一种能提高防脱钩率的鱼钩生产工艺的制作方法
1.本发明属于鱼钩生产技术领域,具体为一种能提高防脱钩率的鱼钩生产工艺。
背景技术:
2.鱼钩,垂钓时用于悬挂钓饵以吸引鱼类上钩的工具。现在鱼钩的发展很快,种类繁多,有不锈钢的,有碳素材料的合金钢,大小型号分类也比较多,现有的鱼钩在使用过程中需要防止鱼从钩子外脱离,而鱼在挣扎过程中会对鱼钩施加力,鱼钩容易出现断裂或者被鱼拉直的现象,此为材质过硬或者韧性过高的问题,为此,我们提出一种能提高防脱钩率的鱼钩生产工艺。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的问题,而提出的一种能提高防脱钩率的鱼钩生产工艺。
4.为实现上述目的,本发明提供如下技术方案:
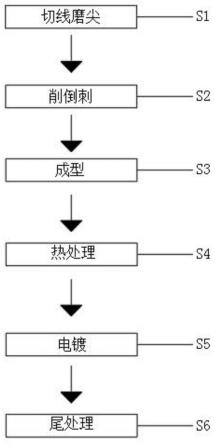
5.一种能提高防脱钩率的鱼钩生产工艺,包括以下步骤:
6.s1:切线磨尖,将原料钢丝放入切料机切成的钢丝线,然后将钢丝线送入磨尖机对钢丝线的一端进行打磨抛光后,通过切削机对钢丝线中切,使钢丝线一分为二形成鱼钩坯;
7.s2:削倒刺,将鱼钩坯尖刺的一端进行折弯倾斜,然后通过切削机对钢丝线进行切割,然后挤压形成倒刺,倒刺位于鱼钩坯尖刺的反方向,使鱼在鱼钩刺的引导下很轻易挂入鱼钩倒刺内,同时通过鱼钩倒刺对鱼进行限位,避免鱼后期跑走,得到尖刺鱼钩;
8.s3:成型,将s2得到的尖刺鱼钩进行折弯工作,折弯完毕后尖刺鱼钩整体形成“j”形,对尖刺鱼钩的上侧再次进行折弯,使其形成可供鱼线连接的圆环,然后对尖刺鱼钩进行平打工作,(对尖刺鱼钩进行平打工作时,需要注意平打力度,防止尖刺鱼钩过平导致在钓鱼过程中鱼钩出现经常断裂的现象,以1.5mm直径的鱼钩为例,平打后的直径为1.2-1.3mm即可)得到成型鱼钩;
9.s4:热处理,将成型鱼钩放置于链式传输机上运输至加热装置内,加热装置的温度为800-900℃,链式传输机继续移动,而成型鱼钩在加热装置内运行的时间为5-7s,链式传输机带动成型鱼钩移动至油淬箱内通过淬火油液对成型鱼钩进行快速降温,降温完毕后将成型鱼钩从油淬箱送入回火箱内对成型鱼钩进行回火工作,回火箱内温度为180-220℃,时间为25-35min,取出后得到鱼钩。
10.s5:电镀,将s4得到的鱼钩进行镀锡,在鱼钩的表面上电镀一层厚度为2-3μm的光亮镍层,镀光亮镍工艺为ni-305,随后对鱼钩表面进行清洗,然后采用电镀工艺在半鱼钩表面上电镀出一层厚度为3-4μm的光亮锡层,光亮镀锡工艺sn-807,随后对鱼钩表面进行清洗,然后镀一层厚度为1-2μ m的化学镍层,所述化学镍层的镀镍工序中采用的溶液含镍磷合金60
‑ꢀ
200ml/l、氯化镍70-85g/l、硼酸40-55g/l、光泽剂1000-1600ml/10000ah、硫酸镍180-220g/l、柔软剂2000-3200ml/10000ah,溶液ph4-4.8。
11.s6:尾处理,将s5电镀完毕后的鱼钩拿出水洗,然后进行上色、水洗、钝化、水洗、封闭处理、热水烫干处理得到防脱鱼钩。
12.优选的,s1中所述钢丝线在生产切料前需要放置于钢丝调直机或者钢丝拉直机进行取直工作。
13.优选的,s4中所述淬火油的配比为基础油88-95wt%,高温抗氧化剂 0.5-1wt%,防锈剂1-3wt%,高温催冷剂2-5wt%,低温催冷剂1-4wt%。
