高尔夫球杆头的雷射焊接加工方法与流程
本发明关于一种高尔夫球杆头的雷射焊接加工方法,尤其是一种高尔夫球杆头的雷射摆动焊接加工方法。
背景技术:
1、为了在降低高尔夫球杆头的重量的同时,降低高尔夫球杆头在打击高尔夫球之后的变形状况,通常会以不同的材质来形成高尔夫球杆头的球头本体及打击面板(例如选用轻量的材质来形成该球头本体,并选用具有良好刚性跟可变形度的材质来形成该打击面板),然后焊接该球头本体及该打击面板,使该打击面板可以结合该球头本体位于打击面板部的一预定位置,进而形成一高尔夫球杆头。
2、或者,为了在降低高尔夫球杆头的重量的同时,降低高尔夫球杆头的重心位置,则能够以钛合金等轻量材质形成该球头本体,再将以高比重材质所形成的一配重块焊接于该球头本体邻近于底部的一预定位置,进而形成具有配重块的高尔夫球杆头。
3、然而,在以现有高尔夫球杆头的雷射焊接加工方法来焊接来打击面板(或该配重块)时,由于雷射光束所形成的聚焦光斑小,使该球头本体与该打击面板(或该配重块)之间的匹配间隙必须控制于0.1~0.3 mm之间,因此必须选用与该球头本体适配性良好的打击面板(或该配重块),才能够有效地以该雷射光束熔融该球头本体与该打击面板(或该配重块),并于该球头本体与该打击面板(或该配重块)之间形成结构性良好的焊道。然而,在该球头本体或该打击面板(或该配重块)的公差过大,在该匹配间隙大于0.3 mm以上时,所形成的焊道中容易有气孔的存在,不仅导致该焊道的结构强度受到影响,在研磨该焊道的外表面后,更容易显露出气孔的痕迹,而导致该高尔夫球杆头的良率不佳。
4、有鉴于此,现有高尔夫球杆头的雷射焊接加工方法确实仍有加以改善的必要。
技术实现思路
1、为解决上述问题,本发明的目的是提供一种高尔夫球杆头的雷射焊接加工方法,适用于彼此之间具有较大匹配间隙的球头本体与待结合件。
2、本发明的次一目的是提供一种高尔夫球杆头的雷射焊接加工方法,可以降低于焊道中形成气孔的机会。
3、本发明全文所述方向性或其近似用语,例如“前”、“后”、“左”、“右”、“上(顶)”、“下(底)”、“内”、“外”、“侧面”等,主要参考附图的方向,各方向性或其近似用语仅用以辅助说明及理解本发明的各实施例,非用以限制本发明。
4、本发明全文所记载的元件及构件使用“一”或“一个”的量词,仅是为了方便使用且提供本发明范围的通常意义;于本发明中应被解读为包括一个或至少一个,且单一的概念也包括复数的情况,除非其明显意指其他意思。
5、本发明全文所述“结合”、“组合”或“组装”等近似用语,主要包含连接后仍可不破坏构件地分离,或是连接后使构件不可分离等型态,是本领域中技术人员可以依据欲相连的构件材质或组装需求予以选择的。
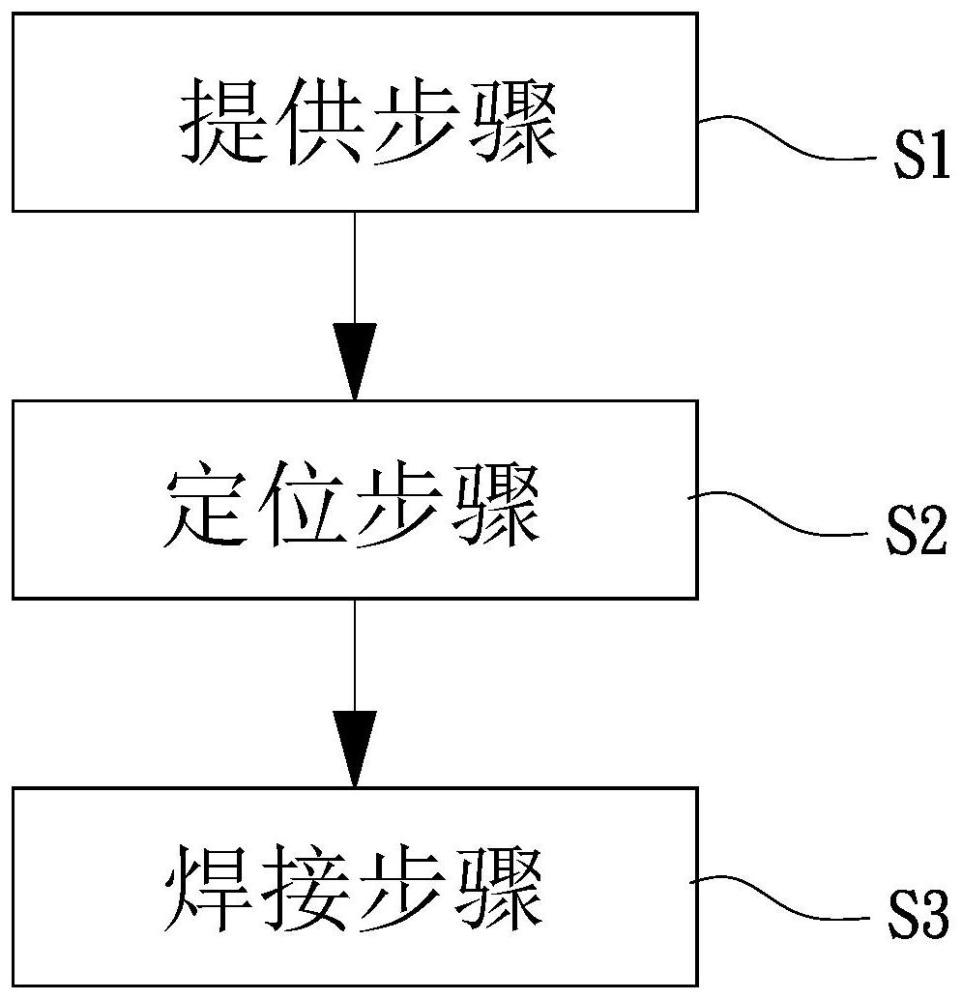
6、本发明的高尔夫球杆头的雷射焊接加工方法,包含:提供一球头本体及一待结合件,该待结合件用以封闭该球头本体的一开口;将该待结合件定位于一预定位置,使该待结合件的一外缘与该开口的一内缘之间具有一匹配间隙,该匹配间隙介于0.1~1.2 mm之间;及以一雷射光束沿该匹配间隙移动,以加热该待结合件的外缘及该开口的内缘,使该外缘与该内缘之间熔融形成一焊接熔池,并在冷却之后形成一焊道;其中,该雷射光束沿该匹配间隙移动的同时,以一摆动速度沿一摆动方向以一摆动振幅来回摆动,该摆动方向垂直该雷射光束的移动方向的一切线方向,该摆动速度介于100~500 mm/s之间,且该摆动振幅介于0.1~3.0 mm之间。
