一种适用于异型接头的能量时空动态分布的激光焊接方法及系统
1.本发明涉及铝合金激光技术领域,具体涉及一种适用于异型接头的能量时空动态分布的激光焊接方法及系统。
背景技术:
2.铝合金被誉为当代工业的“绿色金属”,密度约为2800kg/m3,其具有比强度高,机加工性能优良以及较好的导热性能。使得铝合金被广泛应用于航天、汽车、陆军装备等领域,并作为结构轻量化的首选材料。在具体的工业结构中,薄壁铝合金双缝t型接头是一种应用较为广泛的接头形式。因材料本身物理特性和接头形式几何特点等因素,获得焊接质量优良的薄壁双缝t型焊接接头变得较为困难。
3.焊接技术是影响该种接头形式能否广泛应用的关键技术之一。铝合金材料本身的物理属性决定了铝合金并不具备较好的焊接性,焊接过程中会产生大变形、气孔、表面缺陷、裂纹敏感性高及接头软化(热处理强化铝合金)等一系列焊接问题。因此,铝合金焊接过程中通常需要设计较为复杂的工装夹具用来减小焊后变形,采用焊前预热、调控焊接能量及焊接速度之间的关系来增加熔池停留时间,便于气孔的逸出,然而这些工艺措施无法满足高效率焊接的需求。为了减小变形和提高焊接生产效率,国内外开始采用高速激光焊接和激光-电弧复合焊接的工艺方法,虽然激光焊接和激光-电弧复合焊接具有焊接速度快、焊缝深宽比大、接头强度高等特点,但是焊接接头的气孔、大变形问题仍为有效的解决。针对薄壁铝合金双缝t型接头,在距离较近的局域内,无论单道多次还是双光束同步焊接,都存在一定短板。
4.专利文献cn103056533b公开了一种振荡扫描激光束-电弧复合焊接方法及系统,该方法可以均匀化焊缝微观组织、细化晶粒、降低焊接缺陷,综合了激光束焊接和电弧焊接的双重优点,但其仍不适用于薄壁铝合金双缝t型接头,在距离较近的区域内采用这种工艺,因较为密集的热输入会在较大程度上恶化焊接接头的组织性能,使得焊接结构产生较大变形;专利文献cn110280900b公开了一种用于钛合金的光束摆动激光焊接方法,该方法解决了钛合金焊接接头抗拉强度不足和焊接表面缺陷问题。铝合金和钛合金在物理属性存在较大差异,该种工艺方法在抑制铝合金焊接接头内部的气孔方面仍存在不足。
技术实现要素:
5.本发明的目的之一在于提供一种适用于异型接头的能量时空动态分布的激光焊接方法,具体涉及薄壁铝合金双缝t型焊接接头等异型接头的激光焊接方法,可实现一次单面焊接三面成型,焊接过程中采用振荡激光束的能量随扫描路径动态变化,可以有效控制焊接热输入,起到调控组织和控制焊接结构变形作用,焊接能力优于已有的振荡激光束焊接和复合焊接等工艺方法。
6.本发明的目的之二在于提供一种适用于异型接头的能量时空动态分布的激光焊
接系统,用于进行薄壁铝合金双缝t型接头的动态能量振荡激光-电弧复合焊接。
7.本发明实现目的之一所采用的方案是:一种适用于异型接头的能量时空动态分布的激光焊接方法,包括以下步骤:
8.(1)采用激光在前-电弧在后的复合方式,调整激光束和电弧之间的间距和夹角,使两者位置在有效的复合范围之内;
9.(2)设定能量随扫描路径动态变化的振荡激光束和电弧工艺参数,实施薄壁铝合金双缝t型接头振荡激光-电弧复合焊接,形成焊缝并完成工件焊接。
10.优选地,所述步骤(1)中,激光束和电弧之间夹角的调节范围为20
°‑
50
°
;激光束离焦量的调节范围为-2mm-2mm,光丝间距的调节范围为0-5mm。
11.优选地,所述步骤(2)中,激光束振荡扫描图形为圆形、“8”字形、横向直线扫描形、三角形中的任意一种,电弧沿直线运动。
12.优选地,所述步骤(2)中,激光束的振荡频率为10-500hz,振幅为0.2-4.5mm。
13.优选地,所述步骤(2)中,能量随扫描路径动态变化是指双缝中间区域的激光束功率为500-1500w,两侧焊缝及其附近外侧区域的激光束功率为2500-3500w。
14.优选地,所述步骤(2)中,焊接速度变化范围为5-30mm/s,焊接电流变化范围为50-200a。
15.优选地,所述步骤(2)中,采用所述的焊接方法可获得形似“w”形焊缝截面形貌。
