采用上述技术方案,刀具对轴类加工件的端面加工的过程中产生的铁屑沿着切割槽掉落,在铁屑自身重力和切割槽的引导的共同作用下,铁屑掉落,而不容易发生迸溅。
17.可选的,其中一把所述切削刀至少有两个加工部,其中一个加工部位于轴类加工件轴心的一侧,且其中一个加工部位于轴类加工件轴心的另一侧。
18.通过采用上述技术方案,其中一把切削刀覆盖轴类加工件的轴心,在轴类加工件相对于刀盘转动时,该把切削刀对轴类加工件的轴心覆盖并切削,使轴类加工件的端面被加工的更加平整。
19.可选的,所述刀盘内穿设有吹气管,所述吹气管一端与外界气泵连通,所述吹气管的另一端连通有若干个分支管,若干个所述分支管分别延伸至所述刀盘开设切割槽的侧壁外侧。
20.通过采用上述技术方案,当工作人员控制外界的气泵打开时,分支管贯穿刀盘并对切削刀处吹气,使得刀具对轴类加工件的端面加工过程中产生的铁屑不容易粘黏在切削刀处,提高了对轴类加工件端面的加工精度。
21.另一方面,本技术提供的一种对轴类零件端面加工的方法,该方法适用于所述刀具。
22.可选的,包括以下步骤:s1、将轴类加工件安装在车床的夹爪上;s2、将刀具安装在车床的刀塔上,并使刀具正对于轴类加工件的端面;s3、将若干个切削刀安装在刀盘上,使轴类加工件旋转一周时,若干个切削刀对轴类加工件的整个端面能够完整的车削,且切削刀的刀刃与该切削刀的径线之间的夹角为15
°‑
30
°
,并使若干个切削刀的刀刃长度方向的中心与所述刀盘旋转中心的连线分别位于不同的直线上;s4、车床夹爪带着轴类加工件开始转动,车床座逐渐的向靠近刀头的方向移动,从而使若干个切削刀对轴类加工件的端部端部进行车削加工。
23.通过采用上述技术方案,刀具正对于轴类加工件的端部对轴类加工件加工,若干个切削刀能够相互分担切削时产生的应力,且由于切削刀的刀刃与该切削刀的径线之间的角度,既能够缩小切削刀的刀刃在该切削刀的径线上投影的长度,又能够延长切削刀的长
度,达到在刀盘上最大化增加切削刀分布的数量,从而具有减小切削刀切削阻力的效果。
24.综上所述,本技术包括以下至少一种有益效果:1. 刀具正对于轴类加工件的端部对轴类加工件加工,若干个切削刀能够相互分担切削时产生的应力,且由于切削刀的刀刃与该切削刀的径线之间的角度,既能够缩小切削刀的刀刃在该切削刀的径线上投影的长度,又能够延长切削刀的长度,达到在刀盘上最大化增加切削刀分布的数量,从而具有减小切削刀切削阻力的效果。
25.2.其中一把切削刀覆盖轴类加工件的轴心,在轴类加工件相对于刀盘转动时,该把切削刀对轴类加工件的轴心覆盖并切削,使轴类加工件的端面被加工的更加平整。
附图说明
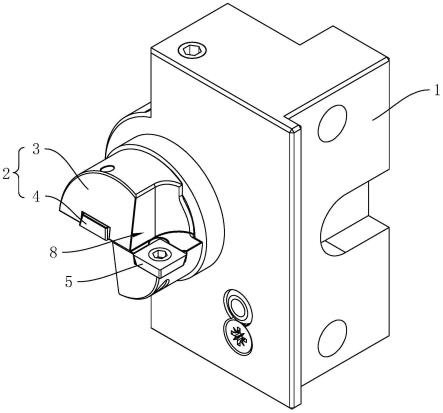
26.图1是本技术实施例一中的一种适用于车床的刀具的立体图。
27.图2是本技术实施例一中的刀盘的正视图。
28.图3是本技术实施例一中的吹气管的结构示意图。
29.图4是本技术实施例二中的刀盘的正视图。
30.图5是本技术实施例三中的刀盘的正视图。
31.图6是本技术实施例四中的刀盘的正视图。
32.图7是本技术实施例五中的刀盘的正视图。
33.附图标记说明:1、刀架;2、切削组件;3、刀盘;4、切削部;5、切削刀;6、径线;7、旋转中心;8、切割槽;9、加工部;10、吹气管;11、分支管;12、刀刃。
具体实施方式
34.以下结合附图1-7对本技术作进一步详细说明。
35.实施例一本技术实施例公开一种适用于车床的刀具。参照图1和图2,一种适用于车床的刀具,包括固定设置在刀塔上的刀架1,刀架1上设置有用于对轴类零件的端部加工的切削组件2。刀架1正对于轴类加工件的端面,切削组件2包括横截面为圆形的刀盘3和设置在刀盘3上的切削部4,切削部4包括若干把切削刀5,在对轴类加工件切削时,每把切削刀5在轴类加工件的端部的切削轨迹均形成一个环状,不同切削刀5构成不同的环状,不同的环状构成一整个切削面,当轴类加工件相对于切削组件2旋转一周时,若干把切削刀5能够对轴类加工件的整个端面进行完整的切削,切削刀5的刀刃12远离刀盘3旋转中心7的一端与刀盘3旋转中心7的连线为该切削刀5的径线6,本实施例中切削刀5为两把,两把切削刀5的刀刃12均与其自身的径线6重合,使两把切削刀5的刀刃12长度方向的中心与刀盘旋转中心7的连线位于同一条直线上。
36.参照图1,刀盘3还开设有两个切割槽8,切削刀5可拆卸连接在刀盘3开设切割槽8的侧壁,不同的切削刀5分别位于不同的切割槽8处,切割槽8内呈弧形,使得轴类加工件相对于切削组件2转动时产生的碎屑经过切割槽8落下。
