打火机全自动装配生产线的制作方法
1.本发明属于打火机装配设备技术领域,尤其涉及一种打火机全自动装配生产 线。
背景技术:
2.打火机是小型取火装置。主要用于取火,吸烟,也用于炊事及其他取火。打火 机主要部件是发火机构和贮气箱,发火机构动作时,迸发出火花射向燃气区,将燃 气引燃。目前的打火机零部件的组装为人工操作完成,导致生产效率无法得到保 障,并且由于人工操作还会导致损耗不可控制,更增加了工人的劳动强度。因此, 需要一种能够自动化组装打火机的设备。
技术实现要素:
3.本发明的目的是针对上述问题,提供一种能够自动化组装打火机的打火机全自 动装配生产线。
4.为达到上述目的,本发明采用了下列技术方案:本打火机全自动装配生产线, 其特征在于,包括用于装配套体、底盖和外壳组件的第一工作站,所述的第一工作 站与用于接收第一工作站装配完毕的打火机并对其继续装配零部件的第三工作站 相连,所述的第三工作站与第一工作站之间设有连接在第三工作站上用于自动化组 装打火机吸管与锌套并装配的第二工作站,所述的第三工作站一侧设有与第三工作 站连接用于将出气阀装配至打火机上的第四工作站,所述的第四工作站出料端上连 接有用于打火机充气的第五工作站,所述的第五工作站出料端上连接有用于引火弹 簧安装的第六工作站,所述的第六工作站出料端上连接有用于装配风罩、钢轮和压 板的第七工作站。
5.在上述的打火机全自动装配生产线中,所述的第一工作站包括第一机架,所述 的第一机架上设有第一外壳送料机构,靠近第一外壳送料机构下料端的一侧设有固 定连接在第一机架上的第一分距入料机械手,所述第一机架上还设有第一循环输送 机构,所述的第一外壳送料机构通过第一外壳送料机构与第一循环输送机构相连 通,还包括设置在第一机架上的第一零件导料机构和第一底盖装配机构,所述的第 一零件导料机构和第一底盖装配机构均位于第一循环输送机构的侧面;所述的第一 工作站与第三工作站之间设有能够将第一工作站组装完毕的打火机转送至第三工 作站上的第一中转机械手。
6.在上述的打火机全自动装配生产线中,所述的第二工作站包括第二组装旋转 台,在第二组装旋转台上设有若干沿圆周方向上均匀分布的第二吸管定位器,所述 的第二组装旋转台一侧设有第二吸管上料机构,在另一侧设有第二成品出料机构, 所述的第二吸管上料机构与第二成品出料机构之间设第二有锌套上料机构,所述的 第二吸管定位器下方设有第二锌套抬升装配机构,所述的第二成品出料机构上连接 有出料分距机构相连,所述的出料分距机构一侧设有出料装配机械手。
7.在上述的打火机全自动装配生产线中,所述的第三工作站包括第三旋转机构和 二个设置在第三旋转机构侧面的第三装配工位,所述的第三旋转机构上设有若干个 用于
固定打火机壳体的第三夹具,第三转动旋转机构可使第三夹具依次与第三装配 工位相配合。
8.在上述的打火机全自动装配生产线中,包括用于装配套体、底盖和外壳组件的 第一工作站,所述的第一工作站与用于接收第一工作站装配完毕的打火机并对其继 续装配零部件的第三工作站相连,所述的第三工作站与第一工作站之间设有连接在 第三工作站上用于自动化组装打火机吸管与锌套并装配的第二工作站,所述的第三 工作站一侧设有与第三工作站连接用于将出气阀装配至打火机上的第四工作站,所 述的第四工作站出料端上连接有用于打火机充气的第五工作站,所述的第五工作站 出料端上连接有用于引火弹簧安装的第六工作站,所述的第六工作站出料端上连接 有用于装配风罩、钢轮和压板的第七工作站。
9.在上述的打火机全自动装配生产线中,所述的第一工作站包括第一机架,所述 的第一机架上设有第一外壳送料机构,靠近第一外壳送料机构下料端的一侧设有固 定连接在第一机架上的第一分距入料机械手,所述第一机架上还设有第一循环输送 机构,所述的第一外壳送料机构通过第一外壳送料机构与第一循环输送机构相连 通,还包括设置在第一机架上的第一零件导料机构和第一底盖装配机构,所述的第 一零件导料机构和第一底盖装配机构均位于第一循环输送机构的侧面;所述的第一 工作站与第三工作站之间设有能够将第一工作站组装完毕的打火机转送至第三工 作站上的第一中转机械手。
10.在上述的打火机全自动装配生产线中,所述的第二工作站包括第二组装旋转 台,在第二组装旋转台上设有若干沿圆周方向上均匀分布的第二吸管定位器,所述 的第二组装旋转台一侧设有第二吸管上料机构,在另一侧设有第二成品出料机构, 所述的第二吸管上料机构与第二成品出料机构之间设第二有锌套上料机构,所述的 第二吸管定位器下方设有第二锌套抬升装配机构,所述的第二成品出料机构上连接 有出料分距机构相连,所述的出料分距机构一侧设有出料装配机械手。
11.在上述的打火机全自动装配生产线中,所述的第三工作站包括第三旋转机构和 二个设置在第三旋转机构侧面的第三装配工位,所述的第三旋转机构上设有若干个 用于固定打火机壳体的第三夹具,第三转动旋转机构可使第三夹具依次与第三装配 工位相配合。
12.在上述的打火机全自动装配生产线中,所述的第四工作站包括第四机架和设置 在第四机架上的第四输送线,所述的第四机架上还设有第四气阀进料机构和第四气 阀锁紧机构,所述的第四气阀进料机构和第四气阀锁紧机构均位于第四输送线的上 方,且第四气阀进料机构和第四气阀锁紧机构沿第四输送线的输送方向依次排列; 所述的第三工作站与第四工作站之间设能够将第三工作站组装完毕的打火机转送 至第四工作站上的第四中转机械手。
13.在上述的打火机全自动装配生产线中,所述的第五工作站包括第五工作台,所 述的第五工作台上设有第五旋转圆盘,在第五旋转圆盘底部设有第五旋转驱动器, 在第五旋转圆盘顶面上设有至少四个沿其周向方向上均匀分布且能随其同步旋转 的第五打火机夹具,所述的第五旋转圆盘外围设有沿其旋转方向上依次分布的第五 入料机械手、第五打火机充气机、第五出气阀锁紧机和第五出料机械手。
14.在上述的打火机全自动装配生产线中,所述的第六工作站包括第六机架,所述 的
第六机架上设有能够将批量弹簧进行排序分料后翻转的第六弹簧分料翻转机构, 所述的第六弹簧分料翻转机构的第六弹簧翻转组件上设有若干第六弹簧定位孔,所 述的第六弹簧分料翻转机构一侧设有能够将第六引火弹簧压入引火针内的第六引 火弹簧压装机构,所述的第六弹簧分料翻转机构和第六引火弹簧压装机构之间设有 能够将第六弹簧分料翻转机构排序分料翻转后的引火弹簧移送至第六引火弹簧压 装机构上的第六引火弹簧抓送机构,所述的第六引火弹簧抓送机构包括第六xyz移 动机构和设置在第六xyz移动机构上的第六引火弹簧夹取组件,所述的第六引火弹 簧夹取组件上设有与第六弹簧定位孔数量相等的第六弹簧夹爪。
15.在上述的打火机全自动装配生产线中,所述的第七工作站包括第七输送线,所 述的第七输送线上设有风罩装配机构、钢轮装配机构和压板装配机构。
16.在上述的打火机全自动装配生产线中,所述的第七输送线上还设有打火机火石 质量检测装置。
17.在上述的打火机全自动装配生产线中,所述的第七输送线上还设有打火机成品 出料机构。
18.与现有的技术相比,本发明的优点在于:1、设计合理,只需人工放料即可自 行完成组装,降低了人工的需求,更降低了劳动强度。2、集成度高,减少生产所 需的场地,更提高了生产效率。3、设备驱动方式简单可靠,能够有效的降低维护 成本。
附图说明
19.图1是本发明的结构示意图;
20.图2是本发明提供的局部放大结构示意图;
21.图3是本发明的结构示意图;
22.图4是外壳送料机构的结构示意图;
23.图5是外壳送料机构的俯视图;
24.图6是分组组件的结构示意图;
25.图7是分距入料机械手的结构示意图;
26.图8是分距入料机械手另一视角的结构示意图;
27.图9是循环输送机构的结构示意图;
28.图10是循环输送机构的俯视图;
29.图11是导料机构的结构示意图;
30.图12是导料机构的主视图;
31.图13是底盖装配机构的结构示意图;
32.图14是输送组件的结构示意图;
33.图15是输送组件另一视角的结构示意图;
34.图16是输送组件部分结构的结构示意图;
35.图17是本发明第二工作站的局部放大结构示意图;
36.图18是本发明第二工作站的立体结构示意图;
37.图19是本发明第二工作站的俯视结构示意图;
38.图20是图17中a处的放大结构示意图;
39.图21是图15中b处的放大结构示意图;
40.图22是本发明第二工作站的自复位推管器的结构示意图;
41.图23是本发明第二工作站的锌套抬升装配机构的结构示意图;
42.图24是本发明第二工作站的出料分距机构的结构示意图;
43.图25是本发明第二工作站的底部结构示意图;
44.图26是本发明第二工作站的锌套抬升装配机的剖视结构示意图;
45.图27是本发明第二工作站的锌套上料机构的结构示意图;
46.图28是图18中c处的放大结构示意图;
47.图29是本发明第二工作站的锌套定位机构的结构示意图;
48.图30是本发明第二工作站的锌套悬置卡口的结构示意图;
49.图31是本发明第二工作站的旋转架剖视结构示意图;
50.图32是本发明第二工作站的接料座的结构示意图;
51.图33是本发明第二工作站的吸管锌套组3出料状态结构示意图;
52.图34是本发明第二工作站的出料分距机构的结构示意图;
53.图35是本发明第二工作站的螺栓让位环形槽的结构示意图;
54.图36是本发明第二工作站的出料机械手的结构示意图;
55.图37是图19中d处的放大结构示意图;
56.图38是图37中e处的放大结构示意图;
57.图39是本发明的第四工作站的结构示意图;
58.图40是本发明的第四工作站夹具的结构示意图;
59.图41是本发明的第四工作站夹具的俯视图;
60.图42是本发明的第四工作站结构示意图;
61.图43是本发明的第四工作站主视图;
62.图44是图39中f的放大图;
63.图45是图40中g放大图;
64.图46是本发明第五工作站中第五工作台的结构示意图;
65.图47是本发明第五工作站中第五工作台除去顶盖的俯视图;
66.图48是本发明第五工作站中第五出气阀锁紧机的结构示意图;
67.图49是本发明第五工作站中第五旋转圆盘的结构示意图;
68.图50是本发明第五工作站中第五入料机械手的结构示意图;
69.图51是本发明第五工作站中第五出料机械手的结构示意图;
70.图52是本发明第五工作站中第五打火机充气机的结构示意图;
71.图53是本发明第五工作站中第五升降架的结构示意图;
72.图54是图53中除去第五打火机定位压套后的部分放大示意图;
73.图55是本发明提供的第六工作站的结构示意图;
74.图56是本发明提供的第六工作站的立体结构示意图;
75.图57是本发明提供的第六引火弹簧安装装置的结构示意图;
76.图58是本发明提供的第六弹簧夹爪的结构剖视示意图;
77.图59是本发明提供的第六弹簧分料翻转机构的结构示意图;
78.图60是本发明提供的第六弹簧分料翻转机构的局部结构示意图;
79.图61是本发明提供的第六弹簧送料座的局部结构示意图;
80.图62是本发明提供的第六弹簧送料座的剖视结构示意图;
81.图63是本发明提供的第六旋转柱的结构示意图;
82.图64是本发明提供的第六弧形槽的结构示意图;
83.图65是本发明提供的第六排序板的结构示意图;
84.图66是本发明提供的引火弹簧压装机构的结构示意图;
85.图67是本发明提供的引火弹簧压装机构的主视结构示意图;
86.图68是本发明提供的引火弹簧压装机构的俯视结构示意图;
87.图69是本发明提供的第六弹簧引导套的剖视结构示意图;
88.图70是本发明提供的第六弹簧压装头固定座的结构示意图;
89.图71是本发明风罩装配机构的结构示意图;
90.图72是是本发明第五爪手安装座的另一个方向的放大示意图;
91.图73是是本发明第五风罩夹块的放大示意图;
92.图74本发明第五风罩抵块的放大示意图;
93.图75是本发明第五风罩排版组件的另一个方向的放大示意图;
94.图76是本发明第五风罩与打火机示意图;
95.图77是本发明的打火机火石质量检测装置的示意图;
96.图78是本发明第八摩擦轮旋转轴处示意图;
97.图79是本发明第八摩擦轮和第八被动齿轮的连接爆炸示意图;
98.图80是本发明第八直线运动导向组件的示意图;
99.图81是本发明第八视觉检测单元的示意图;
100.图82是本发明的打火机出货机构的结构示意图;
101.图83是本发明的打火机出货机构的夹爪间距可变机械手的放大示意图;
102.图84是本发明的打火机出货机构的交叉伸缩结构的放大示意图;
103.图85是本发明的打火机出货机构的出料台另一个方向示意图;
104.图86是本发明的打火机出货机构的打火机底盒示意图;
105.图87是本发明的局部放大立体结构示意图;
106.图中,第一工作站1、第二工作站2、第三工作站3、第四工作站4、第五工作 站5、第六工作站6、第七工作站7、第七输送线71、风罩装配机构72、钢轮装配 机构73、压板装配机构74、打火机火石质量检测装置8、打火机成品出货机构9、 第一机架11、第一导料机构1100、第一导料安装架1101、第一直线驱动机构1102、 第一导料组件1103、第一导料凹槽1104、第一导料板体1105、第一下料组件1106、 第一下料槽1107、第一下料推板1108、第一下料推块1109、第一存料间隙1110、 第一止料块1111、第一定位面1112、第一驱动电机1113、第一丝杆1114、第一滑 套1115、第一导轨1116、第一滑块1117、第一外壳送料机构1200、第一外壳输送 线1201、第一一号直线输送段1202、第一二号直线输送段1203、第一转弯结构1204、 第一上料结构1205、第一转弯输送段1206、第一转弯输送电机1207、第一毛刷1208、 第一导向板1209、第一导向通道1210、第一外壳分组组件1211、第一安装壳体1212、 第一驱动滑块1213、第一拉动块1214、第一驱动转向结构1215、第一分组杆体1216、 第一导
向部1217、第一驱动凹槽1218、第一凸起1219、第一上料结构1225、第一 循环输送机构1300、第一循环输送架1301、第一加工工位1302、第一移动块1303、 第一推进缺口1304、第一一号推进组件1305、第一二号推进组件1306、第一推进 气缸1307、第一横向推进块1308、第一推进电机1309、第一推进螺杆1310、第一 纵向推进块1311、第一让位槽1312、第一分距入料机械手1400、第一安装架1401、 第一驱动组件1402、第一夹持组件1403、第一分距组件1404、第一夹爪1405、第 一连接架1406、第一夹持凹槽1407、第一安装板1408、第一滑动导杆1409、第一 分距滑块1410、第一直线驱动结构1411、第一剪式伸缩结构1412、第一铰接臂1413、 第一底盖装配机构1600、第一安装架1601、第一底盖进料组件1602、第一装配组 件1603、第一分料输送组件1604、第一底盖振动盘1605、第一送料槽1606、第一 安装座1607、第一安装孔1608、第一顶紧平台1609、第一顶紧驱动件1610、第一 紧压件1611、第一分料区1612、第一装配进料区1613、第一装配进料组件1614、 第一支座1615、第一导料通道1616、第一隔板1617、第一推杆1618、第一复位弹 簧1619、第一驱动机构1620、第一驱动气缸1621、第一驱动块1622、第一驱动杆 1623、第一推动块1624、第一推动斜面1625、第一进料板1626、第一承接件1627、 第一柱体1628、第一承接块1629、第二组装旋转台2100、第二吸管定位器2200、 第二吸管上料机构2300、第二成品出料机构2400、第二锌套上料机构2500、第二 锌套抬升装配机构2600、第二旋转架2120、第二旋转驱动机构2130、第二吸管定 位槽2111、第二吸管定位槽2210、第二管座2220、第二吸管上料轨道2310、第二 吸管上料通道2320、第二吸管上料振动盘2330、第二锌套振动盘2510、第二上料 盘2520、第二上料盘旋转驱动组件2530、第二锌套转送槽2540、第二顶轴2610、 第二吸管伸入孔2620、第二顶杆安装环2630、第二环形滑轨2641、第二滑轮2642、 第二顶升凸台2643、第二顶轴轴向复位组件2650、第二出料顶板2410、第二自复 位推管器2420、第二接料送料组件2430、第二出料分距机构2800、第二出料装配 机械手2900、第二上旋转台板2110、第二入管斜面2112、第二旋转筒体2121、第 二中心柱2122、第二旋转驱动机构2130、第二从动齿轮2131、第二旋转传动组件 2140、第二旋转驱动器2150、第二传动齿轮2141、第二传动轴2142、第二齿轮箱 2143、第二底板2144、第二传动轴支架2145、第二锌套定位机构2700、第二锌套 悬置件2710、第二伸缩组件2720、第二锌套悬置杆2711、第二锌套悬置卡口2712、 第二锌套悬置杆安装环2730、第二径向滑槽2731、第二伸缩驱动组件2740、第二 滚轮路径盘2750、第二环形凸轮槽2751、第二滚轮2752、第二凹陷2713、第二吸 管防脱机构220、第二弧形防脱挡块221、第二支撑架222、第二顶轴升降组件2640、 第二倾斜部2644、第二顶轴弹簧2651、第二耐磨安装套2660、第二安装套安装孔 2661、第二顶轴弹簧座2652、第二顶轴周向限位结构2670、第二限位平面2671、 第二限位壁面2672、第二顶套2611、第二顶套固定座2612、第二顶嘴2613、第二 吸管穿孔2614、第二锌套顶升内台阶2615、第二滑轮2642、第二上料盘转轴2531、 第二锌套防脱离结构2550、第二锌套防脱离护板2551、第二u形锌套通行护板2552、第二锌套排序管2560、第二锌套排序槽2561、第二锌套防掉落槽2562、第 二弧形孔2521、第二机械手支架2910、第二夹爪驱动器安装座2920、第二横移组 件2930和第二竖移组件2940、第二夹爪驱动器2950、第二夹爪2960、第二锌套 夹取限位结构2970、第二一号锌套夹槽2971、第二锌套夹块2961、第二二号锌套 夹槽2962、第二夹爪座2963、第二爪臂2951、第二横移座2931、第二轴移槽2932、 第二丝杆2933、第二螺套2934、第二限位侧翼2935、第二横移滑块2936、第二加 固板2937、第二竖移连接座2941、第二滑台气缸2942、第二出料分距底座2810、 第二