16.本发明实现目的之二所采用的方案是:一种适用于异型接头的能量时空动态分布的激光焊接系统,其焊接工作站系统主要包括:焊接工作站控制系统、激光器、扫描振镜及控制器、焊接电源、焊接机器人及其控制系统、激光-电弧复合加工头、焊接工作台;
17.其中,焊接工作站控制系统分别与激光器、焊接电源、焊接机器人控制系统和扫描振镜控制器之间电信号连接;激光器通过传输镜组成或传输光纤与扫描振镜光连接,激光-电弧复合加工头安装在焊接机器人一端,实现动态焊接过程;扫描振镜控制器用于控制振荡激光束能量随扫描路径动态变化过程、振荡路径形式、振荡半径及振幅。
18.优选地,所述焊接机器人可以实现空间范围内六个自由度的运动。
19.中间区域设置较低的激光功率目的在于稳定熔池形态,起到液态金属“搭桥”的作用;相反,双缝及其附近外侧区域设置较高的功率目的在于获取满足焊接质量要求的熔深、熔宽,进而获得形似“w”形焊缝截面形貌。调整激光束和焊接电弧工艺参数,形成良好的焊接过程并完成该结构的焊接。
20.本发明的焊接方法中,激光束在焊接平面上作周期性的高速震荡扫描运动,随光束扫描路径空间位置的不同,激光能量在路径上不同位置动态变化,使扫描路径具有不同的熔深,以此完成对异型接头的焊接。
21.本发明具有以下优点和有益效果:
22.本发明的焊接方法和系统综合了激光-电弧复合焊接和振荡激光焊接的特点,复合了振荡激光束能量随扫描路径动态变化过程,用于薄壁铝合金双缝t型接头焊接,实现一次单面焊接三面成型,通过在焊接过程中控制振荡激光束的能量随扫描路径动态变化,可以有效控制焊接热输入,起到调控组织和控制焊接结构变形作用,焊接能力优于已有的振荡激光束焊接和复合焊接等工艺方法。
23.本发明的焊接方法与传统的激光焊接、振荡激光焊接、激光-电弧复合焊接、振荡
激光-电弧复合焊接相比,可以有效控制焊接热输入,获取截面形貌为“w”形等定制形状的焊缝接头,起到调控组织和控制焊接结构变形作用的作用。
24.本发明的焊接系统设备组成简单,保证焊接质量的同时焊接效率优良。
附图说明
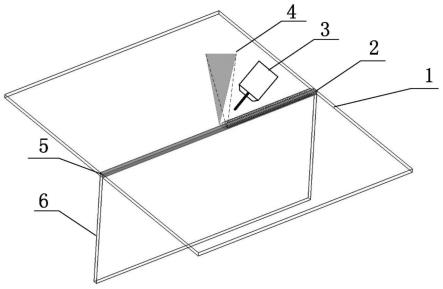
25.图1所示为本发明所述焊接工艺方法的原理示意图;
26.图2所示为本发明中激光束扫描典型路径,其中2a-圆形、2b
‑“
8”字形、2c-横向直线形、2d-三角形;
27.图3所示为本发明中焊接系统结构示意图。
28.图中,1.试样翼板;2.振荡激光束运动轨迹;3.电弧焊枪;4.振荡激光束;5.焊缝;6.试样立板;7.高能量密度区域;8.低能量密度区域,9.焊接工作台;10.激光控制器;11.焊接工作站控制系统;12.扫描振镜控制器;13.保护气体输入装置;14.焊接电源;15.扫描振镜;16.激光-电弧复合加工头。
具体实施方式
29.为更好的理解本发明,下面的实施例是对本发明的进一步说明,但本发明的内容不仅仅局限于下面的实施例。
30.基于激光焊接试验研究、铝合金材料属性分析、焊接接头形式特点,本发明提出了一种适用于异型接头的能量时空动态分布的激光焊接及系统方法。该方法综合了激光-电弧复合焊接和振荡激光焊接的特点,复合了振荡激光束能量随扫描路径动态变化过程,适用于薄壁铝合金双缝t型接头焊接,实现了一次单面三面成型的工艺目的。如图1所示为本发明中焊接工艺方法原理示意图,具体按照以下所述步骤进行:
31.(1)焊接接头形式为i型坡口,试样立板和翼板之间间隙为0-0.4mm,采用机械和化学处理方法清理焊缝及两侧区域,去除氧化膜、油污、氧化物等;
32.(2)调整激光加工头和焊枪的相对位置,使两者处于较佳的复合范围之内。
33.激光束和电弧之间夹角的调节范围为20
°‑
50
°
;激光束离焦量的调节范围为-2mm-2mm,光丝间距的调节范围为0-5mm。
34.(3)设定能量随扫描路径动态变化的振荡激光束和电弧工艺参数,使得两者共同作用于焊接试样形成稳定的焊接过程。在此过程中,振荡激光-电弧复合焊接加工头在焊接机器人的带动下按照给定路径(直线、曲线)运行;能量随扫描路径动态变化的激光束和电弧共同作用于一个微小区域内,通过所述特性的激光束和电弧耦合作用,精确调控激光能量在不同空间位置和不同时间的分布,达到了控制热出入、改善熔池传质和传热、凝固等特性的目的,以此有效控制焊接接头组织形态和应力应变行为。