37.参照图1和图3,刀盘3内还穿设有吹气管10,吹气管10的一端穿过刀盘3和刀架1并与外界的气泵连通,吹气管10的另一端连通有两个分支管11,两个分支管11远离吹气管10的一端分别延伸至刀盘3开设切割槽8的侧壁并朝向不同的切削刀5吹气。
38.本实施例的实施原理为:工作人员先将轴类加工件装夹在车床的夹爪上,然后再将切削组件2安装在车床上的刀塔上,刀塔沿轴类加工件的轴向移动,车床的夹爪带动轴类加工件开始转动,当刀塔带动切削组件2向靠近轴类加工件的方向移动时,两把切削刀5对轴类加工件的端面进行完整的切削,加工过程中产生的碎屑在切割槽8的引导下向下掉落,而气泵在开启的状态时,气流通过吹气管10进入两个分支管11,两个分支管11分别对两个切削刀5处吹气,使切削刀5不容易粘黏碎屑,工作人员只需根据对轴类加工件的轴向加工量的大小调整切削组件2的移动量,又由于切削刀5均是延轴向进刀对零件加工,因此省略了径向进刀的步骤,对轴类加工件的加工端面半径较大而轴向加工量较少时,具有更高的切削效率。
39.实施例二本技术实施例公开一种适用于车床的刀具。参照图4,一种适用于车床的刀具与本技术实施例一中的主要结构和功能相同,其不同之处在于:切削刀5的刀刃12与该切削刀5的径线6之间的角度为15
°‑
30
°
之间,本实施例中切削刀5可以为两把也可以为两把以上,且每把切削刀5的刀刃12长度方向的中心与刀盘旋转中心7的连线均位于同一条直线上。
40.本实施例的实施原理与实施例一中的不同之处在于:当切削刀5对轴类加工件的端面加工时,既可以缩小切削刀5以该切削刀5的径线6为基准投影长度,又能够延长切削刀5的刀刃12长度,减小切削刀5所受到的切应力。
41.实施例三本技术实施例公开一种适用于车床的刀具。参照图5,一种适用于车床的刀具与本技术实施例一中的主要结构和功能相同,其不同之处在于:切削刀5的刀刃12与该切削刀5的径线6之间的角度为15
°‑
30
°
之间,本实施例中切削刀5可以为两把也可以为两把以上,且每把切削刀5的刀刃12长度方向的中心与刀盘3旋转中心7的连线均位于不同直线上。
42.本实施例的实施原理与实施例一中的不同之处在于:通过将切削刀5相互错位分布,能够最大化的分布切削刀5在刀盘3上的分布数量,减小切削刀5所受到的切应力。
43.实施例四本技术实施例公开一种适用于车床的刀具。参照图6,一种适用于车床的刀具与本技术实施例一种的主要结构和功能相同,其不同之处在于:本技术实施例中切削刀5有三把也可以有三把以上,其中至少有两把靠近刀盘3中心的切削刀5的刀刃12长度方向的中心与刀盘3旋转中心7的连线位于同一条直线上,而其他切削刀5的刀刃长度方向的中心与刀盘3旋转中心7的连线均位于不同的直线上,且不同于靠近刀盘3中心的切削刀的刀刃5长度方向的中心与刀盘3旋转中心7的连线所在的直线。
44.本实施例的实施原理与实施例一中的不同之处在于:靠近圆盘中心的切削刀5受到的切应力较大,因此通过这样的设置减小每个靠近圆盘中心的切削刀5的长度,而使靠近圆盘中心的切削刀5相加之和能够满足对轴类加工件中心切削的长度,从而使切削刀5能够相互分担切应力。
45.实施例五本技术实施例公开一种适用于车床的刀具。参照图7,一种适用于车床的刀具与本技术实施例一种的主要结构和功能相同,其不同之处在于:本技术实施例中切削刀5可以为两把也可以为两把以上,其中靠近刀盘3中心的切削刀5至少有两个加工部9,其中一个加工
部9位于轴类加工件轴心的一侧,而其中至少有一个加工部9位于轴类加工件轴心的另一侧。
46.本实施例的事实原理与实施例一中的不同之处在于:由于加工部9覆盖于轴类加工件的轴心,当轴类加工件旋转时,使对轴类加工件轴心处加工时是一把切削刀5覆盖切削,使切削刀5对轴类加工件的端面加工的更加平整。
47.本技术还提供了一种对轴类零件端面加工的方法,适用于实施例四中的刀具,包括以下步骤:s1、将轴类加工件安装在车床的夹爪上;s2、将刀具安装在车床的刀塔上,并使刀具正对于轴类加工件的端面;s3、将若干个切削刀安装在刀盘上,使轴类加工件旋转一周时,若干个切削刀对轴类加工件的整个端面能够完整的车削,且切削刀的刀刃与该切削刀的径线之间的夹角为15
°‑
30
°
,并使若干个切削刀的刀刃长度方向的中心与所述刀盘旋转中心7的连线分别位于不同的直线上;s4、车床夹爪带着轴类加工件开始转动,车床座逐渐的向靠近刀头的方向移动,从而使若干个切削刀对轴类加工件的端部端部进行车削加工。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1