环形输送组件2820、第二分距料座2830、第二卡口2840、第二一号夹爪伸入 槽2831、第二分距挡块2850、第二送料器固定座2860、第二送料器2490、第二送 料通道2491、第二二号夹爪伸入槽2851、第二传送带2821、第二传送带从动轮2822、 第二传送带主动轮2823、第二螺栓让位环形槽2824、第二传送带防晃环2870、第 二推管器座2421、第二横向顶杆2422、第二竖向顶杆2423、第二联动组件2440、 第二横移复位单元2450、第二竖移复位单元2460、第二联动结构2470、第二横向 顶杆倾面2471、第二竖向顶杆倾面2472、第二横向顶杆滑动孔2473、第二竖向顶 杆滑动孔2474、第二横向让位孔2475、第二竖向让位孔2476、第二横移复位弹簧 2451、第二竖移复位弹簧2452、第二横移活动限位槽2425、第二横移限位杆2424、 第二竖移限位杆2426、第二竖移活动限位槽2427、第二滑轮2642、第二推管槽2429、 第二斜坡2411、第二滑出引导段2413、第二滑入引导段2412、第二出料支架2414、 第二出料顶板高度调节组件2480、第二出料支架2414、第二高度调节条形孔2482、 第二出料顶板固定座2483、第二出料顶板高度调节座2484、第二出料顶板高度调 节座槽2485、第二出料装配机械手2900、第二出料分距机构2800、第二接料送料 组件2430、第二接料座2431、第二接料通道2432、第二送料器2490、第二送料通 道2491、第二接料块2433、第二接料座架2434、第二送料通道2491、第二出料挡 板2492、第三旋转机构31、第三装配工位32、第三支撑架311、第三旋转盘312、 第三进料组件321、第三装配组件322、第三振动盘323、第三导料槽324、第三底 座325、第三装配头326、第三水平驱动机构327、第三竖直驱动机构328、第三夹 具3100、第三夹具底座3101、第三安装槽3102、第三预留凹槽3103、第三稳固组 件3104、第三基座3105、第三安装板组3106、第三稳固孔3107、第三一号夹板 3108、第三二号夹板3109、第三缝隙3110、第三半孔3111、第四机架41、第四输 送线42、第四气阀进料机构43、第四输料组件431、第四导料组件432、第四底座 433、第四振动盘434、第四输料管435、第四导料主体436、第四导料槽437、第 四气阀锁紧机构4100、第四锁紧安装架4101、第四驱动机构4102、第四锁紧组件 4103、第四弹性缓冲组件4104、第四安装板4105、第四气缸4106、第四输出轴4107、 第四压板4108、第四弹性件4109、第四滑套4110、第四导向杆4111、第四锁紧平 台4112、第四锁紧头4113、第四驱动电机4114、第四传动带4115、第四让位空间 4116、第五工作站5、第五工作台51、第五防爆罩511、第五开合门512、第五旋 转圆盘52、第五旋转驱动器521、第五l形支架522、第五旋转轴523、第五打火 机夹具53、第五夹具底座531、第五夹板532、第五入料机械手54、第五入料支架 541、第五入料移动台座542、第五xz移动组件543、第五打火机充气机55、第五 充气机机架551、第五升降架552、第五升降驱动组件553、第五充气组件554、第 五打火机定位压套555、第五引火轴提升机构556、第五z字形驱动臂5561、第五 钩体5562、第五摆臂驱动组件5563、第五充气管557、第五出气阀锁紧机56、第 五锁紧机机架561、第五锁紧头安装座562、第五锁紧头5621、第五锁紧头驱动5622、 第五驱动轴连接板5523、第五高度调节组件563、第五高度调节直线驱动器631、 第五防脱环5632、第五压紧弹簧5633、第五出料机械手57、第五出料支架571、 第五出料移动台座572、第五yz移动组件573、第五引火轴58、第六回形循环输 送线66、第六载具661、第六空载具重复使用位662、第六打火机入料工位663、 第六空载具回程位664、第六打火机出料工位665、第六同步带666、第六直线导 轨667、第六换位座668、第六移动台6611、第六引火弹簧安装装置67、第六机架 61、第六弹簧分料翻转机构62、第六引火弹簧压装机构63、第六引火弹簧抓送机 构64、第六xyz移动机构641、第六引火弹簧夹取组件642、第六弹簧夹爪643、 第六y轴移动器
6411、第六x轴移动器6412、第六第一z轴移动器6413、第六第 二z轴移动器6414、第六夹爪气缸座6421、第六弹簧夹爪6422、第六爪体6423、 第六弹簧夹槽6424、第六弹簧翻转组件611、第六弹簧定位孔6111、第六旋转柱 6112、第六条形槽61121、第六定位条61122、第六旋转柱架6113、第六旋转驱动 器6114、第六排气孔6115、第六弹簧排序组件612、第六排序通道6121、第六排 序板6122、第六底板61221、第六顶板61222、第六多通道振动筛6123、第六弹簧 上料组件613、第六弹簧送料座6131、第六弧形槽61311、第六上料孔6132、第六 连接套61321、第六弹簧阻移组件614、第六阻移杆6141、第六驱动座6142、第六 驱动座升降驱动组件615、第六弹性压紧组件616、第六光杆螺栓6161、第六弹性 件6162、第六抬升组件617、第六斜导板6171、第六斜导板活动槽6172、第六斜 导板直线驱动器6173、第六斜导板直线驱动器支架6174、第六弹簧压装台631、 第六弹簧引导组件632、第六弹簧引导孔6321、第六圆锥孔63211、第六套接孔 63212、第六弹簧引导套6322、第六弹簧压装头633、第六弹簧压装头固定座634、 第六上座体6341、第六下座体6342、第六纵向槽6343、第六机械手635、第六z 形滑座6351、第六竖向直线驱动器6352、第六可拆卸结构636、第六可拆板6361、 第六让位通槽63611、第六定位板6362、第六xz移动组件637、第六y轴调位组 件638、第六调位底座6381、第六y轴调位螺栓6382、第六限位座6383、第七装 配机械手710、第七爪手安装座711、第七爪手712、第七风罩夹块713、第七卡位 结构714、第七弧形凹陷715、第七风罩抵块716、第七抵块驱动组件717、第七夹 爪气缸718、第七夹爪滑块719、第七风罩防移限位结构720、第七限位卡槽721、 第七防伤倾面722、第七风罩排版组件723、第七风罩排序板724、第七排序槽725、 第七分隔器726、第七振动盘727、第七分隔盘728、第七分隔取料槽729、第七底 座730、第七横推组件731、第七直震器732、第七横推直线驱动器固定架733、第 七横推直线驱动器734、第七风罩夹块座735、第七让位槽736、第八机架810、第 八摩擦轮安装架811、第八摩擦轮812、第八摩擦轮旋转驱动机构813、第八直线 运动机构814、第八摩擦轮旋转轴815、第八摩擦轮旋转驱动器816、第八直线驱 动器817、第八直线运动导向组件818、第八丝杆电机819、第八丝杆820、第八丝 套块821、第八导向架822、第八导向滑块823、第八导向轴824、第八导向滑块固 定板825、第八摩擦轮轴向定位结构826、第八顶环827、第八定位套828、第八被 动齿轮829、第八检测单元安装架830、第八视觉检测单元831、第八调位结构832、 第八主动齿轮833、第八销孔834、第八销轴835、第八架设块836、第八调位架 837、第八工字滑轨838、第八推进气缸839、第九出料台910、第九空盒输送通道 911、第九满盒输送通道912、第九空盒输送驱动组件913、第九满盒输送驱动组件 914、第九空盒推送组件915、第九夹爪间距可变机械手916、第九侧档条917、第 九前挡条918、第九进出盒平台919、第九带式输送机920、第九限位档杆921、第 九推盒爪922、第九推盒爪行程槽923、第九推盒爪直线驱动器924、第九推盒块 925、第九推盒块直线驱动器926、第九xyz三轴向机械手927、第九可变距机械夹 爪组件928、第九气爪工作台929、第九气爪530、第九气爪座931、第九交叉伸缩 结构932、第九导向杆933、第九变距直线驱动器934、第九打火机底盒935、第九 打火机插孔936。
具体实施方式
107.下面结合附图和具体实施方式对本发明做进一步详细的说明。
108.如图1-87所示,本打火机全自动装配生产线,包括用于装配套体、底盖和外 壳组
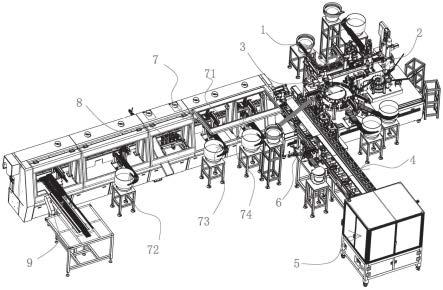
件的第一工作站1,第一工作站1与用于接收第一工作站1装配完毕的打火机 并对其继续装配零部件的第三工作站3相连,第三工作站3与第一工作站1之间设 有连接在第三工作站3上用于自动化组装打火机吸管与锌套并装配的第二工作站 2,第三工作站3一侧设有与第三工作站3连接用于将出气阀装配至打火机上的第 四工作站4,第四工作站4出料端上连接有用于打火机充气的第五工作站5,第五 工作站6出料端上连接有用于引火弹簧安装的第六工作站6,第六工作站6出料端 上连接有用于装配风罩、钢轮和压板的第七工作站7。第七工作站7包括第七输送 线71,第七输送线71上设有风罩装配机构72、钢轮装配机构73、压板装配机构 74、打火机火石质量检测装置8和打火机成品出货机构9。
109.更具体的说,第一工作站1又称为装配套体、底盖和外壳组件装配站,包括第 一机架11,第一机架11上设有第一外壳送料机构1200,靠近第一外壳送料机构 1200下料端的一侧设有固定连接在第一机架11上的第一分距入料机械手1400,第 一机架11上还设有第一循环输送机构300,第一外壳送料机构1200通过第一外壳 送料机构1200与第一循环输送机构1300相连通,还包括设置在第一机架11上的 第一零件导料机构1100和第一底盖装配机构1600,第一零件导料机构1100和第 一底盖装配机构1600均位于第一循环输送机构1300的侧面,其中,第一上料结构 1225包括振动盘;第一工作站1与第三工作站3之间设有能够将第一工作站1组 装完毕的打火机转送至第三工作站3上的第一中转机械手。第一中转机械手的结构 与第二出料装配机械手2900的结构类似,不同点在于夹持结构。
110.第一外壳送料机构1200包括设置在第一机架1上的第一外壳输送线1201,第 一外壳输送线1201包括第一一号直线输送段1202和第一二号直线输送段1203, 第一一号直线输送段1202的一端连通有第一上料结构1205,第一一号直线输送段 1202和第一二号直线输送段1203之间通过第一转弯结构1204连通,第一转弯结 构1204的内表面呈弧形,第一二号直线输送段1203远离第一一号直线输送段1202 的一端侧面还设有第一外壳分组组件1211。
111.本发明,使用时,打火机外壳体通过第一外壳送料机构1200输送至下料端, 第一分距入料机械手1400将第一外壳送料机构1200内的打火机外壳体夹起后分 距,再放置入第一循环输送机构1300内,在第一循环输送机构1300内循环输送, 依次经过零件第一导料机构100和第一底盖装配机构1600完成相应装配。故本发 明从上料、分距、输送到装配都通过机械自动化实现,自动化程度较高。
112.使用时,振动盘内的打火机外壳通过第一一号直线输送段1202输送至第一转 弯结构1204处,经第一转弯结构1204改变输送方向后再由第一二号直线输送段 1203继续输送。故本发明在两个输送方向不同的第一一号直线输送段1202和第一 二号直线输送段1203之间设置一个内表面呈弧形的第一转弯结构1204,简单方便 的实现了在不同方向输送线之间的平稳过渡。
113.第一转弯结构1204包括内部具有弧形输送槽205的第一转弯输送段1206,第 一转弯输送段1206的两端分别固定连接在第一一号直线输送段1202和第一二号直 线输送段1203上。第一转弯结构1204还包括位于第一转弯输送段1206上方的第 一转弯输送电机1207,第一转弯输送电机1207的输出轴上还固定连接有第一毛刷 208。
114.优选地,第一毛刷208的横截面呈圆形,且第一毛刷208的边沿与弧形输送槽205的边沿相切。第一转弯输送电机1207驱动第一毛刷208转动,用于辅助位于 弧形输送槽205内
的打火机外壳进行转弯输送。
115.第一一号直线输送段1202、第一二号直线输送段1203和第一转弯输送段1206 的上方均设有第一导向板1209,第一导向板1209与第一一号直线输送段1202、第 一二号直线输送段1203或第一转弯输送段1206上固定连接,相对设置的两块第一 导向板1209之间具有第一导向通道1210。这样在输送过程中,打火机外壳的上端 位于第一导向通道1210内,即可由两块第一导向板1209进行导向,防止输送过程 中打火机外壳出现位置上的偏差。
116.第一二号直线输送段1203远离第一一号直线输送段1202的一端侧面还设有第 一外壳分组组件1211。利用第一外壳分组组件1211将若干个打火机外壳分为一组, 在后续装配过程中,以组为单位,进行同时装配操作。
117.具体的说,第一外壳分组组件1211包括固定连接在第一二号直线输送段1203 上的第一安装壳体1212,第一安装壳体1212内滑动连接有第一驱动滑块1213,第 一驱动滑块1213的一端通过第一拉动块1214与动力源(图中未示出)驱动连接, 动力源可以是气缸。第一驱动滑块1213通过第一驱动转向结构1215与两根第一分 组杆体1216驱动连接。第一驱动转向结构1215包括两个开设在第一驱动滑块1213 上的倾斜方向相反的第一驱动凹槽1218和固定连接在第一分组杆体1216上的第一 凸起1219,第一驱动凹槽1218与第一分组杆体1216一一对应设置,第一凸起1219 嵌合在第一驱动凹槽1218内。
118.使用时,动力源驱动第一拉动块1214,从而带动第一驱动滑块1213滑动,滑 动过程中,第一驱动凹槽1218发生与第一凸起1219的相对位移,结合图3所示, 此时两根第一分组杆体1216一根向外顶出,一根向内收缩。分组时,先由图中靠 左的第一分组杆体1216顶出,起到限位作用,打火机外壳在第一分组杆体1216处 停止,再利用另一根第一分组杆体1216顶出,这样就将两根第一分组杆体1216之 间的打火机外壳人为的与前后隔开,分为了一组。如此反复以实现对全部的打火机 外壳进行分组。
119.优选地,在输送方向上更靠近第一上料结构1225的第一分组杆体1216端部固 定连接有第一导向部1217,第一导向部1217的宽度由靠近第一分组杆体1216的 一端向另一端逐渐变小。这样便于将第一分组杆体1216插入至紧挨着的打火机外 壳内,从而实现前后分组。
120.使用时,振动盘内的打火机外壳通过第一一号直线输送段1202输送至第一转 弯结构1204处,此时启动第一转弯输送电机1207,第一转弯输送电机1207驱动 第一毛刷208转动,第一毛刷208辅助位于弧形输送槽205内的打火机外壳进行转 弯输送,改变输送方向后再由第一二号直线输送段1203继续输送,直至第一外壳 分组组件1211处。此时,动力源驱动第一拉动块1214,从而带动第一驱动滑块1213 滑动,滑动过程中,第一驱动凹槽1218发生与第一凸起1219的相对位移,结合图 3所示,此时两根第一分组杆体1216一根向外顶出,一根向内收缩。分组时,先 由图中靠左的第一分组杆体1216顶出,起到限位作用,打火机外壳在第一分组杆 体1216处停止,再利用另一根第一分组杆体1216顶出,这样就将两根第一分组杆 体1216之间的打火机外壳人为的与前后隔开,分为了一组。如此反复以实现对全 部的打火机外壳进行分组。故本发明在两个输送方向不同的第一一号直线输送段 1202和第一二号直线输送段1203之间设置一个内表面呈弧形的第一转弯结构 1204,简单方便的实现了在不同方向输送线之间的平稳过渡。
121.第一分距入料机械手1400包括第一安装架1401和通过第一驱动组件1402连 接在
第一安装架1401上的若干个第一夹持组件1403,第一驱动组件1402与第一 夹持组件1403之间还设有可驱动相邻两个第一夹持组件1403相互靠近或相互远离 的第一分距组件1404,第一夹持组件1403依次排列连接在第一分距组件1404上。
122.使用时,打火机外壳体通过振动盘振动输料后,第一夹持组件1403夹持打火 机外壳体,再利用第一分距组件1404带动第一夹持组件1403相互远离,从而使得 相邻两个打火机外壳体之间的距离扩大,从而方便后续加工操作。故本发明在利用 振动盘上料完成后,再利用第一分距组件1404扩大相邻两个打火机壳体之间的距 离,以便于打火机壳体的后续加工装配。
123.第一驱动组件1402包括驱动方向相互垂直的水平驱动组件和竖直驱动组件。 水平驱动组件和竖直驱动组件可分别驱动第一夹持组件1403发生水平或竖直方向 的移动,从而实现将打火机外壳体夹持分距后运送至下一装配位置。本发明对水平 驱动组件和竖直驱动组件的具体结构不做限制,例如可以采用以下具体结构。水平 驱动组件包括拖链,竖直驱动组件包括驱动连接的电机和丝杆,滑套与丝杆螺纹连 接。
124.第一夹持组件1403包括第一夹爪1405和与第一夹爪1405固定连接的第一连 接架1406,第一连接架1406远离第一夹爪1405的一端连接在第一分距组件1404 上。
125.优选地,第一夹爪1405内表面上设有向第一夹爪1405内部凹陷的第一夹持凹 槽1407,第一夹持凹槽1407的表面呈弧形。由于打火机外壳体外表面具有弧形边 沿,故将第一夹持凹槽1407的表面设置为弧形可增加贴合程度。
126.优选地,第一夹爪1405设有五个且第一夹爪1405相互平行设置。这样可以同 时夹持装配五个打火机外壳体,并保持平行,提高生产效率。