14.优选的,s1中所述钢丝线的长度为6-8cm,所述钢丝线的径宽为15
‑ꢀ
18mm。
15.优选的,s1中原料钢丝的材料为铌-钒复合微合金化高碳钢丝,其包括按质量百分比组成的下列成分:c:0.8-1.4%、v:0.08-0.20%、nb: 0.02-0.08%、其余为f。
16.优选的,s4中所述鱼钩进行镀锡前需要进行除油工作,采用阴极电解脱脂工艺去除附着于基材表面上的油污,处理后将基材打捞起来,从而实现了对基材的除油,除油后对基材清洗,水洗后用活化水对基材进行活化处理,活化处理后,用清水清洗基材表面,以清洗掉基材表面上的残留活化水。
17.优选的,s5中所述鱼钩进行化学镍电镀过程中电镀电流为0.30
‑ꢀ
0.32a/dm2,处理温度为55-70℃。
18.与现有技术相比,本发明提供了一种能提高防脱钩率的鱼钩生产工艺,具备以下有益效果:
19.1、本发明采用复合微合金化高碳钢丝保持了传统碳素工具钢良好的冷加工性能及生产成本优势,采取合理的热处理淬火与回火的工序,在得到较高硬度鱼钩的同时保持足够的断裂韧性,由此显著提高鱼钩产品的使用性能及使用寿命;
20.2、本发明采用优异的热处理工艺,添加高效的淬火油进行热处理后马氏体硬度更高,组织更细小,断裂韧性更高;
21.3、本发明,工艺简单,步骤简练,生产过程中的较多步骤皆可机械化生产,机械化程度较高,材料要求较低,可以批量化生产,生产成本较低,经济效益较高,通过设置尖刺鱼钩折弯完毕后尖刺鱼钩整体形成“j”形,对尖刺鱼钩的上侧再次进行折弯,使其形成可供鱼线连接的圆环,提高鱼钩与鱼线的连接稳定性与方便性,同时通过在鱼钩坯挤压形成倒刺,倒刺位于鱼钩坯尖刺的反方向,使鱼在鱼钩刺的引导下很轻易挂入鱼钩倒刺内,提高鱼脱钩的几率。
附图说明
22.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
23.在附图中:
24.图1为本发明提出的一种能提高防脱钩率的鱼钩生产工艺的生产流程图图2为本发明提出的一种能提高防脱钩率的鱼钩生产工艺的鱼钩外形图。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1:
27.请参阅图1,一种能提高防脱钩率的鱼钩生产工艺,包括以下步骤:
28.s1:切线磨尖,将原料钢丝放入切料机切成的钢丝线,然后将钢丝线送入磨尖机对钢丝线的一端进行打磨抛光后,通过切削机对钢丝线中切,使钢丝线一分为二形成鱼钩坯;
29.s2:削倒刺,将鱼钩坯尖刺的一端进行折弯倾斜,然后通过切削机对钢丝线进行切割,然后挤压形成倒刺,倒刺位于鱼钩坯尖刺的反方向,使鱼在鱼钩刺的引导下很轻易挂入鱼钩倒刺内,同时通过鱼钩倒刺对鱼进行限位,避免鱼后期跑走,得到尖刺鱼钩;
30.s3:成型,将s2得到的尖刺鱼钩进行折弯工作,折弯完毕后尖刺鱼钩整体形成“j”形,对尖刺鱼钩的上侧再次进行折弯,使其形成可供鱼线连接的圆环,然后对尖刺鱼钩进行平打工作,(对尖刺鱼钩进行平打工作时,需要注意平打力度,防止尖刺鱼钩过平导致在钓鱼过程中鱼钩出现经常断裂的现象,以1.5mm直径的鱼钩为例,平打后的直径为1.2-1.3mm)得到成型鱼钩;
