一种航空发动机零件的加工方法及矩形退刀槽加工刀具与流程
1.本发明属于车加工技术领域,具体涉及一种航空发动机零件加工方法以及针对矩形退刀槽车加工的刀具。
背景技术:
2.航空发动机为了提高工作性能,在部分零部件的表面需要进行特殊处理,例如镀锡、磷化和渗氮,上述处理后会导致零件表面硬度提高,若直接采用车加工的方法难以加工强化后的表面。
3.如图1和图2所示,为一种航空发动机零件的零件图,该零件中有一个内孔,内孔的底面和侧壁需要进行表面强化处理,然而,当内孔的底面和侧壁形成强化层表面后,单纯依靠车削的方式很难将内孔车加工到设计要求尺寸。
4.鉴于上述问题,急需设计一种加工方法,能快速地将表面强化处理后的零件加工到设计要求尺寸。
技术实现要素:
5.本发明旨在提供一种航空发动机零件的加工方法,解决零件内孔表面带有强化层时,难以将内孔底面和侧壁车加工到设计要求尺寸的问题,进一步,针对前述加工方法过程中车削内孔底面与内壁连接转角处矩形退刀槽时成型形状和尺寸难于符合要求的问题,设计一种矩形退刀槽加工刀具,能快速将退刀槽加工到要求形状和尺寸,加工效率高,加工速度快。
6.本发明采用了以下技术方案:
7.一种航空发动机零件矩形退刀槽加工刀具,包括刀片,
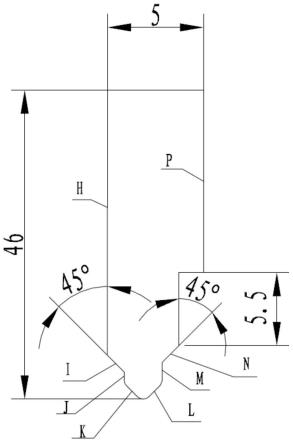
8.所述刀片主要由逆时针方向依次连接的刀片h面、刀刃i面、刀刃j面、刀刃k面、刀刃l面、刀刃m面、刀刃n面和刀片p面组成,且刀片h面、刀刃i面、刀刃j面、刀刃k面、刀刃l面、刀刃m面、刀刃n面和刀片p面均垂直于同一个基准平面;
9.所述刀片h面和刀刃i面之间有45
°
夹角;
10.所述刀刃i面和刀刃j面之间有135
°
夹角,且刀刃j面与刀片h面之间形成第一间隔;
11.所述刀刃k面和刀刃j面之间有135
°
夹角,且刀刃k面与刀刃i面之间形成第二间隔;
12.所述刀刃k面与刀刃l面垂直;
13.所述刀刃l面与刀刃m面之间有夹角135
°
夹角;
14.所述刀刃m面与刀刃n面之间有夹角135
°
夹角;
15.所述刀刃n面与刀刃l面平行,且二者之间形成第三间隔;
16.所述刀刃n面与刀片p面之间有45
°
夹角;
17.所述刀刃i面与刀刃j面连接处、刀刃j面与刀刃k面连接处、刀刃k面与刀刃l面连
接处、刀刃l面与刀刃m面连接处、刀刃m面与刀刃n面连接倒圆角。
18.作为一种选择,所述第一间隔大于第二间隔和第三间隔,且第二间隔和第三间隔相等。
19.作为一种选择,所述刀刃n面与刀片p面之间通过一个直角面相连,且直角面垂直于刀刃n面、刀片p面共同的基准平面。直角面的作用是防止刀片p面与零件内表面相碰撞。
20.作为一种选择,航空发动机零件矩形退刀槽加工刀具还包括刀柄,所述刀柄的前端通过夹紧螺钉与刀片可转动连接,且刀片p面与刀柄长度方向的夹角为45
°
。
21.一种航空发动机零件的加工方法,所述零件包括内孔,内孔的底面和侧壁上有表面强化层,加工方法包括以下步骤,
22.步骤一,车削内孔的底面和侧壁到设计工艺尺寸,所述设计工艺尺寸包含磨削余量;