7、因此,本发明的高尔夫球杆头的雷射焊接加工方法,通过该雷射光束沿该匹配间隙移动的同时,以该摆动速度沿该摆动方向以该摆动振幅来回摆动,可以均匀分布该雷射光束的能量,进而提升聚焦光斑的尺寸,因此适用于具有较大匹配间隙的球头本体及待结合件(例如介于0.1~1.2 mm之间的匹配间隙)。如此,即使该球头本体及该待结合件具有较大的公差,仍可以通过该高尔夫球杆头的雷射焊接加工方法来形成该高尔夫球杆头,为本发明的功效。
8、再且,纵使有气体溶解于该焊接熔池中,通过该雷射光束沿该匹配间隙移动的同时,以该摆动速度沿该摆动方向以该摆动振幅来回摆动,可以提升该雷射光束与该焊接熔池的液面的接触面积,并搅动该焊接熔池,有助于排出溶解于该焊接熔池中的气体,因而不容易在该焊接熔池冷却形成该焊道时析出形成气孔。如此,不仅可以提升该焊道的结构强度,且可以降低在研磨该焊道的外表面之后显露出气孔的痕迹的机会,可以实现提升该高尔夫球杆头的制造良率的功效。
9、本发明的高尔夫球杆头的雷射焊接加工方法,其中,该匹配间隙较佳介于0.3~0.7 mm之间。如此,更利于焊接且可缩小焊道宽度。
10、本发明的高尔夫球杆头的雷射焊接加工方法,其中,该待结合件可以具有一厚度介于2~10 mm之间。如此,通过限定该待结合件的厚度,可以确保该雷射光束可以有效地熔融该外缘与该内缘,可以提升该高尔夫球杆头于该焊道处的结构强度。
11、本发明的高尔夫球杆头的雷射焊接加工方法,其中,该球头本体可以具有一搭接部环绕该开口,该搭接部具有一搭接面用以承载该待结合件。如此,通过该球头本体的搭接部,可以提升该待结合件定位于该预定位置的便利性。
12、本发明的高尔夫球杆头的雷射焊接加工方法,其中,该球头本体由钛合金所制成,且该待结合件由钛合金所制成;或者,该球头本体由合金钢所制成,且该待结合件由合金钢所制成。如此,通过选用由相同材质所制成的球头本体及待合件,更利于快速的焊接结合。
技术特征:
1.一种高尔夫球杆头的雷射焊接加工方法,其特征在于,包含:
2.如权利要求1所述的高尔夫球杆头的雷射焊接加工方法,其特征在于,该匹配间隙介于0.3~0.7 mm之间。
3.如权利要求1所述的高尔夫球杆头的雷射焊接加工方法,其特征在于,该待结合件具有一个厚度介于2~10 mm之间。
4.如权利要求1所述的高尔夫球杆头的雷射焊接加工方法,其特征在于,该球头本体具有一个搭接部环绕该开口,该搭接部具有一个搭接面用以承载该待结合件。
5.如权利要求1所述的高尔夫球杆头的雷射焊接加工方法,其特征在于,该球头本体由钛合金所制成,且该待结合件由钛合金所制成。
6.如权利要求1所述的高尔夫球杆头的雷射焊接加工方法,其特征在于,该球头本体由合金钢所制成,且该待结合件由合金钢所制成。
技术总结
本发明提供一种高尔夫球杆头的雷射焊接加工方法,用以解决现有高尔夫球杆头的雷射焊接加工方法中,球头本体与待结合件的尺寸匹配性的问题。该高尔夫球杆头的雷射焊接加工方法包含:提供一球头本体及一待结合件,该待结合件封闭该球头本体的一开口;将该待结合件定位于一预定位置,使该待结合件的一外缘与该开口的一内缘之间具有一匹配间隙,该匹配间隙介于0.1~1.2 mm;及以一雷射光束沿该匹配间隙移动,使该外缘与该内缘之间熔融并形成一焊道;其中,该雷射光束沿该匹配间隙移动的同时,以一摆动速度沿一摆动方向以一摆动振幅来回摆动,该摆动方向垂直该雷射光束的移动方向的一切线方向,该摆动速度介于100~500 mm/s。
技术研发人员:王志科,邓小洪
受保护的技术使用者:复盛应用科技股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!