127.第一分距组件1404包括固定连接在第一驱动组件1402上的第一安装板1408, 至少一根第一滑动导杆1409固定连接在第一安装板1408上,若干个第一分距滑块1410滑动连接在第一滑动导杆1409上,第一安装板1408的一侧固定设置有第一 直线驱动结构1411,第一剪式伸缩结构1412驱动连接在第一直线驱动结构1411 上,第一直线驱动结构1411可驱动第一剪式伸缩结构1412伸长或缩短,第一分距 滑块1410底面固定连接在第一剪式伸缩结构1412上。其中,第一直线驱动结构 1411可采用以下具体结构,第一直线驱动结构1411包括气缸和连接在气缸上的输 出轴。
128.具体的说,第一剪式伸缩结构1412包括若干个依次连接的铰接单元,每个铰 接单元包括两个相互交叉的第一铰接臂1413,同一个铰接单元内的两个第一铰接 臂1413中心铰接,相邻两个铰接单元之间的第一铰接臂1413端部铰接,第一分距 滑块1410固定连接在同一个铰接单元内的两个第一铰接臂1413的铰接中心上。
129.第一剪式伸缩结构1412即采用例如申请号为“201520225179.0”的发明专利 中的剪式结构。这种结构伸缩过程较为稳定,而且可以保证伸缩后每个第一夹持组 件1403之间距离相等。
130.优选地,第一滑动导杆1409设有四根,且第一滑动导杆1409之间相互平行。 这样可以保证第一分距滑块1410滑动过程中的稳定性。
131.第一循环输送机构1300包括侧面设有至少一个第一加工工位1302的第一循环 输送架1301,第一循环输送架1301上设有若干个第一移动块1303,其中,第一移 动块1303的上表面开设有若干个向第一移动块1303内部凹陷的安装槽。打火机壳 体通过这些安装槽
连接在第一移动块1303上,从而随着第一移动块1303做同步移 动。第一移动块1303沿第一循环输送架1301围绕形成一个环形,且首尾之间具有 第一推进缺口1304,还包括连接在第一循环输送架1301上用于推动第一移动块 1303移动的第一一号推进组件1305和第一二号推进组件1306,第一一号推进组件 1305和第一二号推进组件1306的推进方向不同。
132.使用时,将待装配的打火机壳体转移至第一移动块1303内,依据第一推进缺 口1304的位置,第一一号推进组件1305或第一二号推进组件1306推动第一移动 块1303移动至第一推进缺口1304内,此时新的第一推进缺口1304产生,第一一 号推进组件1305或第一二号推进组件1306再次推动第一移动块1303移动至第一 推进缺口1304内,从而使得第一移动块1303带动待装配的打火机壳体移动并依次 经过第一加工工位1302,实现加工装配。故本发明用于输送产品的第一移动块1303 围绕形成一个环形,通过推动移动块使得产品沿第一循环输送架1301循环移动, 从而解决上述输送线长度较长需要较大场地的问题。
133.优选地,第一一号推进组件1305为横向推进组件,第一二号推进组件1306为 纵向推进组件,第一一号推进组件1305和第一二号推进组件1306的推进方向相互 垂直。这样可以保证第一移动块1303沿两个相互不干涉的方向移动,第一移动块1303的移动过程以及移动的位置变得简单可控。
134.第一一号推进组件1305包括固定安装在第一循环输送架1301上的第一推进气 缸1307,第一推进气缸1307的输出轴上固定连接有第一横向推进块1308。
135.第一二号推进组件1306也可采用如第一一号推进组件1305类似的具体结构, 但为保证纵向推进过程中的精度,优选地,第一二号推进组件1306包括固定安装 在第一循环输送架1301上的第一推进电机1309,第一推进螺杆1310与第一推进 电机1309驱动连接,第一推进螺杆1310上螺纹连接有第一纵向推进块1311,转 动第一推进螺杆1310可使第一纵向推进块1311沿第一推进螺杆1310的轴心线方 向移动。进一步优选地,第一推进电机1309为伺服电机。
136.第一循环输送架1301上设有第一让位槽1312,第一纵向推进块1311的一端 延伸至第一让位槽1312处,移动第一纵向推进块1311可使第一纵向推进块1311 穿过第一让位槽1312并压设至第一移动块1303上。这样可以防止第一纵向推进块 1311在进行推进动作时与第一循环输送架1301边沿发生干涉。
137.第一推进缺口1304有且仅有一个,第一移动块1303活动连接在第一循环输送 架1301上且相邻两个第一移动块1303之间相互贴合。
138.优选地,每个第一移动块1303之间的形状大小均相同,且第一移动块1303与 第一推进缺口1304的形状大小相同。每个第一移动块1303的宽度为40mm,长度 为200mm,故第一一号推进组件1305的单次推进距离为40mm,第一二号推进组 件1306的单次推进距离为200mm。这样保证每次推进第一移动块1303均向横向 或纵向移动一个身位。从而保证移动输送过程的有序性和稳定性。
139.第一导料机构100包括第一导料安装架101,第一导料安装架101上设置第一 直线驱动机构1102,具有至少一条第一导料凹槽1104的第一导料组件1103连接 在第一直线驱动机构1102上,且第一直线驱动机构1102驱动第一导料组件1103 沿竖直方向往复移动。
140.使用时,第一导料组件1103位于用于输送打火机外壳的输送线上方,利用第 一直线驱动机构1102调整至适宜高度,以便于装配。套体零件通过第一导料组件 1103疏导后实
现与打火机外壳组装。故本发明提供了一种专用于打火机套体零件 装配过程中的导料机构,能有效提高打火机零部件装配时规整性和有序性。
141.第一导料组件1103包括固定连接在第一直线驱动机构1102上的第一导料板体 1105,第一导料板体1105上设有第一下料槽1107,第一导料凹槽1104位于第一 导料板体1105上,且第一导料凹槽1104与第一下料槽1107之间还设有第一下料 组件1106,第一下料组件1106连接在第一导料板体1105上。本发明利用第一下 料组件1106实现套体零件的逐个下料,从而进一步提高装配过程的有序性。
142.优选地,第一导料凹槽1104和第一下料槽1107均设有相互平行的若干个,且 第一导料凹槽1104和第一下料槽1107一一对应设置。结合图1所示,图1中所示 为第一导料凹槽1104和第一下料槽1107均设有5个的情形,这样可以同时实现对 5个打火机进行组装,保证组装效率。
143.优选地,第一导料板体1105上还转动连接有盖板,转动盖板可使盖板盖合在 第一导料凹槽1104和第一下料槽1107的侧面上。这样可以进一步保证装配过程中, 套体零件输送的稳定性。
144.第一下料组件1106包括固定连接在第一导料板体1105上的气缸(图中未示出) 以及与气缸驱动连接的第一下料推板1108,第一下料推板1108滑动连接在第一导 料板体1105内,第一下料推板1108表面突出有第一下料推块1109,相邻两个第 一下料推块1109之间具有第一存料间隙1110,第一存料间隙1110与第一导料凹 槽1104相连通。第一下料槽1107一侧具有第一止料块1111,第一止料块1111上 表面为第一定位面1112,第一定位面1112与第一导料凹槽1104通过第一存料间 隙1110相连通。
145.使用时,第一导料凹槽1104内的套体零件落入至第一存料间隙1110内被第一 定位面1112支撑,此时气缸驱动第一下料推板1108滑动,第一止料块1111推动 位于第一定位面1112上的一个套体零件落入第一下料槽1107内,并通过第一下料 槽1107进入打火机外壳内,从而实现逐个下料。
146.优选地,第一存料间隙1110的宽度与第一导料凹槽1104的宽度相等。这样方 便套体零件由第一导料凹槽1104落入第一存料间隙1110中。
147.第一直线驱动机构1102包括固定连接在第一导料安装架101上的第一驱动电 机1113,第一驱动电机1113的输出轴上连接有第一丝杆1114,第一滑套1115与 第一丝杆1114螺纹连接,第一导料组件1103固定连接在第一滑套1115的一侧表 面上。第一滑套1115侧面还固定连接有第一滑块1117,第一滑块1117与固定连 接在料安装第一机架101上的第一导轨1116滑动连接。
148.优选地,第一导轨1116具有两条且对称设置在第一滑套1115的两侧,每一条 第一导轨1116上滑动连接有至少一块第一滑块1117。这样可以保证驱动过程的稳 定性。
149.使用时,第一导料组件1103位于用于输送打火机外壳的输送线上方,启动第 一驱动电机1113,第一驱动电机1113驱动第一丝杆1114转动从而使得第一滑套 1115发生沿第一丝杆1114轴心线方向的移动,将第一导料板体1105调整至适宜 高度后,套体零件通过例如振动盘输送至第一导料凹槽1104内,套体零件通过第 一导料凹槽1104疏导后落入至第一存料间隙1110内被第一定位面1112支撑,此 时气缸驱动第一下料推板1108滑动,第一止料块1111推动位于第一定位面1112 上的一个套体零件落入第一下料槽1107内,并通过第
一下料槽1107进入打火机外 壳内。故本发明提供了一种专用于打火机套体零件装配过程中的导料机构,能有效 提高打火机零部件装配时规整性和有序性。
150.第一底盖装配机构1600包括第一安装架1601,第一安装架1601上设有第一 底盖进料组件1602和可内设打火机外壳体的第一装配组件1603,第一安装架1601 上还设有第一分料输送组件1604,第一分料输送组件1604一端与第一底盖进料组 件1602相连通,另一端与第一装配组件1603相连通。
151.使用时,打火机外壳体放置在第一装配组件1603上,底盖通过第一底盖进料 组件1602输送至第一分料输送组件1604,再通过第一分料输送组件1604将底盖 输送至与打火机外壳体相对于的位置,从而实现对底盖的装配。故本发明可利用第 一分料输送组件1604将底盖输送至内设打火机外壳体的第一装配组件1603中,从 而实现底盖的自动装配。
152.第一底盖进料组件1602包括固定连接在第一安装架1601上的第一底盖振动盘 1605,第一底盖振动盘1605通过第一送料槽1606与第一分料输送组件1604相连 通。
153.第一装配组件1603包括用于安装打火机外壳体的第一安装座1607,第一安装 座1607上设有至少一个向第一安装座1607内部凹陷的第一安装孔1608,第一安 装孔1608正下方具有用于放置底盖的第一顶紧平台1609,第一顶紧平台1609下 方设有第一顶紧驱动件1610,第一安装座1607上方设有第一紧压件1611。第一顶 紧驱动件1610可以采用顶杆与气缸相配和的实现方式,利用顶杆将底盖顶入打火 机外壳体内。第一紧压件1611可采用驱动机构配合压板的方式,将压板压设至打 火机外壳体上,防止装配过程中出现外壳体脱离的问题。
154.优选地,第一安装孔1608相互平行设有若干个,且相邻两个第一安装孔1608 之间的距离相等。这样可以同时对多个打火机外壳体进行装配,提高装配效率。
155.第一分料输送组件1604包括固定连接在第一安装架1601上的第一支座1615, 第一支座1615上设有若干与第一底盖进料组件1602相连通的第一导料通道1616, 第一导料通道1616远离第一底盖进料组件1602的一端连通有第一分料区1612, 第一分料区1612下方设有第一装配进料区1613,第一分料区1612与第一装配进 料区1613之间设有第一装配进料组件1614,移动第一装配进料组件1614可使第 一分料区1612与第一装配进料区1613相互连通或相互隔离。这样可以实现底盖的 单个进料,防止底盖与底盖之间发生干涉。
156.具体的说,第一装配进料组件1614包括位于第一分料区1612与第一装配进料 区1613之间的第一隔板1617,第一隔板1617固定连接在第一推杆1618上,第一 推杆1618与第一支座1615之间通过第一复位弹簧1619弹性连接,第一推杆1618 远离第一复位弹簧1619的一端设有第一驱动机构1620。第一驱动机构1620包括 第一驱动气缸1621和连接在第一驱动气缸1621上的第一驱动块1622,第一驱动 块1622上固定连接有第一驱动杆1623,第一驱动杆1623远离第一驱动块1622的 一端固定连接有第一推动块1624,移动第一推动块1624可使第一推动块1624压 设在第一推杆1618的侧面。
157.优选地,第一推动块1624远离第一驱动杆1623的一侧设有倾斜设置的第一推 动斜面1625。
158.第一驱动机构1620还包括与第一驱动气缸1621驱动连接的第一进料板1626, 第一进料板1626上固定连接有若干个用于承接并输送底盖的第一承接件1627,驱 动第一进料板1626可使第一承接件1627进入第一装配进料区1613内。第一承接 件1627包括固定连
接的第一柱体1628和第一承接块1629,第一承接块1629上表 面设有承接平台630,第一柱体1628固定连接在第一进料板1626上。
159.使用时,打火机外壳体放置在第一装配组件1603上,底盖通过第一底盖振动 盘1605、第一送料槽1606和第一导料通道1616输送至第一分料区1612上,此时 底盖位于第一隔板1617上,此时第一驱动气缸1621推动第一驱动块1622和第一 驱动杆1623,第一驱动杆1623带动第一推动块1624向前运动,使得第一推动斜 面1625挤压第一推杆1618侧面,第一推杆1618带动第一隔板1617向侧面平移, 使得底盖落入位于下方的承接平台630上,再由第一驱动气缸1621驱动第一进料 板1626,从而使得承接平台630上的底盖转移至第一装配组件1603内,与打火机 外壳体处于相对位置,此时第一紧压件1611压设在打火机外壳体上,再利用第一 顶紧驱动件1610将底盖顶入打火机外壳体底部完成装配。故本发明可利用第一分 料输送组件1604将底盖输送至内设打火机外壳体的第一装配组件1603中,从而实 现底盖的自动装配。
160.更具体的说,第二工作站2又称为锌套、吸管装配站,包括第二组装旋转台 2100,在第二组装旋转台2100上设有若干沿圆周方向上均匀分布的第二吸管定位 器2200,第二组装旋转台2100一侧设有第二吸管上料机构2300,在另一侧设有第 二成品出料机构2400,第二吸管上料机构2300与第二成品出料机构2400之间设 第二有锌套上料机构2500,第二吸管定位器2200下方设有第二锌套抬升装配机构 2600。
161.第二组装旋转台2100包括第二上旋转台板2110,第二上旋转台板2110设置 在第二旋转架2120上,在第二旋转架2120上连接有第二旋转驱动机构2130,第 二上旋转台板2110上设有若干沿圆周方向上均匀分布的第二吸管定位器2200,第 二上旋转台板2110侧壁上设有若干沿圆周方向上均匀分布的第二吸管定位槽 2111,第二吸管定位槽2111与第二吸管定位器2200一一对应设置,第二成品出料 机构2400上连接有出料分距机构2800相连,出料分距机构2800一侧设有出料装 配机械手2900。
162.第二上旋转台板2110侧壁上设有若干沿圆周方向上均匀分布的第二吸管定位 槽2111,第二吸管定位槽2111与第二吸管定位器2200一一对应设置,且第二吸 管定位槽2111与第二吸管定位器2200的第二吸管定位槽2210垂直方向上配合连 通设置;第二吸管定位器2200包括第二管座2220,在第二管座2220上设有所述 第二吸管定位槽2210。
163.为了能够使吸管进入更为顺畅,第二吸管定位槽2111上设有能够便于吸管进 入的吸管易入结构,吸管易入结构包括设置在第二吸管定位槽2111外端一侧或两 侧的第二入管斜面2112。
164.第二吸管定位器2200包括第二管座2220,在第二管座2220侧壁上设有所述 第二吸管定位槽2111,第二管座2220通过螺栓固定在第二上旋转台板2110上。
165.第二旋转架2120包括第二旋转筒体2121,第二旋转筒体2121与第二中心柱 2122相连,在第二中心柱2122与第二旋转筒体2121之间设有分别位于上下两端 的轴承,第二旋转筒体2121上端与第二上旋转台板2110相连,第二旋转筒体2121 下端与第二旋转驱动机构2130相连;第二旋转驱动机构2130包括设置在第二旋转 架2120下端的第二从动齿轮2131,第二从动齿轮2131通过第二旋转传动组件2140 与第二旋转驱动器2150相连;第二旋转传动组件2140包括与第二从动齿轮2131 相连的第二传动齿轮2141,第二传动齿轮2141设置在第二传动轴2142上,第二 传动轴2142通过传动轴齿轮和传动链与第二齿轮箱2143
相连,第二齿轮箱2143 与第二旋转驱动器2150相连;第二传动轴2142穿设在第二底板2144上,第二传 动轴2142与第二底板2144之间还设有传动轴,传动轴与第二底板2144和第二传 动轴支架2145之间分别设有轴承,传动轴齿轮、传动链、第二齿轮箱2143和第二 旋转驱动器2150位于第二底板2144下方,第二旋转驱动器2150为驱动电机。
166.第二吸管上料机构2300包括第二吸管上料轨道2310,在第二吸管上料轨道 2310上设有沿长度方向上设置的第二吸管上料通道2320,第二吸管上料轨道2310 内端接近第二组装旋转台2100上的第二吸管定位器2200,外端与第二吸管上料振 动盘2330相连,第二吸管上料轨道2310底部设有直震器,直震器为现有采购的设 备,因此其结构不再详细阐述。
167.作为优选地,第二吸管上料轨道2310进料端至出料端向下倾斜。
168.若干吸管通过第二吸管上料振动盘2330进行排序后,输送至上料轨道310上, 吸管在第二吸管上料通道2320内互相抵靠且垂直于底面。
169.作为优选地,第二吸管上料轨道2310与第二上旋转台板2110侧壁之间留有间 隙,且第二吸管上料轨道2310与第二上旋转台板2110之间间隙的距离小于吸管2 的半径。
170.第二锌套上料机构2500包括第二锌套振动盘2510,所述的第二锌套振动盘 2510出料端上设有第二上料盘2520,所述的第二上料盘2520与第二上料盘旋转驱 动组件2530相连,在第二上料盘2520外围设有若干沿圆周方向上均匀分布的第二 锌套转送槽2540,且其中一个第二锌套转送槽2540位于第二吸管定位器2200下 方且其中一个第二锌套转送槽2540位于第二吸管定位器2200下方,第二上料盘 2520侧缘设有锌套排序进料组件,