31.s4:热处理,将成型鱼钩放置于链式传输机上运输至加热装置内,加热装置的温度为800-900℃,链式传输机继续移动,而成型鱼钩在加热装置内运行的时间为5-7s,链式传输机带动成型鱼钩移动至油淬箱内通过淬火油液对成型鱼钩进行快速降温,降温完毕后将成型鱼钩从油淬箱送入回火箱内对成型鱼钩进行回火工作,回火箱内温度为180-220℃,时间为25-35min,取出后得到鱼钩。
32.s5:电镀,将s4得到的鱼钩进行镀锡,在鱼钩的表面上电镀一层厚度为2-3μm的光亮镍层,镀光亮镍工艺为ni-305,随后对鱼钩表面进行清洗,然后采用电镀工艺在半鱼钩表面上电镀出一层厚度为3-4μm的光亮锡层,光亮镀锡工艺sn-807,随后对鱼钩表面进行清洗,然后镀一层厚度为1-2μ m的化学镍层,化学镍层的镀镍工序中采用的溶液含镍磷合金60-200ml/l、氯化镍80g/l、硼酸45g/l、光泽剂1300ml/10000ah、硫酸镍200g/l、柔软剂2600ml/10000ah,溶液ph4-4.8。
33.s6:尾处理,将s5电镀完毕后的鱼钩拿出水洗,然后进行上色、水洗、钝化、水洗、封闭处理、热水烫干处理得到防脱鱼钩。
34.s1中钢丝线在生产切料前需要放置于钢丝调直机或者钢丝拉直机进行取直工作。
35.s4中淬火油的配比为基础油92wt%,高温抗氧化剂1wt%,防锈剂2wt%,高温催冷剂3wt%,低温催冷剂4wt%。
36.s1中钢丝线的长度为6-8cm,钢丝线的径宽为15-18mm。
37.s1中原料钢丝的材料为铌-钒复合微合金化高碳钢丝,其包括按质量百分比组成的下列成分:c:1%、v:0.11%、nb0.05%、其余为f。
38.s4中鱼钩进行镀锡前需要进行除油工作,采用阴极电解脱脂工艺去除附着于基材表面上的油污,处理后将基材打捞起来,从而实现了对基材的除油,除油后对基材清洗,水洗后用活化水对基材进行活化处理,活化处理后,用清水清洗基材表面,以清洗掉基材表面上的残留活化水。
39.s5中鱼钩进行化学镍电镀过程中电镀电流为0.31a/dm2,处理温度为 65℃。
40.实施例2:
41.请参阅图1,一种能提高防脱钩率的鱼钩生产工艺,包括以下步骤:
42.切线磨尖,将原料钢丝放入切料机切成的钢丝线,然后将钢丝线送入磨尖机对钢丝线的一端进行打磨抛光后,通过切削机对钢丝线中切,使钢丝线一分为二形成鱼钩坯;
43.s2:削倒刺,将鱼钩坯尖刺的一端进行折弯倾斜,然后通过切削机对钢丝线进行切割,然后挤压形成倒刺,倒刺位于鱼钩坯尖刺的反方向,使鱼在鱼钩刺的引导下很轻易挂入鱼钩倒刺内,同时通过鱼钩倒刺对鱼进行限位,避免鱼后期跑走,得到尖刺鱼钩;
44.s3:成型,将s2得到的尖刺鱼钩进行折弯工作,折弯完毕后尖刺鱼钩整体形成“j”形,对尖刺鱼钩的上侧再次进行折弯,使其形成可供鱼线连接的圆环,然后对尖刺鱼钩进行平打工作,(对尖刺鱼钩进行平打工作时,需要注意平打力度,防止尖刺鱼钩过平导致在钓鱼过程中鱼钩出现经常断裂的现象,以1.5mm直径的鱼钩为例,平打后的直径为1.2-1.3mm即可)得到成型鱼钩;
45.s4:热处理,将成型鱼钩放置于链式传输机上运输至加热装置内,加热装置的温度为800-900℃,链式传输机继续移动,而成型鱼钩在加热装置内运行的时间为5-7s,链式传输机带动成型鱼钩移动至油淬箱内通过淬火油液对成型鱼钩进行快速降温,降温完毕后将成型鱼钩从油淬箱送入回火箱内对成型鱼钩进行回火工作,回火箱内温度为200℃,时间为31min,取出后得到鱼钩。