23.步骤二,在内孔的底面和侧壁连接转角处车削出退刀槽;
24.步骤三,对内孔的底面、侧壁以及退刀槽处进行表面强化处理,生成表面强化层;
25.步骤四,磨削内孔的底面、侧壁上的表面强化层,直至达到内孔要求尺寸。
26.作为一种选择,所述步骤一中,
27.采用d型车刀沿着垂直于内孔底面的方向将内孔加工到工艺设计尺寸,形成内孔底面;
28.采用d型车刀沿着垂直于内孔侧壁的方向将内孔加工到工艺设计尺寸,形成内孔侧壁。
29.需要指出的是,d型车刀即菱形刀具。
30.作为一种选择,所述步骤二中,退刀槽为矩形退刀槽,矩形退刀槽与内孔底面连接处有一个45
°
斜面,矩形退刀槽与内孔侧壁连接处也有一个45
°
斜面,矩形退刀槽的转角处倒圆角。
31.进一步,采用前述刀具沿着与内孔的侧壁呈45
°
夹角的方向车削矩形退刀槽。
32.作为一种选择,所述步骤三中,表面强化处理包括镀锡、磷化和渗氮。
33.与现有技术相比,本发明具备以下特点:
34.(1)针对零件表面带有强化层时如何加工到设计要求尺寸给出了一条新的解决途径;
35.(2)采用在内孔底面和侧壁连接转角处设计退刀槽的方法解决磨削无法加工转角连接处的问题;
36.(3)优选一种矩形截面(带有倒角和斜边)的退刀槽,一方面,矩形退刀槽便于磨削时的进给,另一方面,矩形退刀槽更加满足零件气动布局,同时相对其它退刀槽(球形退刀槽)在满足结构强度前提下,去除较多的材料,这也是发动机轻量化设计重要手段,但矩形退刀槽的加工难度也大大提高;
37.(4)针对前述矩形退刀槽截面较复杂、尺寸小且难以测量的问题,设计了一种专用刀具,能快速、准确的将该矩形退刀槽加工到要求形状和尺寸,满足了设计要求。
附图说明
38.图1是本发明的航空发动机零件退刀槽示意图;
39.图2是图1中区域ⅰ的局部放大示意图;
40.图3是本发明的刀柄示意图;
41.图4是本发明的刀具示意图。
具体实施方式
42.下面结合附图和具体实施例对本发明作进一步的说明,但不应就此理解为本发明所述主题的范围仅限于以下的实施例,在不脱离本发明上述技术思想情况下,凡根据本领域普通技术知识和惯用手段做出的各种修改、替换和变更,均包括在本发明的范围内。
43.如图1和图2所示,为本发明需要加工的航空发动机零件,该零件中有一个内孔,内孔的底面和侧壁表面有一层表面强化层(例如渗氮层、镀锡层、镀铬层、氧化磷化层等)。图2中的字母g、f、e、ф分别代表零件的不同尺寸。
44.本发明的基本加工思路为:首先用车加工进行细车,然后进行表面特殊处理(强化处理),最后采用磨加工方法将内孔加工到尺寸。
45.由于内孔的底面和侧壁连接转角处为直角,而磨加工难以清除零件端面与孔面交界处(即内孔的底面和侧壁连接转角处),因此交界处需要退刀槽以避免该情况发生,考虑到磨加工时的进给方便和对零件的影响最小,退刀槽采用了较为复杂的矩形截面形状,如图2所示,矩形退刀槽与内孔的底面连接处有一个45
°±1°
斜面,矩形退刀槽与内孔侧壁连接处也有一个45
°±1°
斜面,矩形退刀槽的转角处倒圆角r0.3
±
0.2。