171.更具体的说,第二上料盘旋转驱动组件2530包括设置在第二底板2144上的第 二上料盘转轴2531,第二上料盘2520固定在第二上料盘转轴2531上端,第二上 料盘转轴2531下端通过同步带与第二旋转驱动机构2130相连,第二上料盘转轴 2531与第二底板2144之间设有上料盘转轴支架,第二上料盘转轴2531与上料盘 转轴支架和第二底板2144之间均设有轴承。
172.为了防止锌套径向脱离第二锌套转送槽2540,第二上料盘2520侧缘设有位于 第二锌套振动盘2510出料端与第二组装旋转台2100上料区之间设有第二锌套防脱 离结构2550。
173.作为优选地,第二锌套防脱离结构2550包括设置在第二上料盘2520侧缘呈弧 形的第二锌套防脱离护板2551,第二锌套防脱离护板2551底部设有呈弧形的第二 u形锌套通行护板2552,第二u形锌套通行护板2552与第二锌套防脱离护板2551 连为一体,第二锌套防脱离护板2551固定在支撑架上。
174.作为优选地,锌套排序进料组件包括第二锌套振动盘2510,第二锌套振动盘 2510与第二上料盘2520之间设有第二锌套排序管2560,在第二锌套排序管2560 上设有第二锌套排序槽2561,锌套排序管561底部设有直震器,第二锌套排序管 2560与第二上料盘2520之间留有间隙。
175.作为优选地,间隙的距离小于锌套的半径。
176.由于锌套在输送过程中难以避免的会脱离第二锌套排序槽2561,因此,第二 锌套排序槽2561上方还设有第二锌套防掉落槽2562。
177.为了能够便于精确的调整第二上料盘2520与第二上料盘转轴2531之间设有周 向
调节组件,周向调节组件包括设置在第二上料盘2520上的四条沿第二上料盘 2520中心周向均匀分布的第二弧形孔2521。
178.第二锌套抬升装配机构2600包括设置在每个第二吸管定位器2200下方的第二 顶轴2610,第二顶轴2610顶部设有第二吸管伸入孔2620,第二旋转架2120上设 有能够与第二旋转架2120同步旋转的第二顶杆安装环2630,第二顶轴2610竖向 穿设在第二顶杆安装环2630上,第二顶轴2610上连接有第二顶轴升降组件2640, 第二顶轴升降组件2640包括设置在第二顶杆安装环2630下方的第二环形滑轨2641,第二顶轴2610底部设有能够在第二环形滑轨2641上滑动的第二滑轮2642, 第二锌套上料机构2500与第二成品出料机构2400之间的第二环形滑轨2641上设 有第二顶升凸台2643,第二顶杆安装环2630与第二顶轴2610之间设有第二顶轴 轴向复位组件2650。
179.第二顶杆安装环2630随第二旋转架2120转动,使得第二顶轴2610在经过第 二顶升凸台2643时能够垂直向上顶升,从而将第二锌套转送槽2540上的锌套抬升 至吸管上,此时吸管下端进入第二吸管伸入孔2620。
180.显然的,第二顶轴升降组件2640也可以为单独的直线驱动缸实现,即每个第 二顶轴2610下方连接直线驱动缸。
181.作为优选地,衔接过渡结构包括分别设置在第二顶升凸台2643两端与第二环 形滑轨2641之间设有第二倾斜部2644。
182.第二顶轴轴向复位组件2650包括设置在第二顶杆安装环2630与第二顶轴2610 之间的第二顶轴弹簧2651,第二顶杆安装环2630与第二顶轴2610之间还设有第 二耐磨安装套2660,第二耐磨安装套2660固定在第二顶杆安装环2630的耐磨第 二安装套安装孔2661内,第二顶轴2610穿设在第二耐磨安装套2660上与其滑动 连接,第二顶轴弹簧2651下端设置在第二顶轴弹簧座2652上,上端设置在第二耐 磨安装套2660底部,第二耐磨安装套2660与第二顶轴2610之间设有第二顶轴周 向限位结构2670。
183.第二耐磨安装套2660与第二顶杆安装环2630之间设有耐磨安装套限位结构, 耐磨安装套限位结构包括设置在第二耐磨安装套2660上且位于第二顶杆安装环 2630底部的凸沿,第二顶杆安装环2630顶部设有耐磨安装套压块,第二顶杆安装 环2630嵌设在第二耐磨安装套2660顶部的耐磨安装套压块卡槽内。
184.第二顶轴周向限位结构2670包括设置在第二顶轴2610外壁上的轴向延伸的第 二限位平面2671,第二耐磨安装套2660内壁设有与第二限位平面2671相适应的 第二限位壁面2672,第二顶轴2610上端设有设置在第二吸管伸入孔2620上的第 二顶套2611,第二顶套2611通过第二顶套固定座2612与第二顶轴2610相连,在 第二顶套2611上设有第二顶嘴2613,第二顶嘴2613上穿设有第二吸管穿孔2614, 在第二吸管穿孔2614上端设有第二锌套顶升内台阶2615,容纳顶升内台阶615内 由内端至外端逐渐变大。
185.作为优选地,第二顶轴2610底部设有能够在第二环形滑轨2641上滑动的第二 滑轮2642。
186.第二吸管定位器2200和第二锌套抬升装配机构2600之间设有能够当锌套1抬 升至预设高度且第二锌套抬升装配机构2600复位后防止锌套1脱离吸管2的第二 锌套定位机构2700。
187.第二锌套定位机构2700包括设置在每个第二吸管定位器2200下方的第二锌套 悬
置件2710,第二锌套悬置件2710上连接有能够控制其沿第二组装旋转台2100 径向伸缩的第二伸缩组件2720。
188.第二锌套悬置件2710包括沿第二组装旋转台2100径向设置的第二锌套悬置杆 2711,在第二锌套悬置杆2711外端上设有第二锌套悬置卡口2712,第二锌套悬置 杆2711设置在第二锌套悬置杆安装环2730的第二径向滑槽2731内,第二上旋转 台板2110通过第二锌套悬置杆安装环2730与第二旋转筒体2121相连,第二锌套 悬置杆2711内端上连接有能够使其沿第二组装旋转台2100径向伸缩的第二伸缩驱 动组件2740。
189.第二伸缩驱动组件2740包括设置在锌套悬置杆安装环740内侧的第二滚轮路 径盘2750,在第二滚轮路径盘2750上设有第二环形凸轮槽2751,第二锌套悬置杆 2711内端设有能够在沿第二环形凸轮槽2751内滚动的第二滚轮2752,第二滚轮路 径盘2750固定在第二中心柱2122上。
190.作为优选地,第二滚轮2752通过螺栓固定在第二锌套悬置杆2711内端上。
191.作为优选地,第二滚轮2752滚动面与第二环形凸轮槽2751两侧侧壁滚动连接,
192.作为优选地,第二锌套悬置卡口2712上端设有第二凹陷2713。
193.作为优选地,第二锌套悬置卡口2712上设有锌套易入结构,
194.作为优选地,锌套易入结构包括设置在第二锌套悬置卡口2712外端的一侧或 两侧的导入斜面。
195.作为优选地,第二凹陷2713外端的一侧或两侧设有导入斜面。
196.为了在转动过程中防止吸管径向脱离第二上旋转台板2110,第二上旋转台板 2110侧缘设有位于第二吸管上料机构2300和第二成品出料机构2400之间的若干 第二吸管防脱机构220。
197.具体的,每个第二吸管防脱机构220包括设置在第二上旋转台板2110侧缘的 若干第二弧形防脱挡块221,第二弧形防脱挡块221与第二上旋转台板2110侧缘 相适应,第二弧形防脱挡块221通过弧形防脱挡块安装座与第二支撑架222相连。
198.本技术中,第二吸管防脱机构220有三个且两两相互抵靠。
199.第二成品出料机构2400包括设置在第二组装旋转台2100上方的第二出料顶板 2410,第二吸管定位器2200一侧设有能够当吸管2位于第二出料顶板2410下方时 使其脱离第二吸管定位器2200的第二自复位推管器2420。
200.更具体的说,第二自复位推管器2420包括第二推管器座2421,在第二推管器 座2421上设有第二横向顶杆2422和第二竖向顶杆2423,第二横向顶杆2422与第 二竖向顶杆2423之间设有能够当第二竖向顶杆2423向下移动或向上移动时使得第 二横向顶杆2422分别推出或缩进的第二联动组件2440,第二联动组件2440包括 设置在第二横向顶杆2422和第二推管器座2421之间设有第二横移复位单元2450, 第二竖向顶杆2423和第二推管器座2421之间设有第二竖移复位单元2460,第二 横向顶杆2422内端和第二竖向顶杆2423内端之间设有第二联动结构2470。
201.第二联动结构2470包括设置在第二横向顶杆2422内端的第二横向顶杆倾面 2471,在第二竖向顶杆2423内端上设有能够与第二横向顶杆倾面2471配合的第二 竖向顶杆倾面2472,第二横向顶杆2422设置在第二横向顶杆滑动孔2473内,第 二竖向顶杆2423设置在第二竖向顶杆滑动孔2474内,第二横向顶杆滑动孔2473 内端和第二竖向顶杆滑动孔
2474内端分别设有第二横向让位孔2475和第二竖向让 位孔2476。
202.显然的,第二联动结构2470也可以为除横向顶杆倾面47和第二竖向顶杆倾面 2472外的其它结构,例如弧形面或推轮等结构。
203.为了能够使第二横向顶杆2422和第二竖向顶杆2423在处于非受理状态时自动 复位,第二横移复位单元2450包括设置在第二横向顶杆2422和第二推管器座2421 之间的第二横移复位弹簧2451,第二竖移复位单元2460包括设置在第二竖向顶杆 2423和第二推管器座2421之间设有第二竖移复位弹簧2452。
204.为了限制第二横向顶杆2422和第二竖向顶杆2423的活动行程,第二横向顶杆 2422和第二推管器座2421之间还设有横移限位结构,第二竖向顶杆2423和第二 推管器座2421之间还设有竖移限位结构;横移限位结构包括穿设在第二横向顶杆 2422上的第二横移限位杆2424,第二横移限位杆2424两端分别设置在第二推管器 座2421两侧的第二横移活动限位槽2425内,竖移限位结构包括设置在第二竖向顶 杆2423侧部的第二竖移限位杆2426,第二竖移限位杆2426两端分别设置在第二 推管器座2421两侧的第二竖移活动限位槽2427内。
205.为了提升耐用度以及运行顺滑性,第二竖向顶杆2423外端上设有第二滑轮 2642,第二滑轮2642通过滑轮座与第二竖向顶杆2423相连,第二横移复位弹簧 2451一端抵靠在滑轮座上,另一端抵靠在第二推管器座2421上。
206.在使用时,第二横向顶杆2422穿设在第二吸管定位器2200的横向顶杆孔211 内,在第二横向顶杆2422与第二吸管定位器2200之间设有弹簧挡圈428,弹簧挡 圈428抵靠在第二吸管定位器2200上,第二横移复位弹簧2451一端抵靠在弹簧挡 圈428上,另一端抵靠在第二横向顶杆2422的弹簧座上。
207.第二横向顶杆2422外端还设有用于匹配吸管侧壁的第二推管槽2429。
208.作为优选地,第二推管槽2429呈c形。
209.作为优选地,第二出料顶板2410底部设有由进端至出端逐渐向下倾斜的第二 斜坡2411,
210.作为优选地,第二斜坡2411进端上设有第二滑入引导段2412。
211.作为优选地,第二滑入引导段2412平行于底面。
212.作为优选地,第二斜坡2411出端上设有第二滑出引导段2413
213.作为优选地,第二滑出引导段2413平行于底面。
214.作为优选地,第二出料顶板2410呈弧形,
215.作为优选地,第二出料顶板2410固定在第二出料支架2414上。
216.为了能够匹配不同高度的吸管,第二出料顶板2410和第二出料支架2414之间 设有第二出料顶板高度调节组件2480。
217.第二出料顶板高度调节组件2480包括设置在第二出料支架2414上的两个第二 高度调节条形孔2482,第二出料顶板2410通过穿设在第二高度调节条形孔2482 内的螺栓与第二出料支架2414相连。
218.第二出料顶板2410固定在第二出料顶板固定座2483上,第二出料顶板固定座 2483通过穿设在第二高度调节条形孔2482内的螺栓与第二出料支架2414相连,第 二高度调节条形孔2482设置在第二出料支架2414的第二出料顶板高度调节座2484 上,第二出料
顶板固定座2483上设有第二出料顶板高度调节座槽2485,第二出料 顶板高度调节座槽2485与第二出料顶板高度调节座2484相适应。
219.第二出料顶板高度调节座2484上端设有限位块。
220.第二出料顶板2410一侧设有用于接取被第二自复位推管器2420顶出吸管锌套 组3的第二接料送料组件2430,第二接料送料组件2430外端与第二出料分距机构 2800相连;第二出料分距机构2800一侧设有第二出料装配机械手2900。
221.第二接料送料组件2430包括设置在第二出料支架2414上的第二接料座2431, 在第二接料座2431上设有第二接料通道2432,第二接料座2431外端上设有倾斜 设置的第二送料器2490,第二送料器2490上设有与第二接料通道2432相连的第 二送料通道2491。
222.作为优选地,第二接料座2431包括两对称设置的第二接料块2433,两第二接 料块2433通过第二接料座架2434与第二出料支架2414相连,在第二接料块2433 之间形成所述第二接料通道2432。第二接料通道2432截面呈t形,第二接料座架 2434与第二出料支架2414之间设有接料座高度调节组件;接料座高度调节组件包 括设置在第二接料座架2434上的两个高度调节孔,第二接料座架2434通过穿设在 高度调节孔内的螺栓与第二出料支架2414相连。
223.作为优选地,第二送料器2490包括两对称设置的第二出料挡板2492,两块第 二出料挡板2492之间形成所述第二送料通道2491,第二出料挡板2492一端固定 在第二接料座2431上,且第二出料挡板2492由一端至另一端逐渐向下倾斜,第二 出料挡板2492另一端固定在第二出料分距机构2800上,两块第二出料挡板2492 通过u形出料挡板加固座固定,u形出料挡板加固座与第二出料挡板2492之间还 设有两根耐磨滑轨,耐磨滑轨通过螺栓与出料挡板加固座相连。
224.第二出料顶板2410一侧设有用于接取被第二自复位推管器2420顶出带有锌套 的吸管2的第二接料送料组件2430,第二接料送料组件2430外端与第二出料分距 机构2800相连,第二出料分距机构2800一侧设有第二出料装配机械手2900。
225.第二出料分距机构2800包括第二出料分距底座2810,在第二出料分距底座 2810上设有第二环形输送组件2820,在第二环形输送组件2820上设有若干沿第二 环形输送组件2820周向均匀分布的第二分距料座2830,在第二分距料座2830上 设有用于悬挂吸管锌套组3的第二卡口2840。
226.吸管锌套组3包括吸管2和已经装配在吸管2上的锌套1。
227.吸管2和锌套1横截面均呈t形且具有中心孔。
228.更具体的说,第二分距料座2830上设有与第二卡口2840相连的至少一第二一 号夹爪伸入槽2831。
229.为了防止吸管锌套组3脱离第二分距料座2830,第二分距料座2830一侧设有 固定在第二出料分距底座2810上的第二分距挡块2850,第二分距挡块2850与第 二分距料座2830滑动接触,第二分距挡块2850通过分距挡块座固定在第二出料分 距底座2810上。
230.第二分距挡块2850一侧设有第二送料器固定座2860。
231.为了便于吸管锌套组3能够被方便的取出,第二分距挡块2850位于第二分距 料座2830的一侧设有第二二号夹爪伸入槽2851,第二二号夹爪伸入槽2851与第 二卡口2840配合。
232.第二环形输送组件2820包括第二传送带2821,第二传送带2821一端设有第 二传送带从动轮2822,另一端设有第二传送带主动轮2823,第二传送带主动轮2823 与主动轮驱动器相连,第二分距料座2830通过至少两颗螺栓固定在第二传送带 2821上,第二传送带从动轮2822和第二传送带主动轮2823均设置在第二出料分 距底座2810上,主动轮驱动器为伺服电机。
233.作为优选地,第二传送带从动轮2822和第二传送带主动轮2823上均设有能够 使第二分距料座2830的螺栓经过的第二螺栓让位环形槽2824,第二螺栓让位环形 槽2824分别位于第二传送带从动轮2822和第二传送带主动轮2823外环面上的中 部,第二分距料座2830的螺栓位于第二传送带2821的中部。
234.为了保障传动带821的运行稳定性,第二传送带2821远离第二分距挡块2850 的一侧设有第二传送带防晃环2870,第二传送带防晃环2870固定在第二出料分距 底座2810上。
235.作为优选地,第二分距料座2830的数量可根据情况增加或减少。
236.吸管锌套组3进入第二卡口2840后,吸管锌套组3的锌套卡环位于第二卡口2840上方,即第二卡口2840的内径小于锌套卡环,从而能够防止吸管锌套组3轴 向脱落。
237.第二出料装配机械手2900包括第二机械手支架2910,第二机械手支架2910 上设有第二夹爪驱动器安装座2920,第二夹爪驱动器安装座2920通过第二横移组 件2930和第二竖移组件2940与第二机械手支架2910相连,在第二夹爪驱动器安 装座2920上设有若干沿水平方向分布的第二夹爪驱动器2950,第二夹爪驱动器 2950与两个对称设置的第二夹爪2960相连,在第二夹爪2960上设有第二锌套夹 取限位结构2970。
238.更具体的说,第二夹爪驱动器2950为气爪缸,气爪缸的两个第二爪臂2951分 别与两个第二夹爪2960相连,第二夹爪2960上端与第二爪臂2951相连,第二夹 爪2960下端上设有所述第二锌套夹取限位结构2970,第二锌套夹取限位结构2970 包括设置在第二夹爪2960下端内侧上的第一锌套夹槽971,第二夹爪2960下方设 有第二锌套夹块2961,在第二锌套夹块2961内侧设有第二二号锌套夹槽2962, 第二二号锌套夹槽2962位于第一锌套夹槽971下方内侧。
239.即两个第二二号锌套夹槽2962合围的区域大于两个第一锌套夹槽971合围的 区域,第二二号锌套夹槽2962合围的区域用于夹紧锌套小端,第一锌套夹槽971 合围的区域用于夹紧锌套大端。
240.作为优选地,第二锌套夹块2961与第二夹爪2960连为一体。
241.第二夹爪2960通过第二夹爪座2963与第二爪臂2951相连,第二夹爪2960第 二夹爪座2963连为一体,第二夹爪2960呈z字形,第二夹爪座2963与第二爪臂 2951通过螺栓相连。