35.以上所述步骤中,焊接速度变化范围为5mm/s-30mm/s,焊接电流变化范围为50a-200a,在中间立板区域激光功率变化范围为500-1500w,激光束运动到两侧翼板区域时,激光束功率变化范围为:2500-3500w。激光束可沿4种不同路径进行扫描,如图2所示(其中2a-圆形、2b
‑“
8”字形、2c-横向直线形、2d-三角形)。激光束的振荡频率为10-500hz,振幅为0.2-4.5mm。
36.实施例1
37.一种适用于异型接头的能量时空动态分布的激光焊接方法,包括以下步骤:
38.(1)焊接试板与焊接材料
39.两块试样翼板和立板为相同的5a06(al-mg系)铝合金,尺寸为:60
×
100
×
1.5mm。焊丝采用直径为1.0mm的er5356铝合金焊丝。
40.(2)焊前准备
41.对厚度为1.5mm的薄壁铝合金采用对接焊,i型坡口,试板间隙为0。将接头及其周围区域进行机械和化学清洗,直至焊接及其附近区域呈现金属光泽,熔池区域采用纯ar(99.99%)气体进行保护。
42.(3)焊接工艺
43.采取激光在前,焊枪在后的引导方式进行焊接,环境温度为25℃,焊前无需进行预热。激光束沿圆形扫描路径进行焊接,且能量随激光斑点作用空间位置不同动态变化。在一个振荡周期内,激光斑点作用于中间立板区域时激光功率为1000w,在两侧翼板区域作用时激光功率为2500w。其他工艺参数如下设置:离焦量0mm,振荡激光振幅半径2mm,振荡频率50hz,焊接速度15mm/s,焊枪与激光束轴线夹角为28
°
,光丝间距2mm,焊接电流110a,焊接电压15v,保护气体流量25l/min。
44.经上述焊接工艺方法获得的焊缝进行目检、x射线检测,焊缝表面光滑整洁、光亮度较好,无表面和内部裂纹,无咬边等缺陷,翼板角变形量小于2mm,满足使用性能要求。
45.实施例2
46.一种适用于异型接头的能量时空动态分布的激光焊接方法,包括以下步骤:
47.(1)焊接试板与焊接材料
48.焊接试样翼板和立板采用相同尺寸和牌号(6061)的铝合金,尺寸为:50
×
120
×
1.5mm。焊丝采用直径为1.0mm的er5356铝合金焊丝。
49.(2)焊前准备
50.对厚度为1.5mm的薄壁铝合金采用对接焊,i型坡口,翼板和立板之间拼接间隙为0.2mm。将接头及其周围区域进行机械和化学清洗,直至焊接及其附近区域呈现金属光泽,熔池区域采用纯ar(99.99%)气体进行保护。
51.(3)焊接工艺
52.采取激光在前,焊枪在后的引导方式进行焊接,环境温度为25℃,焊前无需进行预热。激光束沿“8”字形扫描方式进行焊接,且能量随激光斑点作用空间位置不同动态变化。在一个振荡周期内,激光斑点作用于中间立板区域时激光功率为1200w,在两侧翼板区域作用时激光功率为2800w。其他工艺参数如下设置:离焦量0mm,振荡激光振幅半径1.5mm,振荡频率100hz,焊接速度15mm/s,焊枪与激光束轴线夹角为28
°
,光丝间距2mm,焊接电流110a,焊接电压15v,保护气体流量25l/min。
53.经上述焊接工艺方法获得的焊缝进行目检、x射线检测,焊缝表面光滑整洁、光亮度较好,无表面和内部裂纹,无咬边等缺陷,翼板角变形量小于2mm,满足使用性能要求。
54.实施例3
55.一种适用于异型接头的能量时空动态分布的激光焊接方法,包括以下步骤:
56.(1)焊接试板与焊接材料
57.焊接试样的翼板和立板均为相同牌号(6061)的铝合金,翼板尺寸为:50
×
120
×
1.5mm,立板尺寸为:50
×
120
×
2mm。焊丝采用直径为1.0mm的er5356铝合金焊丝。
58.(2)焊前准备
59.对不同厚度尺寸的翼板和立板采用对接的接头形式,i型坡口,翼板和立板之间拼接间隙为0.2mm。将接头及其周围区域进行机械和化学清洗,直至焊接及其附近区域呈现金属光泽,熔池区域采用纯ar(99.99%)气体进行保护。