46.如果车削矩形退刀槽不完全,端面与孔面交界处(即内孔的底面和侧壁连接转角处)存在积瘤,不仅影响后工序喷涂和磨削加工,甚至影响后续装配,如果车加工退刀槽过切,会影响零件的强度,进而影响整个发动机性能。
47.目前,针对退刀槽的车削一般采用球型刀加工,虽然也能加工出退刀槽,并且满足零件装配和力学性能,但退刀槽形状和尺寸均不符合矩形退刀槽的设计要求,其加工出的退刀槽是一个近似的矩形退刀槽。
48.如图3和图4,本发明设计了一种特殊形状的矩形退刀槽加工刀具,刀具包括刀片,刀片长度46mm,如图4,刀片主要由逆时针方向依次连接的刀片h面、刀刃i面、刀刃j面、刀刃k面、刀刃l面、刀刃m面、刀刃n面和刀片p面组成,且刀片h面、刀刃i面、刀刃j面、刀刃k面、刀刃l面、刀刃m面、刀刃n面和刀片p面均垂直于同一个基准平面,刀片h面和刀片p面之间的宽度距离为5mm;刀片h面和刀刃i面之间有45
°
夹角;刀刃i面和刀刃j面之间有135
°
夹角,且刀刃j面与刀片h面之间形成第一间隔,第一间隔为刃j面与刀片h面之间的垂直距离,本实施例中取2mm;刀刃k面和刀刃j面之间有135
°
夹角,且刀刃k面与刀刃i面之间形成第二间隔,第二间隔为刀刃k面与刀刃i面之间的垂直距离,本实施例中取1mm;刀刃k面与刀刃l面垂直;刀刃l面与刀刃m面之间有夹角135
°
夹角;刀刃m面与刀刃n面之间有夹角135
°
夹角;刀刃n面与刀刃l面平行,且二者之间形成第三间隔,第三间隔为刀刃n面与刀刃l面之间的垂直距离,本实施例中取1mm;刀刃n面与刀片p面之间有45
°
夹角;刀刃i面与刀刃j面连接处、刀刃j面与刀刃k面连接处、刀刃k面与刀刃l面连接处、刀刃l面与刀刃m面连接处、刀刃m面与刀刃n面连接倒r0.3的圆角。刀刃n面与刀片p面之间通过一个直角面相连,直角面垂直于刀刃n面、刀片p面共同的基准平面,如图4,直角面长度5.5mm。
49.如图3,刀具以45
°
夹角装夹在刀柄上,即刀片的刀片p面与刀柄夹角为45
°
。
50.如图1所示,航空发动机零件的加工方法包括以下步骤,
51.步骤一,车削内孔的底面和侧壁到设计工艺尺寸,所述设计工艺尺寸包含磨削余量,其中采用d型车刀沿着垂直于内孔底面的方向(图1中a向)将内孔加工到工艺设计尺寸,形成内孔底面;采用d型车刀沿着垂直于内孔侧壁的方向(图1中b向)将内孔加工到工艺设计尺寸,形成内孔侧壁;
52.步骤二,采用前述刀具(矩形退刀槽加工刀具)沿着与内孔的侧壁呈45
°
夹角的方向(图1中c向与端面夹角45
°
,c向平行于图4中刀片h面或刀片p面)在内孔的底面和侧壁连接转角处车削出退刀槽,退刀槽为矩形退刀槽,矩形退刀槽与内孔底面连接处有一个45
°±1°
斜面,矩形退刀槽与内孔侧壁连接处也有一个45
°±1°
斜面,矩形退刀槽的转角处倒r0.3
±
0.2的圆角;
53.步骤三,对内孔的底面、侧壁以及矩形退刀槽处进行表面强化处理,生成表面强化层;
54.步骤四,磨削内孔的底面、侧壁上的表面强化层,直至达到内孔要求尺寸。
55.本发明的说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1