242.为了保障移动时的稳定性,第二横移组件2930包括固定在第二机械手支架 2910上的第二横移座2931,在第二横移座2931上设有第二轴移槽2932,在第二 轴移槽2932内设有第二丝杆2933和第二螺套2934,在第二螺套2934两侧设有能 够防止螺套周向转动的第二限位侧翼2935,第二限位侧翼2935与第二横移座2931 滑动连接,第二螺套2934上固定有第二横移滑块2936,第二横移滑块2936上设 置有第二竖移组件2940,在第二竖移组件2940与第二横移滑块2936之间设有固 定在第二横移座2931上的第二加固板2937,第二竖移组件2940包括与第二横移 滑块2936相连的第二竖移连接座2941,第二竖移连接座2941通过
第二滑台气缸 2942与第二夹爪驱动器安装座2920相连。
243.本技术中,第二夹爪驱动器安装座2920上设有五个沿水平方向分布的第二夹 爪驱动器2950。
244.作为优选地,第二锌套夹块2961的厚度小于第二夹爪2960的厚度,从而能够 便于第二锌套夹块2961进入第二二号夹爪伸入槽2851和第二一号夹爪伸入槽2831,第二二号夹爪伸入槽2851和第二一号夹爪伸入槽2831之间设置有待夹取的 吸管锌套组3,吸管锌套组3包括吸管2和已经装配在吸管2上的锌套1,吸管2 和锌套1横截面均呈t形且具有中心孔,第二二号夹爪伸入槽2851和第二一号夹 爪伸入槽2831的宽度小于锌套1的直径。
245.第二工作站工作原理如下:
246.吸管上料原理:通过第二吸管上料振动盘2330将吸管2进行排序,排序后的 吸管2进入至第二吸管上料轨道2310的第二吸管上料通道2320内,第二吸管上料 通道2320由外端至内端逐渐向下倾斜并通过直震器使吸管2内端移动,第二吸管 定位器2200随第二组装旋转台2100顺时针转动,当第二吸管定位器2200的吸管 悬置槽210与第二吸管上料通道2320位于同一轴向上时,第二吸管上料通道2320 内的一根吸管2进入至吸管悬置槽210内,从而完成上料。
247.锌套上料装配原理:若干锌套1由第二锌套振动盘2510排序后通过第二锌套 排序管2560输送至第二上料盘2520的一个第二锌套转送槽2540上,经过第二上 料盘2520转动后使其位于第二锌套抬升装配机构2600的第二顶轴2610与吸管2 之间,即位于上料区后第二上料盘2520停止转动,此时锌套1能够被第二顶轴2610 顶升从而垂直向上脱离第二上料盘2520的第二锌套转送槽2540。
248.第二锌套抬升装配机构2600工作原理:第二顶杆安装环2630随着第二旋转架 2120同步旋转,第二顶轴2610底部的第二滑轮2642在第二环形滑轨2641上滑动, 当第二顶轴2610经过第二顶升凸台2643时第二顶轴2610轴向向上移动,吸管下 端通过第二顶嘴2613的第二吸管穿孔2614进入至第二吸管伸入孔2620内,锌套 通过第二顶嘴2613向上顶升,从而完成锌套1和吸管2的装配成为吸管锌套组3。
249.吸管锌套组3装配完毕后其锌套1通过径向伸出的第二锌套悬置杆2711的第 二锌套悬置卡口2712对锌套1进行定位防止其向下脱离吸管2。
250.当吸管锌套组3转动至接近第二接料座2431时,此时第二自复位推管器2420 的第二竖向顶杆2423与第二出料顶板2410接触后使得第二竖向顶杆2423垂直下 降,下降的第二竖向顶杆2423使得第二横向顶杆2422向往顶出,从而将第二管座 2220上的吸管锌套组3推出进入至第二接料座2431的第二接料通道2432内,并 通过出料通道491进入至第二出料分距机构2800。
251.第二出料分距机构2800做工作原理:第二分距料座2830的第二卡口2840与 第二送料器2490的第二送料通道2491对齐后,第二送料通道2491上的吸管锌套 组3进入第二卡口2840内,该第二分距料座2830接收完毕后转动第二传送带2821, 从而更换下一个第二分距料座2830接收吸管锌套组3,接收完毕的第二分距料座 2830移动至第二分距挡块2850一侧与其配合,从而第二卡口2840与第二二号夹 爪伸入槽2851连接,分距完成后的5组吸管锌套组3通过第二出料装配机械手2900 一次性取走。
252.第二出料装配机械手2900工作时,第二夹爪驱动器安装座2920通过第二横移 组
件2930和第二竖移组件2940调整位置,从而使得第二夹爪2960能够处于需要 的位置后,通过第二夹爪驱动器2950控制第二夹爪2960的抓放,两侧的第一锌套 夹槽971用于夹取锌套1防止其径向脱离第二夹爪2960,两块第二锌套夹块2961 用于防止锌套1轴向向下脱离第二夹爪2960。
253.更具体的说,第三工作站3包括第三旋转机构31和二个设置在第三旋转机构 31侧面的第三装配工位32,第三旋转机构31上设有若干个用于固定打火机壳体的 第三夹具3100,第三转动旋转机构31可使第三夹具3100依次与第三装配工位32 相配合。通过两个第三装配工位32依次对平垫片和恒流阀这两个零部件进行装配。
254.第三旋转机构31包括第三支撑架311和转动连接在第三支撑架311上的第三 旋转盘312,驱动电机固定连接在第三支撑架311上且与第三旋转盘312驱动连接, 第三夹具3100固定连接在第三旋转盘312上表面的边沿处,第三夹具3100设有十 二个,且沿第三旋转盘312驱的轴心线周向均匀分布。
255.使用时,待装配平垫片、恒流阀等零部件的打火机外壳被夹持在第三夹具3100 内,通过第三旋转机构31的旋转,依次经过第三装配工位32,实现零部件的装配,, 提高了自动化程度和装配效率。
256.具体的说,第三旋转机构31包括第三支撑架311和转动连接在第三支撑架311 上的第三旋转盘312,驱动电机(图中未示出)固定连接在第三支撑架311上且与 第三旋转盘312驱动连接,第三夹具3100固定连接在第三旋转盘312上表面的边 沿处。
257.优选地,第三夹具3100设有十二个,且沿第三旋转盘312驱的轴心线周向均 匀分布。
258.第三夹具3100包括固定连接在第三旋转盘312上的第三夹具底座3101,第三 夹具底座3101上设有至少一个用于安装打火机外壳的第三安装槽3102,第三安装 槽3102位于第三夹具底座3101的上表面且向第三夹具底座3101内部延伸。
259.使用时,打火机外壳体通过第三安装槽3102安装至第三夹具底座3101上,第 三夹具底座3101固定安装在旋转工位上,从而利用带动第三夹具底座3101使得打 火机外壳依次经过若干个装配工位。故本发明设置有一带有第三安装槽3102的第 三夹具底座3101,打火机外壳通过第三安装槽3102安装在第三夹具底座3101上, 第三夹具底座3101可固定设置在旋转工位上,从而带动打火机外壳依次经过后续 若干个装配过程实现自动装配。
260.优选地,第三安装槽3102设有五个且相互平行设置,相邻两个第三安装槽3102 之间的距离相等。这样可以同时对五个打火机进行自动装配,提高了生产效率。
261.第三夹具底座3101上还设有呈圆弧形的第三预留凹槽3103,第三预留凹槽 3103与第三安装槽3102相连通,且第三安装槽3102任意相邻的两个侧边之间均 通过第三预留凹槽3103过渡连接。这样可防止在使用过程中温度发生变化时,热 胀冷缩导致对第三夹具底座3101上的第三安装槽3102发生形变,进而导致打火机 壳体无法被安装;还包括固定连接在第三夹具底座3101上用于提高打火机外壳安 装稳定性的第三稳固组件3104,第三稳固组件3104位于第三安装槽3102的上方。 利用第三稳固组件3104对安装在第三安装槽3102内的打火机外壳进行进一步稳 固,防止装配过程中打火机外壳脱离导致装配失败。
262.具体的说,第三稳固组件3104包括两个分别固定连接在第三夹具底座3101两 端的第三基座3105,固定板组106的两端固定连接在第三基座3105上,第三安装 板组3106的
中间悬于第三夹具底座3101上方,固定板组106上还设有贯通固定板 组106的第三稳固孔3107。第三稳固孔3107位于第三安装槽3102的正上方,第 三稳固孔3107设有若干个且与第三安装槽3102一一对应设置。打火机壳体底部安 装在打火机外壳内,中部利用第三稳固孔3107卡紧。
263.固定板组106包括相对设置的第三一号夹板3108和第三二号夹板3109,第三 稳固孔3107位于第三一号夹板3108和第三二号夹板3109之间,第三一号夹板3108 和第三二号夹板3109之间还具有第三缝隙3110,相邻两个第三稳固孔3107之间 通过第三缝隙3110相连通。第三稳固孔3107由两个处于相对位置的第三半孔3111 组合而成,第三半孔3111一端与第三缝隙3110相连通,另一端向第三一号夹板 3108或第三二号夹板3109内部延伸。第三稳固组件3104中的第三一号夹板3108 和第三二号夹板3109固定设置,之间的第三稳固孔3107预设为与打火机壳体大小 相适配的大小。
264.优选地,第三半孔3111的宽度由靠近第三缝隙3110的一端向另一端逐渐减小 且第三半孔3111的端部呈圆弧形。优选地可将第三半孔3111后端的宽度设置为略 小于打火机外壳的宽度,这样可以利用第三半孔3111的侧壁实现对打火机外壳外 表面的夹紧,从而提高稳定性。
265.第三进料组件321包括相互连通的第三振动盘323和第三导料槽324,第三振 动盘323固定安装在第三底座325上,第三导料槽324远离第三振动盘323的一端 与第三装配组件322相连通;第三装配组件322包括位于第三旋转机构31上方的 第三装配头326,第三装配头326上还驱动连接有第三水平驱动机构327和第三竖 直驱动机构328,第三水平驱动机构327和第三竖直驱动机构328驱动第三装配头 326发生靠近或远离第三夹具3100的移动。第三水平驱动机构327和第三竖直驱 动机构328可选用现有技术中常用的用于实现水平驱动和竖直驱动的具体结构。例 如第三水平驱动机构327可利用拖链以及滑块滑轨的配合实现,第三竖直驱动机构 328可利用气缸以及滑块滑轨的配合实现。
266.第三工作站的工作原理是:使用时,待装配平垫片、恒流阀等零部件的打火机 外壳被夹持在第三夹具3100内,驱动电机驱动第三旋转盘312发生旋转,从而带 动第三夹具3100依次到达不同第三装配工位32的第三装配头326下方,第三振动 盘323通过第三导料槽324将待装配零件输送至第三装配头326,第三水平驱动机 构327和第三竖直驱动机构328带动第三装配头326靠近第三夹具3100从而完成 与第三夹具3100上的打火机外壳的装配。故本发明利用第三旋转机构31带动夹持 有待装配零部件的打火机外壳的第三夹具3100依次经过一个或多个第三装配工位 32,实现零部件的装配,提高了自动化程度和装配效率。
267.更具体的说,第四工作站4包括第四机架1和设置在第四机架1上的第四输送 线2,第四机架1上还设有第四气阀进料机构3和第四气阀锁紧机构100,第四气 阀进料机构3和第四气阀锁紧机构100均位于第四输送线2的上方,且第四气阀进 料机构3和第四气阀锁紧机构100沿第四输送线2的输送方向依次排列;第三工作 站3与第四工作站4之间设能够将第三工作站3组装完毕的打火机转送至第四工作 站4上的第四中转机械手。第四中转机械手与第二出料装配机械手2900的结构类 似,不同点在于夹持结构。
268.使用时,将待安装气阀的打火机组件放置在第四输送线42上,通过第四输送 线42输送至第四气阀进料机构43下方,气阀通过第四气阀进料机构43输送至打 火机组件内,再
由第四输送线42输送至第四气阀锁紧机构4100下方,利用第四气 阀锁紧机构4100将气阀锁紧。故本发明将待安装气阀的打火机组件放置在第四输 送线42上,并依次经过第四气阀进料机构43和第四气阀锁紧机构4100实现气阀 自动的安装,从而提高装配过程自动化程度。
269.第四气阀进料机构43包括相互连通的第四输料组件431和第四导料组件432, 第四导料组件432位于第四输送线42的正上方,第四输料组件431包括第四底座 433和固定连接在第四底座433上的第四振动盘434,至少一根第四输料管435与 第四振动盘434相连通,第四输料管435远离第四振动盘434的一端与第四导料组 件432相连通。第四导料组件432包括固定连接在第四机架41上的第四导料主体 436,第四导料主体436上设有至少一个第四导料槽437,第四导料槽437位于第 四输送线42的正上方,且第四导料槽437远离第四输送线42的一端与第四输料管 435相连通。
270.使用时,启动第四振动盘434,第四振动盘434内的气阀通过第四输料管435 输送至第四导料槽437内,通过第四导料槽437将气阀一一对应输送至打火机组件 内。
271.优选地,第四导料槽437与第四输料管435一一对应连通,这样可以同时对多 个打火机组件进行装配,提高装配效率。
272.第四气阀锁紧机构4100包括固定连接在第四机架41上的第四锁紧安装架 4101,第四锁紧安装架4101上设有第四驱动机构4102和第四锁紧组件4103,第 四驱动机构4102位于第四锁紧组件4103的上方,还包括位于第四驱动机构4102 和第四锁紧组件4103之间的第四弹性缓冲组件4104,第四驱动机构4102通过第 四弹性缓冲组件4104与第四锁紧组件4103驱动连接。
273.使用时,气阀待锁紧的打火机通过输送线输送至第四锁紧组件4103下方,第 四驱动机构4102驱动第四弹性缓冲组件4104使得第四锁紧组件4103下压至气阀 待锁紧的打火机上,从而实现对打火机气阀的锁紧,当下压压力过大时,第四弹性 缓冲组件4104会被压缩,从而防止打火机被压坏。本发明在第四气阀锁紧机构4100 内设有第四弹性缓冲组件4104,通过第四弹性缓冲组件4104防止第四气阀锁紧机 构4100对打火机造成损坏。
274.优选地,第四锁紧安装架4101上还设有定位结构,定位结构包括具有凹槽的 定位爪和与定位爪驱动连接的直线驱动器,直线驱动器固定连接在第四锁紧安装架 4101上,直线驱动器驱动定位爪可使定位爪移动至第四锁紧组件4103的正下方。
275.在锁紧前,可先用定位爪对气阀待锁紧的打火机的位置进行定位,从而保证压 紧位置的准确性。
276.第四驱动机构4102包括固定连接在第四锁紧安装架4101上的第四安装板4105 和设置在第四安装板4105上的第四气缸4106,第四输出轴4107连接在第四气缸 4106上。
277.第四弹性缓冲组件4104包括可沿竖直方向上下移动的第四压板4108,第四弹 性件4109一端压设在第四输出轴4107上,另一端压设在第四压板4108上,第四 压板4108压设在第四锁紧组件4103上。
278.具体的说,第四弹性件4109为弹簧,弹簧套设在第四输出轴4107外且第四输 出轴4107的一端贯穿过第四压板4108,第四输出轴4107具有一圈环形凸缘,弹 簧压设在环形凸缘上。
279.使用时,启动第四气缸4106驱动第四输出轴4107向下延伸,从而压缩弹簧, 弹簧
受压后对第四压板4108施加压力,从而将压力传递至第四锁紧组件4103上。 当打火机反馈至第四锁紧组件4103上的反作用力过大时,会使得弹簧收缩,使得 第四压板4108上移,从而实现缓冲的作用。
280.优选地,弹簧的轴心线与第四输出轴4107的轴心线相互重合。这样可以保证 力传递的稳定。
281.优选地,第四压板4108上还固定连接有若干个第四滑套4110,第四滑套4110 滑动连接在第四导向杆4111上且第四滑套4110与第四导向杆4111一一对应设置, 第四导向杆4111固定连接在第四安装板4105上。利用第四导向杆4111与第四滑 套4110的滑动配合,起到对第四压板4108滑动方向的导向作用。
282.第四锁紧组件4103包括固定连接在第四弹性缓冲组件4104上的第四锁紧平台 4112,第四锁紧平台4112上固定连接有至少一个第四锁紧头4113。第四锁紧平台 4112可保证各个第四锁紧头4113上施加的压力均匀。
283.第四锁紧头4113设有若干个且每两个第四锁紧头4113之间相互平行,相邻两 个第四锁紧头4113之间的间距相等。这样一次性可对多个打火机气阀进行锁紧, 提高装配效率。
284.第四锁紧平台4112与第四弹性缓冲组件4104之间还设有第四让位空间4116, 至少一个第四驱动电机4114位于第四让位空间4116内且连接在第四锁紧平台4112 上,第四驱动电机4114通过第四传动带4115与第四锁紧头4113驱动连接。这样 第四锁紧头4113除施加压力外,还可进行旋转,进一步扩大了锁紧结构可适用的 场景。
285.第四工作站工作原理是:使用时第三工作站3组装完毕的打火机通过第四中转 机械手转送至第四工作站4上,通过第四输送线42输送至第四气阀进料机构43下 方,此时启动第四振动盘434,第四振动盘434内的气阀通过第四输料管435输送 至第四导料槽437内,通过第四导料槽437将气阀一一对应输送至打火机组件内, 再由第四输送线42输送至第四锁紧组件4103下方,先用定位爪对气阀待锁紧的打 火机的位置进行定位,从而保证压紧位置的准确性,同时可防止压紧过程气阀待锁 紧的打火机发生位移,启动第四气缸4106驱动第四输出轴4107向下延伸,从而压 缩弹簧,弹簧受压后对第四压板4108施加压力,从而将压力传递至第四锁紧平台 4112上,使得第四锁紧头4113下压。当打火机反馈至第四锁紧头4113上的反作 用力过大时,会使得弹簧收缩,使得第四压板4108上移,从而实现缓冲的作用。 故本发明将待安装气阀的打火机组件放置在第四输送线42上,并依次经过第四气 阀进料机构43和第四气阀锁紧机构4100实现气阀自动的安装,从而提高装配过程 自动化程度。
286.更具体的说,第五工作站5也可以成为打火机充气站,第五工作站5包括第五 工作台51,第五工作台51上设有第五旋转圆盘52,在第五旋转圆盘52底部设有 第五旋转驱动器521,在第五旋转圆盘52顶面上设有至少四个沿其周向方向上均 匀分布且能随其同步旋转的第五打火机夹具53,第五旋转圆盘52外围设有沿其旋 转方向上依次分布的第五入料机械手54、第五打火机充气机55、第五出气阀锁紧 机56和第五出料机械手57。
287.首先,第五入料机械手54将打火机从第四输送线42上抓取并放置到第五打火 机夹具53上,然后,第五旋转驱动器521带动第五旋转圆盘52旋转,将第五打火 机夹具53依次运输到第五打火机充气机55、第五出气阀锁紧机56和第五出料机 械手57处,对打火机依次