60.(3)焊接工艺
61.采取激光在前,焊枪在后的引导方式进行焊接,环境温度为25℃,焊前无需进行预热。激光束采用沿横向直线形扫描方式进行焊接,且能量随激光斑点作用空间位置不同动态变化。在一个振荡周期内,激光斑点作用于中间立板区域时激光功率为1500w,在两侧翼板区域作用时激光功率为3000w。其他工艺参数如下设置:离焦量0mm,振荡激光振幅半径2.5mm,振荡频率150hz,焊接速度15mm/s,焊枪与激光束轴线夹角为28
°
,光丝间距2mm,焊接电流110a,焊接电压15v,保护气体流量25l/min。
62.经上述焊接工艺方法获得的焊缝进行目检、x射线检测,焊缝表面光滑整洁、光亮度较好,无表面和内部裂纹,无咬边等缺陷,翼板角变形量小于1.5mm,满足使用性能要求。
63.实施例4
64.一种适用于异型接头的能量时空动态分布的激光焊接方法,包括以下步骤:
65.(1)焊接试板与焊接材料
66.焊接试样的翼板和立板均为相同牌号(6061)的铝合金,翼板尺寸为:50
×
120
×
2mm,立板尺寸为:50
×
120
×
2mm。焊丝采用直径为1.2mm的er5356铝合金焊丝。
67.(2)焊前准备
68.对不同厚度尺寸的翼板和立板采用对接的接头形式,i型坡口,翼板和立板之间拼接间隙为0.4mm。将接头及其周围区域进行机械和化学清洗,直至焊接及其附近区域呈现金属光泽,熔池区域采用纯ar(99.99%)气体进行保护。
69.(3)焊接工艺
70.采取激光在前,焊枪在后的引导方式进行焊接,环境温度为25℃,焊前无需进行预热。激光束沿三角形的扫描路径进行焊接,且能量随激光斑点作用空间位置不同动态变化。在一个振荡周期内,激光斑点作用于中间立板区域时激光功率为1500w,在两侧翼板区域作用时激光功率为3500w。其他工艺参数如下设置:离焦量0mm,振荡激光振幅半径2.5mm,振荡频率120hz,焊接速度15mm/s,焊枪与激光束轴线夹角为28
°
,光丝间距2mm,焊接电流110a,焊接电压15v,保护气体流量25l/min。
71.经上述焊接工艺方法获得的焊缝进行目检、x射线检测,焊缝表面光滑整洁、光亮度较好,无表面和内部裂纹,无咬边等缺陷,翼板角变形量小于2mm,满足使用性能要求。
72.实施例5
73.如图3所示,一种适用于异型接头的能量时空动态分布的激光焊接系统,其焊接工作站系统主要包括:焊接工作站控制系统11、激光-电弧复合加工头16、焊接电源14、焊接机器人及其控制系统、焊接工作台9;
74.其中,激光-电弧复合加工头16包括激光器、电弧焊枪3和扫描振镜15,激光器通过激光控制器10控制发射振荡激光束4,扫描振镜15通过扫描振镜控制器12控制,焊接工作站控制系统11分别与激光控制器10、焊接电源14、焊接机器人控制系统、扫描振镜控制器12之
间电信号连接;激光器通过传输镜组成或传输光纤与扫描振镜15光连接,激光-电弧复合加工头16安装在焊接机器人一端,实现动态焊接过程;扫描振镜控制器12用于控制振荡激光束能量随扫描路径动态变化过程、振荡路径形式、振荡半径及振幅,所述焊接机器人可以实现空间范围内六个自由度的运动。还包括保护气体输入装置13,用于在焊接过程中形成保护气体氛围。
75.本系统的工作过程为:
76.(1)通过焊接工作站控制系统11调整激光加工头和焊枪的间距和夹角,使两者位置在有效的复合范围之内;
77.(2)通过焊接工作站控制系统11设定能量随扫描路径动态变化的振荡激光束和电弧工艺参数,使得两者共同作用于焊接试样形成稳定的焊接过程。
78.以上所述是本发明的优选实施方式而已,当然不能以此来限定本发明之权利范围,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和变动,这些改进和变动也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1