进行充气,出气阀锁紧和出料工序,设置至少四个均匀 分布且能随其同步旋转的第五打火机夹具53,有效提升本工作站的充气效率,将 第五入料机械手54、第五打火机充气机55、第五出气阀锁紧机56和第五出料机械 手57依次设置于第五旋转圆盘52外围,一方面增加本发明的集成度,降低了占地 面积,另一方面也能够缩短打火机的加工行程,提升生产效率。
288.第五旋转圆盘52一侧设有第五l形支架522,第五l形支架522一端与第五 工作台51相连,另一端通过第五旋转轴523与第五旋转圆盘52中心相连。
289.在本实施方式中,第五l形支架522通过第五旋转轴523与第五旋转圆盘52 中心相连,增加第五旋转圆盘52旋转时的稳定性和可靠性,为打火机的充气工作 提供稳定的旋转加工平台。
290.进一步地,第五旋转轴523下端与第五旋转圆盘52固定相连,第五旋转轴523 上端与第五l形支架522周向旋转、第五轴向限位配接。
291.在本实施方式中,第五旋转轴523下端与第五旋转圆盘52固定相连,防止第 五旋转圆盘52与第五旋转轴523发生相对转动,从而影响第五旋转圆盘52的物料 运输效果,第五旋转轴523上端与第五l形支架522周向旋转、第五轴向限位配接, 使得第五旋转轴523和第五旋转圆盘52可以在第五l形支架522的轴向限位作用 下被第五旋转驱动器521驱动,产生稳定的周向旋转。
292.更进一步地,第五l形支架522与第五旋转轴523之间设有旋转座,旋转座与 第五旋转轴523之间设有能够防止第五旋转轴523轴向脱离旋转座的轴向限位环。
293.在本实施方式中,第五l形支架522与第五旋转轴523之间设有旋转座,方便 第五旋转轴523在旋转座内部进行周向旋转,旋转座与第五旋转轴523之间设有能 够防止第五旋转轴523轴向脱离旋转座的轴向限位环,轴向限位环配合旋转座,对 第五旋转轴523起到周向旋转、第五轴向限位的作用。
294.再进一步地,第五入料机械手54、第五打火机充气机55、第五出气阀锁紧机 56和第五出料机械手57任意相邻两台设备之间的周向间距均相等。
295.在本实施方式中,第五入料机械手54、第五打火机充气机55、第五出气阀锁 紧机56和第五出料机械手57任意相邻两台设备之间的周向间距均相等,能够配合 均匀分布且能随其同步旋转的第五打火机夹具53进行有序加工,提升生产效率和 成品率。
296.此外,第五工作台51外围设有第五防爆罩511,第五入料机械手54的取料方 向和第五出料机械手57的出料方向位于同一侧且该侧的第五防爆罩511为敞口, 第五防爆罩511其余三侧均设有第五开合门512。
297.在本实施方式中,第五工作台51外围设有第五防爆罩511,起到防爆作用, 第五入料机械手54的取料方向和第五出料机械手57的出料方向位于同一侧且该侧 的第五防爆罩511为敞口,便于外部运输装置从该敞口处与第五入料机械手54和 第五出料机械手57连接,方便打火机物料的运入和运出,第五防爆罩511其余三 侧均设有第五开合门512,便于工作人员通过第五开合门512对第五工作台51内 部的部件进行维护。
298.其次,第五入料机械手54包括第五入料支架541,第五入料支架541上设有 第五入料移动台座542,第五入料移动台座542通过xz移动组件与第五入料支架 541相连,在第五入料移动台座542上设有若干外壳入料抓手;第五出料机械手57 包括第五出料支架571,第五出料支架571上设有第五出料移动台座572,第五出 料移动台座572通过第五yz移动组件
573与第五出料支架571相连,在第五出料 移动台座572上设有若干外壳出料抓手。
299.在本实施方式中,当第五入料机械手54进行入料工作时,xz移动组件带动第 五入料移动台座542,使外壳入料抓手将外部运输装置运入的打火机抓取,随后, xz移动组件带动第五入料移动台座542配合外壳入料抓手将,将抓取的打火机装 入到第五打火机夹具53内部;当第五出料机械手57进行出料工作时,第五yz移 动组件573带动第五出料移动台座572,带动外壳出料抓手将第五打火机夹具53 内部的打火机取出,随后,xz移动组件带动第五出料移动台座572,将打火机放置 到外部运输装置的运出端上。
300.第五打火机充气机55包括第五充气机机架551,第五充气机机架551上设有 第五升降架552,在第五升降架552与第五充气机机架551之间设有第五升降驱动 组件553,第五升降架552上设有若干第五充气组件554,第五充气组件554包括 用于防止打火机位移的第五打火机定位压套555,在第五打火机定位压套555下端 上设有能够用于伸入第五引火轴58凹陷处的第五引火轴提升机构556,第五引火 轴提升机构556内侧设有第五充气管557,第五充气管557连接在供气机构上,安 装到第五打火机夹具53上的打火机随着第五旋转圆盘52转动,运输到第五打火机 定位压套555下方,第五升降驱动组件553带动第五升降架552下降,使得第五打 火机定位压套555压在打火机的气阀口上,避免打火机在充气过程中发生位移,随 后第五引火轴提升机构556伸入第五引火轴58的凹陷处,并将第五引火轴58向上 提起,从而打开气阀口,此时,第五充气管557配合供气机构,对打火机进行充气, 充气完成后,第五升降驱动组件553复位,准备下一次充气流程。
301.进一步地,第五引火轴提升机构556包括若干能够沿第五引火轴58周向分布 的第五z字形驱动臂5561,第五z字形驱动臂5561设置在第五打火机定位压套555 侧壁的活动槽内,第五z字形驱动臂5561中部与第五打火机定位压套555铰接相 连,第五z字形驱动臂5561下端上设有能够用于伸入第五引火轴58凹陷处的第五 钩体5562,第五z字形驱动臂5561上端设有用于驱动第五z字形驱动臂5561绕 铰接处摆动的第五摆臂驱动组件5563。
302.活动槽能够配合中部与第五打火机定位压套555铰接连接的第五z字形驱动臂 5561,起到导向作用,当第五打火机定位压套555压在打火机的气阀口时,第五摆 臂驱动组件5563能够驱动第五z字形驱动臂5561绕铰接处摆动,使得第五钩体 5562穿过活动槽伸入到第五引火轴58的凹陷处,并将第五引火轴58向上提起, 保证后续充气工序的顺利进行,作为优选,第五打火机定位压套555为双平面轴套, 即第五打火机定位压套555的外侧壁设有两个平面,防止套在上面的部件发生周向 旋转。
303.第五出气阀锁紧机56包括第五锁紧机机架561,第五锁紧机机架561上设有 第五锁紧头安装座562,在第五锁紧头安装座562上设有若干第五锁紧头5621,第 五锁紧头5621与第五锁紧头驱动5622相连,第五锁紧头安装座562与第五锁紧机 机架561之间设有能够用于调节第五锁紧头安装座562高度且能够使第五锁紧头 5621弹性压紧出气阀的第五高度调节组件563。
304.完成充气工序的打火机随着第五旋转圆盘52转动到第五锁紧头5621下方,第 五高度调节组件563向下推动第五锁紧头安装座562,使得第五锁紧头5621弹性 压紧打火机的出气阀,第五锁紧头驱动5622带动第五锁紧头5621旋转,从而将打 火机的出气阀锁紧。
305.第五高度调节组件563包括固定在第五锁紧机机架561上的第五高度调节直线 驱动器631,第五锁紧头安装座562上方设有与其相连的驱动轴连接板623,第五 高度调节直
线驱动器631驱动轴下端穿设在驱动轴连接板623上且在第五高度调节 直线驱动器631驱动轴下端设有第五防脱环5632,驱动轴连接板623与第五高度 调节直线驱动器631驱动轴之间设有第五压紧弹簧5633。
306.第五高度调节直线驱动器631的驱动轴与第五锁紧头安装座562的驱动轴连接 板623连接,使得第五高度调节直线驱动器631可以调节第五锁紧头安装座562的 高度,第五防脱环5632的设计可以起到限位作用,降低第五高度调节直线驱动器 631的驱动轴与驱动轴连接板623分离的概率,第五压紧弹簧5633设置在驱动轴 连接板623与第五高度调节直线驱动器631驱动轴之间,配合第五防脱环5632, 当第五高度调节直线驱动器631向下驱动第五锁紧头安装座562,使第五锁紧头 5621压紧打火机的出气阀时,第五压紧弹簧5633压缩并给与第五锁紧头安装座562 向下的弹性力,最终使得第五锁紧头5621弹性压紧打火机的出气阀,增加锁紧效 果。
307.优选地,第五高度调节直线驱动器631驱动轴下端与第五锁紧头安装座562之 间设有轴向活动间隙,第五高度调节直线驱动器631驱动轴下端与第五锁紧头安装 座562之间设有轴向活动间隙,为第五压紧弹簧5633的压缩和复位提供行程。
308.更为优选地,驱动轴连接板623与第五锁紧机机架561之间设有四个升降导向 轴。
309.在本实施方式中,驱动轴连接板623与第五锁紧机机架561之间设有四个升降 导向轴,为第五高度调节直线驱动器631驱动第五锁紧头安装座562时提供导向。
310.此外,第五打火机夹具53包括第五夹具底座531,在第五夹具底座531上设 有两块第五夹板532,在两块第五夹板532之间设有间距调节气爪,第五夹具底座 531上设有若干个外壳放置槽,在两块第五夹板532上分别设有对称设置的若干个 夹槽,且夹槽与外壳放置槽一一对应设置,在第五夹具底座531上设有两块第五夹 板532,用于稳固夹持打火机机身,在两块第五夹板532之间设有间距调节气爪, 便于工作人员利用气动系统调节两块第五夹板532之间的间距,从而调节夹持力, 第五夹具底座531上设有若干个外壳放置槽,便于第五入料机械手54将抓取的打 火机放入,在两块第五夹板532上分别设有对称设置的若干个夹槽,且夹槽与外壳 放置槽一一对应设置,增加第五夹板532的夹持配位效果,提升夹持稳定性。
311.作为补充地,第五旋转驱动器521包括分割器和驱动电机,驱动电机可以提供 驱动力,分割器可以将驱动电机的驱动力转换为间隔输出的动力,从而带动第五旋 转圆盘52进行间歇转动,便于第五入料机械手54、第五打火机充气机55、第五出 气阀锁紧机56和第五出料机械手57在转动间隙时间内进行对应的工序加工。
312.更具体的说,第六工作站6又称为打火机弹簧安装工作站,包括第六回形循环 输送线66,第六回形循环输送线66上设有若干沿其输送方向上分布能够用于批量 输送打火机的第六载具661,第六回形循环输送线66的第六空载具重复使用位662 一侧设有第六打火机入料工位663,第六回形循环输送线66的第六空载具回程位 664一侧设有第六打火机出料工位665,在第六打火机入料工位663与第六打火机 出料工位665之间设有引火弹簧安装装置。
313.第六回形循环输送线66包括两组用于x轴方向上输送第六载具661的第六同 步带666,每组第六同步带666内侧均设有第六直线导轨667,在两组第六同步带 666两端分别设有用于y轴方向上输送第六载具661的第六换位座668,第六换位 座668上连接有y向直线驱
动器,其中一第六同步带666一端为第六空载具重复使 用位662,另一端为第六空载具回程位664,另一第六同步带666与第六空载具重 复使用位662同一端上设有所述第六打火机入料工位663,另一端上设有所述第六 打火机出料工位665,第六打火机入料工位663和第六打火机出料工位665之间设 有第六引火弹簧安装装置67,第六同步带666和y向直线驱动器为市售产品因此 其结构不在详细阐述;第六载具661上设有五个打孔机摆放槽611,第六载具661 通过第六移动台6611与第六回形循环输送线66相连,第六载具661底部设有增摩 垫,能够增加与第六同步带666之间的摩擦力,从而防止打滑。
314.第六移动台6611在x轴方向上通过第六同步带666传送,且两条第六同步带 666互为反向转动;第六移动台6611在y轴方向上通过第六换位座668进行输送, 从而使第六移动台6611从一条第六直线导轨667,转送至另一条第六直线导轨667 上。
315.引火弹簧安装装置67,包括机架61,机架61上设有能够将批量弹簧进行排序 分料后翻转的第六弹簧分料翻转机构62,第六弹簧分料翻转机构62的第六弹簧翻 转组件611上设有若干第六弹簧定位孔6111,第六弹簧分料翻转机构62一侧设有 能够将引火弹簧压入引火针内的第六引火弹簧压装机构63,第六弹簧分料翻转机 构62和第六引火弹簧压装机构63之间设有能够将第六弹簧分料翻转机构62排序 分料翻转后的引火弹簧移送至第六引火弹簧压装机构63上的第六引火弹簧抓送机 构64,第六引火弹簧抓送机构64包括第六xyz移动机构641和设置在第六xyz移 动机构641上的第六引火弹簧夹取组件642,第六引火弹簧夹取组件642上设有与 第六弹簧定位孔6111数量相等的第六弹簧夹爪6422。
316.具体的说,第六弹簧分料翻转机构62还包括设置在第六弹簧翻转组件611一 侧的第六弹簧排序组件612,在第六弹簧排序组件612上设有与第六弹簧定位孔 6111数量相等的第六排序通道6121,在第六弹簧排序组件612与第六弹簧翻转组 件611之间设有能够使第六排序通道6121内的引火弹簧18进入第六弹簧定位孔 6111的第六弹簧上料组件613;第六弹簧翻转组件611包括第六旋转柱6112和第 六旋转柱架6113,第六旋转柱6112与第六旋转驱动器6114相连,在第六旋转柱 6112上设有若干沿轴向分布的第六弹簧定位孔6111。第六旋转柱架6113为旋转柱 12提供安装和支撑的平台,第六旋转驱动器6114用于驱动旋转柱12在第六旋转 柱架6113上反复旋转,第六弹簧定位孔6111沿旋转柱12的轴向分布,且旋转柱 12的一侧设有第六弹簧排序组件612,便于工作人员通过第六旋转驱动器6114调 整第六弹簧定位孔6111与第六排序通道6121的连通与否,即第六旋转驱动器6114 带动旋转柱12将第六弹簧定位孔6111与第六排序通道6121对齐时,第六弹簧上 料组件613可以将引火弹簧从第六排序通道6121送入到第六弹簧定位孔6111内, 实现对引火弹簧的间断性朝上翻转运输,便于后续工艺机构对引火弹簧的抓取。
317.第六弹簧排序组件612包括排序板122,排序板122上设有与第六弹簧定位孔 6111数量相等的第六排序通道6121,排序板122一端设有第六多通道振动筛6123, 排序板122另一端与第六弹簧翻转组件611之间设有能够使第六排序通道6121内 的引火弹簧进入至第六弹簧定位孔6111内的第六弹簧上料组件613。
318.在本实施方式中,第六多通道振动筛6123为常见的市售产品,与排序板122 内部的第六排序通道6121配合,将投入到第六多通道振动筛6123内部的引火弹簧 振动筛分并有序送入到排序板122内部的第六排序通道6121内,随后经由第六弹 簧上料组件613运输至对应的第六弹簧定位孔6111内部。
319.进一步地,第六弹簧上料组件613包括设置在排序板122与旋转柱12之间的 第六弹簧送料座6131,第六弹簧送料座6131与第六旋转柱架6113相连,在第六 弹簧送料座6131上设有与第六排序通道6121数量相等且贯穿第六弹簧送料座6131 的第六上料孔6132,且第六上料孔6132能够与第六弹簧定位孔6111和第六排序 通道6121一一对应,第六上料孔6132上设有第六弹簧阻移组件614。
320.在本实施方式中,第六旋转柱架6113为第六弹簧送料座6131提供安装和支撑 的平台,第六弹簧送料座6131内部设有与第六排序通道6121和第六弹簧定位孔 6111对应的第六上料孔6132,配合第六上料孔6132上设置的第六弹簧阻移组件 614,当第六弹簧阻移组件614将第六上料孔6132的内部通道阻塞时,便能实现对 经过第六上料孔6132内部的引火弹簧的阻移。
321.更进一步地,第六弹簧阻移组件614包括设置在每个第六上料孔6132一侧的 第六阻移杆6141,第六阻移杆6141一端穿设在第六弹簧送料座6131上与第六上 料孔6132连通,第六阻移杆6141另一端设置在第六驱动座6142上,在第六驱动 座6142与第六弹簧送料座6131之间设有第六驱动座升降驱动组件615。
322.第六驱动座升降驱动组件615设于第六驱动座6142与第六弹簧送料座6131之 间,用于带动第六驱动座6142的升降,第六驱动座升降驱动组件615可以配合第 六旋转驱动器6114,实现联动,当第六旋转驱动器6114带动旋转柱12向上转动 时,第六弹簧定位孔6111与第六排序通道6121错位,此时,第六驱动座升降驱动 组件615带动第六驱动座6142下降,从而带动第六阻移杆6141下沉,将对应第六 上料孔6132的内部通道阻塞,从而阻止引火弹簧从第六排序通道6121内部沿第六 上料孔6132进入到第六弹簧定位孔6111内部;当第六旋转驱动器6114带动旋转 柱12向下转动,并使得第六弹簧定位孔6111与第六排序通道6121对齐时,第六 驱动座6142被第六驱动座升降驱动组件615抬起,第六阻移杆6141也会随着第六 驱动座6142被抬起,使得第六上料孔6132从堵塞状态变为连通状态,此时,引火 弹簧可以顺畅地从第六排序通道6121内部沿第六上料孔6132进入到第六弹簧定位 孔6111内部,实现引火弹簧的有序上料。
323.再进一步地,第六驱动座升降驱动组件615包括设置在第六驱动座6142与第 六弹簧送料座6131之间设有第六弹性压紧组件616,第六驱动座6142上连接有能 够使第六驱动座6142与第六弹簧送料座6131分离的第六抬升组件617。
324.第六弹性压紧组件616设置在第六驱动座6142与第六弹簧送料座6131之间, 用于将第六驱动座6142压紧在第六弹簧送料座6131上,使得设于第六驱动座6142 的第六阻移杆6141下端将对应的第六上料孔6132堵塞,第六抬升组件617设于第 六驱动座6142,并能够将第六驱动座6142向上抬升,使得第六驱动座6142与第 六弹簧送料座6131分离,同时第六阻移杆6141随着第六驱动座6142被抬起,第 六上料孔6132从堵塞状态变为连通状态,便于引火弹簧的有序上料。
325.此外,第六弹性压紧组件616包括设置在第六弹簧送料座6131与第六驱动座 6142之间的两根第六光杆螺栓6161,第六光杆螺栓6161穿设在第六驱动座6142 上,下端螺接在第六弹簧送料座6131上,第六光杆螺栓6161上套设有位于第六光 杆螺栓6161螺头与第六驱动座6142之间的第六弹性件6162。
326.第六弹性压紧组件616包括设置在第六弹簧送料座6131与第六驱动座6142之 间
的两根第六光杆螺栓6161,第六光杆螺栓6161穿设在第六驱动座6142上,下 端螺接在第六弹簧送料座6131上,第六光杆螺栓6161上套设有位于第六光杆螺栓 6161螺头与第六驱动座6142之间的第六弹性件6162。
327.其次,第六抬升组件617包括第六斜导板6171,第六斜导板6171设置在第六 驱动座6142与第六弹簧送料座6131之间的第六斜导板活动槽6172内,第六斜导 板6171上方斜面与第六斜导板活动槽6172上方斜面相匹配,第六斜导板6171上 连接有第六斜导板直线驱动器6173,第六斜导板直线驱动器6173通过第六斜导板 直线驱动器支架6174与第六弹簧送料座6131相连。
328.第六斜导板直线驱动器支架6174为第六斜导板直线驱动器6173提供安装和支 撑的平台,第六斜导板直线驱动器6173可以带动第六斜导板6171在第六斜导板活 动槽6172做直线往复运动,当第六斜导板6171沿第六斜导板活动槽6172向前运 动时,第六斜导板6171上方斜面与第六斜导板活动槽6172上方斜面相匹配,从而 给予第六驱动座6142向上的推力,使得第六驱动座6142克服第六弹性件6162的 弹性势能,沿第六光杆螺栓6161上升,第六阻移杆6141随着第六驱动座6142被 抬起,对应的第六上料孔6132从堵塞状态变为连通状态,便于引火弹簧的有序上 料;当第六斜导板6171沿第六斜导板活动槽6172向后做复位运动时,第六斜导板 6171给予第六驱动座6142的支撑越来越少,使得第六驱动座6142在第六弹性件 6162的弹性势能下逐渐沿第六光杆螺栓6161下降,第六阻移杆6141随着第六驱 动座6142下降,将对应的第六上料孔6132堵塞。
329.旋转柱12上设有轴向延伸的第六条形槽61121,在第六条形槽61121内设有 第六定位条61122,第六定位条61122上设有所述第六弹簧定位孔6111,第六定位 条61122与旋转柱12之间设有与第六弹簧定位孔6111连通的第六排气孔6115。
330.作为优选地,第六弹簧送料座6131位于旋转柱12的一侧面上设有第六弧形槽61311;第六上料孔6132远离旋转柱12的一端上设有与第六排序通道6121连接的 第六连接套61321;排序板122包括第六底板61221和第六顶板61222,第六底板 61221和第六顶板61222之间设有第六排序通道6121。
331.第六弹簧送料座6131位于旋转柱12的一侧面上设有第六弧形槽61311,为送 入到第六弹簧定位孔6111的引火弹簧提供避让,避免旋转柱12在转动时,引火弹 簧18外露在第六弹簧定位孔6111的一端与第六弹簧送料座6131侧面相互接触, 影响引火弹簧工件的形状和尺寸;第六上料孔6132远离旋转柱12的一端上设有与 第六排序通道6121连接的第六连接套61321,第六连接套61321可以起到连通作 用,避免引火弹簧在输送过程中卡入到第六上料孔6132与第六排序通道6121之间 的间隙中;第六底板61221和第六顶板61222组成排序板122,便于工作人员对排 序板122内部的第六排序通道6121进行维护。
332.第六xyz移动机构641包括第六y轴移动器6411,第六y轴移动器6411通过 第六x轴移动器6412与第六第一z轴移动器6413相连,第六第一z轴移动器6413 通过第六第二z轴移动器6414与第六引火弹簧夹取组件642相连。第六y轴移动 器6411、第六x轴移动器6412、第六第一z轴移动器6413和第六第二z轴移动器 6414为市售产品,因此其结构不在详细阐述。
333.第六引火弹簧夹取组件642包括第六夹爪气缸座6421,第六夹爪气缸座6421 上设有夹爪气缸,夹爪气缸上设有第六弹簧夹爪6422,第六弹簧夹爪6422的两个 第六爪体6423下端内侧上均设有竖直设置的第六弹簧夹槽6424;第六引火弹簧压 装机构63包括设置在
第六弹簧压装台631上与第六弹簧定位孔6111数量相等的第 六弹簧引导组件632,第六弹簧引导组件632上方设有与其一一对应的第六弹簧压 装头633,第六弹簧压装头633设置在第六弹簧压装头固定座634上,第六弹簧压 装头固定座634与第六弹簧压装台631之间设有第六机械手635。
334.工作时,第六弹簧引导组件632设置在打火机的气阀口上,然后外部的弹簧上 料组件将引火弹簧18放入到第六弹簧引导组件632上,引火弹簧在重力作用下经 第六弹簧引导组件632的导向,其下端抵接在打火机的气阀口处,随后第六机械手 635驱动第六弹簧压装头固定座634向下运动,带动第六弹簧压装头633向下,将 引火弹簧压入到打火机的气阀口内部,完成引火弹簧的压装后,第六机械手635驱 动第六弹簧压装头固定座634复位,等待下一次压装,第六弹簧引导组件632一方 面可以为引火弹簧的压装提供导向,另一方面可以作为打火机的定位模具,从而免 去了对齐的步骤,大大提升了生产效率。
335.第六弹簧引导组件632包括设置在第六弹簧压装台631一端上若干竖向设置且 呈直线状排列的第六弹簧引导套6322,在第六弹簧引导套6322上设有第六弹簧引 导孔6321,第六弹簧引导套6322通过第六可拆卸结构636与第六弹簧压装台631 相连。第六弹簧引导套6322竖向设置且呈直线状排列,便于多根引火弹簧在重力 作用下顺利的沿着第六弹簧引导孔6321导入到对应的打火机的出气阀处,保证导 向作用的同时提升压装效率,第六弹簧引导套6322通过第六可拆卸结构636与第 六弹簧压装台631相连,便于工作人员维护和更换第六弹簧引导套6322。
336.更进一步地,第六可拆卸结构636包括第六可拆板6361,第六可拆板6361上 设有第六弹簧引导套6322,第六可拆板6361通过若干螺栓固定在第六弹簧压装台 631一端上,在第六可拆板6361与第六弹簧压装台631一侧设有第六定位板6362。 第六可拆板6361为第六弹簧引导套6322提供安装和支撑的平台,第六可拆板6361 与第六弹簧压装台631一侧设有第六定位板6362,第六定位板6362可以起到二次 定位的作用,降低第六可拆板6361在压装过程中发生松动的概率,提升压装稳定 性。
337.第六弹簧引导套6322穿设在第六可拆板6361上,第六弹簧引导套6322的定 位耳通过螺栓与第六可拆板6361固定,在第六弹簧引导套6322与第六可拆板6361 之间设有打火机壳体让位结构。第六弹簧引导套6322的定位耳通过螺栓与第六可 拆板6361固定,定位耳可以增加第六弹簧引导套6322与第六可拆板6361之间的 接触面积,配合螺栓连接,提供稳定可拆的连接结构,第六弹簧引导套6322与第 六可拆板6361之间设有打火机壳体让位结构,便于打火机壳体安装到第六弹簧引 导套6322下端,从而使得打火机的出气阀与第六弹簧引导孔6321对齐,便于引火 弹簧的压装。
338.打火机壳体让位结构包括设置在第六弹簧引导套6322与第六可拆板6361之间 的第六让位通槽63611,第六让位通槽63611便于打火机自下而上的卡入到第六弹 簧引导套6322下端,从而使得打火机的出气阀与第六弹簧引导孔6321对齐,便于 引火弹簧的压装。
339.第六弹簧引导孔6321上端设有第六圆锥孔63211,第六弹簧引导孔6321下端 设有第六套接孔63212。第六弹簧引导孔6321上端设有第六圆锥孔63211,第六圆 锥孔63211可以为引火弹簧精准进入到第六弹簧引导孔6321内部提供导向,第六 弹簧引导孔6321下端设有第六套接孔63212,第六套接孔63212可以与打火机的 出气阀配合卡接,使打火机的出气阀与第六弹簧引导孔6321下端对齐,提升引火 弹簧的良品率。
340.第六弹簧压装头固定座634包括第六上座体6341和第六下座体6342,第六弹 簧压装头633呈t形柱状,第六弹簧压装头633竖向穿设在第六下座体6342上, 在第六上座体6341与第六下座体6342之间设有第六纵向槽6343。
341.第六弹簧压装头633呈t形柱状,一方面能够与第六纵向槽6343形成限位配 合,避免第六弹簧压装头633在中立作用下沿其穿设的第六下座体6342脱出,另 一方面其下端能够与圆柱状的引火弹簧相互配合,在第六机械手635的驱动下给予 引火弹簧均匀的下压力,提升引火弹簧的压砖良品率。
342.进一步地,第六机械手635包括设置在第六弹簧压装头固定座634与第六弹簧 压装台631之间的z形滑座,z形滑座底部通过水平直线驱动器和滑块滑轨结构与 第六弹簧压装台631相连,z形滑座通过第六竖向直线驱动器6352与第六弹簧压 装头固定座634相连,在第六弹簧压装头固定座634与z形滑座之间设有竖直导向 杆。
343.z形滑座底部通过水平直线驱动器和滑块滑轨结构与第六弹簧压装台631相 连,水平直线驱动器和滑块滑轨结构相互配合,能够带动z形滑座和第六弹簧压装 头固定座634在第六弹簧压装台631上做水平直线运动,便于根据实际生产情况调 整第六弹簧压装头固定座634的水平位置,便于引火弹簧上料装置将引火弹簧投入 到第六弹簧引导组件632的第六弹簧引导孔6321内部,z形滑座通过第六竖向直 线驱动器6352与第六弹簧压装头固定座634相连,利用第六竖向直线驱动器6352, 驱动第六弹簧压装头633下降,将第六弹簧引导孔6321内部的引火弹簧压装到打 火机的出气阀处,在第六弹簧压装头固定座634与z形滑座之间设有竖直导向杆, 起到竖向导向作用,保证压装成品率。
344.更进一步地,第六弹簧压装台631上连接有第六xz移动组件637,第六xz移 动组件637底部设有第六y轴调位组件638。
345.第六弹簧压装台631上连接有第六xz移动组件637,第六xz移动组件637能 够带动第六弹簧压装台631在xz轴上运动,从而调整第六弹簧压装台631的相对 位置,配合生产线上的其他装置,第六xz移动组件637可以采用对应方向的驱动 器和滑块滑轨结构,第六xz移动组件637底部设有第六y轴调位组件638,第六y 轴调位组件638用于调整第六xz移动组件637在y轴上的具体位置,从而调整第 六弹簧压装台631的相对位置,配合生产线上的其他装置。
346.作为补充的,第六y轴调位组件638包括第六调位底座6381,第六调位底座 6381与第六xz移动组件637的底座之间设有第六y轴调位螺栓6382,第六调位底 座6381与第六xz移动组件637的底座之间设有四个第六限位座6383,第六限位 座6383分别通过两个螺栓与第六xz移动组件637的底座和第六调位底座6381相 连,第六限位座6383与第六xz移动组件637的底座之间设有y向滑槽。
347.第六限位座6383与第六xz移动组件637的底座之间设有y向滑槽,配合第六 y轴调位螺栓6382,方便工作人员转动第六y轴调位螺栓6382,调节第六xz移动 组件637的底座在y向滑槽内的位置,从而调整第六xz移动组件637的y轴位置, 第六调位底座6381与第六xz移动组件637的底座之间设有四个第六限位座6383, 起到限位作用。
348.本技术的引火弹簧安装装置的工作原理:通过第六弹簧分料翻转机构62对批 量的引火弹簧618进行同时的排序分料后,旋转柱612上五个位于同一直线上的引 火弹簧618通过第六引火弹簧抓送机构64的五个第六弹簧夹爪6422对其同时抓取 后转送至第六引火
弹簧压装机构63上,第六引火弹簧压装机构63对五个打火机同 时安装引火弹簧618。
349.更具体的说,风罩装配机构72包括第七装配机械手710,第七装配机械手710 的第七爪手安装座711上设有若干第七爪手712,第七爪手712包括两对称设置的 第七风罩夹块713,在两块第七风罩夹块713之间设有能够防止风罩沿水平方向上 脱离两块第七风罩夹块713的第七卡位结构714。
350.在装配打火机的过程中,需要将风罩装配至打火机上并将打火机的出气口包裹 在内,能够起到防风的作用。在本实施例中,采用机械自动化的方式对风罩进行夹 取、第七移动和安装。在操作的过程中,第七装配机械手710移动使第七爪手712 靠近风罩并使风罩相对于第七爪手712移动至第七爪手712内与两块第七风罩夹块 713相抵,使风罩位于且被夹于两块第七风罩夹块713之间,为了在移动和安装风 罩的过程中保证风罩不会掉落出两块第七风罩夹块713之间,进一步的,通过第七 卡位结构714进一步的将风罩固定在两块第七风罩夹块713之间。
351.一方面,采取机械自动化的方式进行对风罩的安装操作,另一方面,确保在安 装风罩的过程中不会掉落,减少出错率。
352.第七卡位结构714包括设置在每块第七风罩夹块713内侧的第七弧形凹陷715。
353.在本实施例中,第七弧形凹陷715的形状与风罩相适配,当风罩被夹在两块第 七风罩夹块713之间时,两块第七风罩夹块713上的弧形凹槽15的内壁完全与风 罩相抵,通过增加接触面积的方式增加第七风罩夹块713与风罩之间的摩擦力,进 一步的确保风罩不掉落,减少安装时的出错率。
354.在两块第七风罩夹块713一侧设有第七风罩抵块716,第七风罩抵块716与第 七抵块驱动组件717相连。
355.在本实施例中,第七抵块驱动组件717能够驱动第七风罩抵块716沿水平方向 上接近两块第七风罩夹块713,在风罩被夹于两块第七风罩夹块713后,第七抵块 驱动组件717驱动第七风罩抵块716靠近第七风罩夹块713,最终使第七风罩抵块 716抵在风罩上,此时风罩的两侧被两块第七风罩夹块713相抵,风罩的两端分别 与第七风罩夹块713和第七风罩抵块716相抵,通过四个方向夹住风罩的方式确保 风罩在被移动的过程中不会掉落,尽可能的降低出错率,确保每个风罩都能顺利且 准确的被安装在打火机上。
356.第七抵块驱动组件717包括与第七爪手安装座711相连的第七夹爪气缸718, 第七风罩抵块716与第七夹爪气缸718的一个第七夹爪滑块719相连。
357.在本实施例中,第七夹爪气缸718上有两个爪,其中一个是第七夹爪滑块719, 另一个为固定不动的夹爪块。在第七风罩抵块716夹住风罩的过程中,第七夹爪气 缸718进行工作使第七夹爪滑块719带着第七风罩抵块716靠近风罩方向移动并最 终夹住风罩。
358.可优选的,第七风罩夹块713通过第七风罩夹块座735与第七爪手安装座711 固定相连,第七风罩夹块713与第七风罩夹块座735连为一体。在本实施例中,第 七风罩夹块座735壳通过螺栓拧紧的方式固定在第七爪手安装座711,方便后续的 更换和调整。
359.第七风罩抵块716上设有第七风罩防移限位结构720。
360.在本实施例中,进一步的,在第七风罩抵块716夹住风罩时,通过第七风罩防 移限位结构720进一步的防止风罩左右晃动,从而防止风罩其中一侧与第七风罩夹 块713脱离连接的导致的掉落。
361.第七风罩防移限位结构720包括设置在第七风罩抵块716位于第七风罩夹块 713一侧上竖直设置的第七限位卡槽721。
362.在本实施例中,风罩的前端具有横截面呈曲面状的凸起,在第七风罩抵块716 与风罩相抵时,该凸起延伸入第七限位卡槽721内,因此延伸入第七限位卡槽721 内的部分受第七限位卡槽721的限制不能左右移动,即使风罩不能左右移动,进一 步的防止风罩的脱落。
363.第七限位卡槽721两侧均设有第七防伤倾面722。
364.在本实施例中,为了防止第七风罩抵块716在与风罩相抵时使形成第七限位卡 槽721部分的端角磨损或压坏风罩,因此将该部分设置成呈倾斜状的防伤倾面。
365.若干第七爪手712呈一字形排列的设置在第七爪手安装座711上,第七装配机 械手710一侧设有第七风罩排版组件723。
366.在本实施例中,第七风罩排版组件723将若干风罩依次呈一字形进行排放,当 若干第七爪手712一次抓取一排风罩后,第七风罩排版组件723工作使后面的若干 风罩形成一排并移动至被抓取的位置。
367.一方面采取了机械自动化的方式进行风罩的排放和抓取安装,另一方面,一次 工作就抓取多个风罩,提高工作效率。
368.第七风罩排版组件723包括第七风罩排序板724,在第七风罩排序板724上设 有与第七爪手712数量相等的第七排序槽725,第七风罩排序板724一端设有与第 七排序槽725相连的第七振动盘727相连,第七风罩排序板724另一端设有用于接 收每条第七排序槽725内一个风罩的第七分隔器726。
369.在本实施例中,第七振动盘727持续振动工作,在振动的作用下,若干风罩逐 渐移动至第七风罩排序板724上,且进入多个第七排序槽725内排列成队,位于第 七排序槽725最前端的风罩最终会移动至第七分隔器726内,进入第七分隔器726 内的风罩与原队中的风罩错位放置,方便第七爪手712抓取进入第七分隔器726内 的风罩。
370.第七分隔器726包括第七分隔盘728,在第七分隔盘728上设有与第七排序槽 725数量相等的第七分隔取料槽729且第七分隔取料槽729与第七排序槽725一一 对应,第七分隔盘728与第七底座730之间设有能够使第七分隔取料槽729与第七 排序槽725错位的第七横推组件731。
371.在本实施例中,在未夹取风罩时,第七分隔取料槽729与对应的第七排序槽 725连通,此时在第七振动盘727的工作下使第七排序槽725最前端的风罩移动至 第七分隔取料槽729内,当每个第七分隔取料槽729都具有一个风罩后,第七横推 组件731推动第七分隔盘728横向移动,使第七分隔取料槽729与对应的第七排序 槽725错位设置,即使进入第七分隔取料槽729内的风罩与原队中的风罩错位放置, 方便第七爪手712抓取进入第七分隔取料槽729内的风罩。
372.可优选的,第七风罩排序板724由一端至另一端逐渐向下倾斜,在第七风罩排 序板724底部设有第七直震器732。在本实施例中,在第七振动盘727的作用下使 风罩移动至第七风罩排序板724的顶端,在振动的持续作用下并配合倾斜导向作用 下使位于第七风罩排序板724顶部的风罩逐渐向下移动。此外,由于第七风罩排序 板724远离第七振动盘727,振动效果传递不到,通过第七直震器732与第七振动 盘727同频率同方向振动使第七风罩
排序板724上的风罩振动并逐渐向下移动。
373.可优选的,第七横推组件731包括设置在第七横推直线驱动器固定架733上的 横第七横推直线驱动器734,横第七横推直线驱动器734驱动端与第七分隔盘728 相连。在本实施例中,当每个第七分隔取料槽729都具有一个风罩后,横第七横推 直线驱动器734驱动第七分隔盘728横向移动,从而使进入第七分隔取料槽729内 的风罩与原队中的风罩错位放置。
374.可优选的,第七振动盘727为五轨振动盘,第七风罩排序板724上设有五条第 七排序槽725且互相平行,五条第七排序槽725与五轨振动盘相连。
375.可优选的,每条第七排序槽725一侧设有位于第七风罩排序板724端部能够便 于第七风罩抵块716伸入的第七让位槽736。进入第七分隔取料槽729内的风罩与 原队中的风罩错位放置后需要进行第七爪手712抓取风罩,由于第七风罩抵块716 的存在,在夹取过程中,第七风罩抵块716会移动至第七风罩排序板724上方并逐 渐靠近第七风罩排序板724,因此为了防止第七风罩抵块716与第七风罩排序板724 发生碰撞,在夹取的过程中,第七风罩抵块716会移动延伸入第七让位槽736内。
376.如图6所示,在本实施例中,打火机上设有卡槽71,风罩内壁设有卡扣72, 在将风罩安装在打火机上时,卡扣72会卡进卡槽71内从而使风罩与打火机卡接在 一起。
377.本发明的工作原理为:第七直震器732与第七振动盘727使风罩移动至第七风 罩排序板724的顶端并进入若干第七排序槽725内,并在倾斜导向作用下使位于第 七风罩排序板724顶部的风罩逐渐向下移动并在第七排序槽725内排列成队。当每 个第七分隔取料槽729都具有一个风罩后,横第七横推直线驱动器734驱动第七分 隔盘728横向移动,从而使进入第七分隔取料槽729内的风罩与原队中的风罩错位 放置,接着第七装配机械手710移动至第七分隔取料槽729的上方并使第七爪手 712靠近风罩并使风罩相对于第七爪手712移动至第七爪手712内与两块第七风罩 夹块713相抵,使风罩位于且被夹于两块第七风罩夹块713之间,第七夹爪气缸 718进行工作使第七夹爪滑块719带着第七风罩抵块716靠近风罩方向移动并最终 夹住风罩,最终夹紧风罩后进行安装。
378.风罩装配机构72、钢轮装配机构73和压板装配机构74其结构相似,不同点 在于爪手。
379.钢轮装配机构73包括机械手,机械手的抓取组件上设有若干夹爪驱动器,夹 爪驱动器上设有两对称设置可开合的爪手,爪手下端的抓取部内侧上设有弧形钢轮 卡槽。
380.压板装配机构74包括机械手,机械手的抓取组件上设有若干插接柱,插接柱 上设有插接头,插接头上设有能够卡住压板的卡接结构,卡接结构上方设有能够防 止压板上移的限位结构。
381.更具体的说,打火机火石质量检测装置8包括第八机架810,第八机架810上 设有第八摩擦轮安装架811,在第八摩擦轮安装架811上设有若干同轴心设置的第 八摩擦轮812,第八摩擦轮812与第八摩擦轮旋转驱动机构813相连,第八摩擦轮 安装架811与第八机架810之间设有第八直线运动机构814。
382.在本实施例中,通过转动的第八摩擦轮812促使打火机上的火石,观测火石是 否摩擦产生火花仪器来检测打火机的火石质量。在此过程中,第八直线运动机构 814能够驱动第八摩擦轮安装架811沿水平方向上往复移动,在第八直线运动机构 814的工作下,使第
八摩擦轮812逐渐靠近打火石并与打火石相抵,第八摩擦轮812 上设有能与打火石啮合的齿圈,第八摩擦轮旋转驱动机构813驱使第八摩擦轮812 转动,转动的第八摩擦轮812驱使打火石转动,并观测打火石是否产生火花,以此 完成对火石质量的检测。能够同时检测多个打火机上的火石,提高检测效率。
383.第八摩擦轮旋转驱动机构813包括设置在第八摩擦轮安装架811上的第八摩擦 轮旋转轴815,若干第八摩擦轮812均安装在第八摩擦轮旋转轴815上,第八摩擦 轮旋转轴815与第八摩擦轮旋转驱动器816相连。
384.在本实施例中,各个第八摩擦轮812的尺寸相同,且设置在同轴上,因此各个 第八摩擦轮812的外圈处于同一平面上,在同时检测多个打火机时,只需要将若干 个打火机并列放置并排列成一条直线即可,当第八摩擦轮812与火石贴合后,第八 摩擦轮旋转驱动器816驱使第八摩擦轮旋转轴815转动,从而同时带动若干个第八 摩擦轮812转动并同时对多个火石进行质量检测。
385.第八直线运动机构814包括设置在第八摩擦轮安装架811一侧的第八直线驱动 器817,第八摩擦轮安装架811另一侧设有第八直线运动导向组件818。
386.在本实施例中,第八直线驱动器817用于驱动第八摩擦轮安装架811进行直线 上的往复移动,由于第八摩擦轮安装架811具有一定的长度和质量,为了稳定第八 摩擦轮安装架811的移动,第八直线运动导向组件818进一步的引导第八摩擦轮安 装架811直线方向上的移动,以及用于支撑第八摩擦轮安装架811的重量,防止长 时间使用导致的倾斜。
387.第八直线驱动器817包括第八丝杆电机819,第八丝杆电机819的输出轴上设 有第八丝杆820,第八摩擦轮安装架811的其中一端设有第八丝套块821,第八丝 套块821套设在第八丝杆820上且与其丝杆丝套连接。
388.在本实施例中,第八丝杆820的一端与第八丝杆电机819的输出轴固定连接, 另一端通过转动轴承与第八机架810转动连接,通过丝杆丝套的连接方式,使第八 摩擦轮安装架811的移动距离更加精确且稳定,且移动速度的放慢使第八摩擦轮 812能够缓慢的与火石贴合,防止移动速度过快或距离控制不当导致的撞击火石。
389.第八直线运动导向组件818包括第八导向架822和第八导向滑块823,在第八 导向架822和第八导向滑块823之间设有至少一根第八导向轴824,第八导向滑块 823固定在第八摩擦轮安装架811另一侧上方的第八导向滑块固定板825上。
390.在本实施例中,第八导向滑块823与第八摩擦轮安装架811的固定位置位于第 八摩擦轮安装架811的上方,通过拉力的形式拉住第八摩擦轮安装架811另一端。 第八导向轴824用于进一步的引导第八摩擦轮安装架811的移动方向。此外,第八 导向滑块823与第八导向轴824之间通过转动轴承进行连接,转动轴承转动设置在 第八导向滑块823内,第八导向轴824滑动贯穿转动轴承,以此来减少第八导向滑 块823与第八导向轴824之间的摩擦力。
391.第八摩擦轮旋转轴815横截面呈d形,第八摩擦轮812均套设在第八摩擦轮旋 转轴815上且与其相适应,在第八摩擦轮812与第八摩擦轮旋转轴815之间设有第 八摩擦轮轴向定位结构826。
392.在本实施例中,第八摩擦轮旋转轴815横截面呈d形,第八摩擦轮812只能在 第八摩擦轮旋转轴815上进行滑动,以及随着第八摩擦轮旋转轴815进行转动,在 移动好第八摩
擦轮812的位置后通过第八摩擦轮轴向定位结构826对摩擦轮进行定 位。在实际使用过程中,也可以根据相邻打火机之间的距离进行调节。
393.第八摩擦轮轴向定位结构826包括设置在第八摩擦轮旋转轴815一端的第八顶 环827,相邻两个第八摩擦轮812之间设有第八定位套828,第八摩擦轮旋转轴815 另一端设有用于轴向固定第八摩擦轮812且能与第八摩擦轮旋转驱动器816的第八 主动齿轮833相连的第八被动齿轮829。
394.在本实施例中,最两端的两个第八摩擦轮812分别与第八顶环827和第八被动 齿轮829相抵,相邻的两个第八摩擦轮812之间均通过第八定位套828进行卡位固 定。
395.可优选的,其中一端的第八摩擦轮812与第八被动齿轮829固定连接,第八被 动齿轮829的外径小于第八摩擦轮812的外径,第八被动齿轮829与第八主动齿轮 833啮合,第八主动齿轮833能与第八摩擦轮812侧面相抵,且第八主动齿轮833 与第八摩擦轮旋转驱动器816连接。
396.可优选的,第八主动齿轮833设有第八销孔834,第八被动齿轮829上设有第 八销轴835,通过第八销轴835穿入第八销孔834使第八主动齿轮833与第八被动 齿轮829固定连接。
397.可优选的,第八摩擦轮安装架811上设有两个第八架设块836,第八摩擦轮旋 转轴815的两端分别转动设置在两个第八架设块836内,其中一个第八架设块836 通过固定螺栓固定在第八摩擦轮安装架811上,拆卸第八架设块836可与第八摩擦 轮旋转轴815脱离,第八摩擦轮812和调距块能滑出第八摩擦轮旋转轴815。
398.可优选的,第八定位套828也通过固定螺栓固定在第八摩擦轮旋转轴815上。 第八定位套828的可替换不同长短类型。
399.第八机架810另一侧设有视觉第八检测单元安装架830,视觉第八检测单元安 装架830上设有若干第八视觉检测单元831,第八视觉检测单元831与第八摩擦轮 812数量相等。
400.在本实施例中,在检测火石质量的过程中,每一第八视觉检测单元831通过录 像或视觉监控火石在转动过程中是否擦出火花,以此来判断火石质量是否合格。
401.视觉第八检测单元安装架830连接有能驱使视觉第八检测单元安装架830靠近 或远离第八机架810的第八调位结构832。
402.在本实施例中,通过第八调位结构832能够调整第八视觉检测单元831与检测 位置即打火机的位置之间的距离,从而能够更清晰的观察检测过程。
403.可优选的,第八调位结构832包括第八调位架837,第八调位架837至少设有 一根第八工字滑轨838,视觉第八检测单元安装架830滑动在第八工字滑轨838上, 且第八调位架837上还设有第八推进气缸839,第八推进气缸839的输出轴与视觉 第八检测单元安装架830相连。
404.若干第八视觉检测单元831转动设置在视觉第八检测单元安装架830上。
405.通过第八视觉检测单元831的转动能够进一步调整第八视觉检测单元831观测 第八摩擦轮812的观测视角,进一步的提高观测清晰度和准确率。
406.更具体的说,打火机成品出货机构9包括第九出料台910,第九出料台910上 设有第九空盒输送通道911和第九满盒输送通道912,第九空盒输送通道911和第 九满盒输送通
道912上分别设有第九空盒输送驱动组件913和第九满盒输送驱动组 件914,第九空盒输送通道911出盒端侧部与第九满盒输送通道912进盒端侧部连 通,在第九空盒输送通道911出盒端与第九满盒输送通道912进盒端之间设有第九 空盒推送组件915,第九出料台910上还设有第九夹爪间距可变机械手916。
407.通过第九空盒输送驱动组件913将空盒推送至出料放置位置,接着通过第九夹 爪间距可变机械手916抓取打火机后并将打火机移动至空盒内,且通过第九夹爪间 距可变机械手916依次将若干打火机填满空盒。空盒在第九空盒输送通道911内并 通过第九空盒输送驱动组件913进行输送,当空盒移动至指定位置后通过第九空盒 推送组件915将空盒推送入第九满盒输送通道912内,此时进行打火机的装货。慢 火后通过第九满盒输送驱动组件914将满盒移动输送出出料台10。且在满盒被推 送至第九满盒输送通道912内时,第九空盒推送组件915继续工作将下一个空盒移 动至出料放置位置。
408.在此过程中,通过第九夹爪间距可变机械手916与各个输送驱动组件协调完成 可持续的出料步骤,全程自动化可控。
409.第九空盒输送通道911和第九满盒输送通道912互相平行。
410.一个满盒的输送的同时下一个空盒就进行输送,且能够直观的观测到两个输送 通道12的运输状况,能够直观的计算出料状况。此外由于盒输送通道11和第九满 盒输送通道912互相平行,则使第九空盒输送通道911与第九满盒输送通道912之 间的连接口可成直线状,空盒只需要沿着直线从第九空盒输送通道911进入第九满 盒输送通道912后装货即可,路线短且不需要变向,防止卡住的现象出现。
411.第九空盒输送通道911和第九满盒输送通道912两侧均设有第九侧档条917且 公用第九侧档条917,第九空盒输送通道911进盒端设有第九前挡条918。
412.第九侧档条917位于第九空盒输送通道911和第九满盒输送通道912之间,一 方面用于隔断第九空盒输送通道911和第九满盒输送通道912,另一方面,公用一 条大幅度的缩小第九空盒输送通道911和第九满盒输送通道912之间的距离,即第 九空盒输送通道911与第九满盒输送通道912之间的连接口的长度较短,更容易将 盒子从第九空盒输送通道911运输至第九满盒输送通道912内。
413.第九空盒输送通道911进盒端和第九满盒输送通道912出盒端上设有第九进出 盒平台919。
414.第九进出盒平台919用于放置空盒并将空盒输送进第九空盒输送通道911内, 也用于满盒的输出,满盒经过第九满盒输送通道912至第九进出盒平台919,用于 后续对满盒的打包运输。
415.第九空盒输送驱动组件913包括第九带式输送机920,第九带式输送机920与 第九空盒输送通道911相连,第九带式输送机920传送带两侧设有第九限位档杆 921。
416.第九带式输送机920上的输送带依稀前后相抵放置有若干个空盒,随着第九带 式输送机920的工作,将空盒运输进第九空盒输送通道911内,并通过后面的空盒 的顶动使位于第九空盒输送通道911内的空盒继续向前移动。两侧的限位挡杆21 用于规定空盒的输送方向,防止空盒卡在第九空盒输送通道911入口。
417.第九满盒输送驱动组件914包括设置在第九满盒输送通道912进盒端上的第九 推盒爪922,第九推盒爪922穿设在出料台10的第九推盒爪行程槽923内,第九 推盒爪922下端
与出料台10底部的第九推盒爪直线驱动器924相连。
418.当空盒被推送至第九满盒输送通道912内时,第九推盒爪922就位于空盒的一 端,当空盒被填满打火机之后,第九推盒爪922在第九推盒爪直线驱动器924的工 作下在第九推盒爪行程槽923内滑动,滑动的同时推动满盒向前移动,使第九满盒 输送通道912进盒端预留放置下一个空盒的空间。
419.第九空盒推送组件915包括第九推盒块925,第九推盒块925与第九推盒块直 线驱动器926相连。
420.当空盒被推送移动至第九满盒输送通道912的进盒端时,第九推盒块直线驱动 器926工作使第九推盒块925移动并推动空盒移动至第九满盒输送通道912内。
421.第九夹爪间距可变机械手916包括设置在出料台10上的第九xyz三轴向机械 手927,第九xyz三轴向机械手927与第九可变距机械夹爪组件928相连。
422.第九夹爪间距可变机械手916为xyz三轴向机械手,即可以在轨道内进行水 平方向和竖直方向上的任意移动。根据打火机的不同位置以及盒子上插口的不同位 置进行调节。
423.此外,在安放打火机过程中,打火机被并列放置在取货处,根据相邻的打火机 之间的距离,第九可变距机械夹爪组件928还能调节改变相邻的夹爪之间的距离。
424.在取货和放货过程中,均通过机械自动化的方式进行调节位置并抓取和放置打 火机。
425.第九可变距机械夹爪组件928包括第九气爪工作台929,第九气爪工作台929 上设有若干位于同一直线上的第九气爪530,第九气爪530固定在第九气爪座931 上,若干第九气爪座931通过第九交叉伸缩结构932相连,第九气爪工作台929上 设有三根平行于底面的第九导向杆933,第九导向杆933与第九交叉伸缩结构932 相连,第九气爪工作台929一端设有第九变距直线驱动器934,第九变距直线驱动 器934与第九交叉伸缩结构932相连。
426.在调节相邻气爪之间的间距的过程中,直线驱动器34的输出轴向外延伸或向 内移动从而拉动或推动第九交叉伸缩结构932,第九交叉伸缩结构932呈网格状设 置并通过若干个依次相互转动连接的转杆进行连接,在调节时,第九气爪座931在 第九导向杆933进行移动,并且第九导向杆933提供对第九气爪座931的支撑力。
427.第九空盒输送通道911上的第九打火机底盒935同一行上第九打火机插孔936 数量至少比第九气爪530数量多一倍,第九打火机底盒935同一行上第九打火机插 孔936数量与第九气爪530数量呈倍数关系,确保每次抓取打火机所有的气爪都能 运用到,提高工作效率。
428.本打火机出货机构工作原理为:第九带式输送机920工作使其输送带进行循环 传动,将若干空盒放置于输送带上并在输送带的带动下向前移动且进入至第九空盒 输送通道911内,随着输送带的继续传动,空盒顶着前面的空盒继续移动,从而使 位于第九空盒输送通道911内的空盒移动至第九满盒输送通道912的进盒端,接着 第九推盒块直线驱动器926工作使第九推盒块925移动并推动空盒移动至第九满盒 输送通道912内。此时空盒位于打火机的放置位置处,根据相邻打火机之间的距离, 通过直线驱动器34的工作使其输出轴向外延伸或向内移动从而拉动或推动第九交 叉伸缩结构932以此来改变相邻第九气爪530之间的间距,接着通过第九气爪530 的通气和放气对打火机进行夹紧和放开,通过第九xyz
三轴向机械手927进行xyz 方向上的移动,以此最后将打火机插在空盒上。
429.当空盒被插满打火机之后,第九推盒爪922在第九推盒爪直线驱动器924的工 作下在第九推盒爪行程槽923内滑动,滑动的同时推动满盒向前移动,使第九满盒 输送通道912进盒端预留放置下一个空盒的空间。
430.本发明的工作原理为:通过第一工作站1组装装配套体、底盖和外壳组件,组 装完毕后输送至第三工作站3上,在第三工作站3上对打火机完成锌套吸管组、平 墊片和恆流閥的装配,锌套吸管组的装配由第二工作站2完成,第三工作站3装配 完毕的打火机输送至少第四工作站4上进行出气阀的装配,第四工作站4装配完毕 后由第五工作站5进行打火机充气,第五工作站5充气完毕后输送至第六工作站6 进行引火弹簧的安装,引火弹簧安装完毕后输送只是第七工作站7上进行风罩、钢 轮和压板的装配,并检测后装盘送出。
431.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术 领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似 的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1