46.s5:电镀,将s4得到的鱼钩进行镀锡,在鱼钩的表面上电镀一层厚度为2.5μm的光亮镍层,镀光亮镍工艺为ni-305,随后对鱼钩表面进行清洗,然后采用电镀工艺在半鱼钩表面上电镀出一层厚度为3.5μm的光亮锡层,光亮镀锡工艺sn-807,随后对鱼钩表面进行清洗,然后镀一层厚度为1.5μm的化学镍层,化学镍层的镀镍工序中采用的溶液含镍磷合金140ml/l、氯化镍81g/l、硼酸45g/l、光泽剂1300ml/10000ah、硫酸镍210g/l、柔软剂 2600ml/10000ah,溶液ph4-4.8。
47.s6:尾处理,将s5电镀完毕后的鱼钩拿出水洗,然后进行上色、水洗、钝化、水洗、封闭处理、热水烫干处理得到防脱鱼钩。
48.s1中钢丝线在生产切料前需要放置于钢丝调直机或者钢丝拉直机进行取直工作。
49.s4中淬火油的配比为基础油95wt%,高温抗氧化剂1wt%,防锈剂3wt%,高温催冷剂4wt%,低温催冷剂2wt%。
50.s1中钢丝线的长度为7cm,钢丝线的径宽为16mm。
51.s1中原料钢丝的材料为铌-钒复合微合金化高碳钢丝,其包括按质量百分比组成的下列成分:c:1.2%、v:0.15%、nb:0.05%、其余为f。
52.s4中鱼钩进行镀锡前需要进行除油工作,采用阴极电解脱脂工艺去除附着于基材表面上的油污,处理后将基材打捞起来,从而实现了对基材的除油,除油后对基材清洗,水洗后用活化水对基材进行活化处理,活化处理后,用清水清洗基材表面,以清洗掉基材表面上的残留活化水。
53.s5中鱼钩进行化学镍电镀过程中电镀电流为0.32a/dm2,处理温度为 62℃。
54.实施例3:
55.请参阅图1,一种能提高防脱钩率的鱼钩生产工艺,包括以下步骤:
56.切线磨尖,将原料钢丝放入切料机切成的钢丝线,然后将钢丝线送入磨尖机对钢丝线的一端进行打磨抛光后,通过切削机对钢丝线中切,使钢丝线一分为二形成鱼钩坯;
57.s2:削倒刺,将鱼钩坯尖刺的一端进行折弯倾斜,然后通过切削机对钢丝线进行切割,然后挤压形成倒刺,倒刺位于鱼钩坯尖刺的反方向,使鱼在鱼钩刺的引导下很轻易挂入鱼钩倒刺内,同时通过鱼钩倒刺对鱼进行限位,避免鱼后期跑走,得到尖刺鱼钩;
58.s3:成型,将s2得到的尖刺鱼钩进行折弯工作,折弯完毕后尖刺鱼钩整体形成“j”形,对尖刺鱼钩的上侧再次进行折弯,使其形成可供鱼线连接的圆环,然后对尖刺鱼钩进行平打工作,(对尖刺鱼钩进行平打工作时,需要注意平打力度,防止尖刺鱼钩过平导致在钓鱼过程中鱼钩出现经常断裂的现象,以1.5mm直径的鱼钩为例,平打后的直径为1.2-1.3mm即可)得到成型鱼钩;
59.s4:热处理,将成型鱼钩放置于链式传输机上运输至加热装置内,加热装置的温度为890℃,链式传输机继续移动,而成型鱼钩在加热装置内运行的时间为6s,链式传输机带动成型鱼钩移动至油淬箱内通过淬火油液对成型鱼钩进行快速降温,降温完毕后将成型鱼钩从油淬箱送入回火箱内对成型鱼钩进行回火工作,回火箱内温度为210℃,时间为31min,取出后得到鱼钩。
60.s5:电镀,将s4得到的鱼钩进行镀锡,在鱼钩的表面上电镀一层厚度为2μm的光亮镍层,镀光亮镍工艺为ni-305,随后对鱼钩表面进行清洗,然后采用电镀工艺在半鱼钩表面上电镀出一层厚度为4μm的光亮锡层,光亮镀锡工艺sn-807,随后对鱼钩表面进行清洗,然后镀一层厚度为2μm的化学镍层,化学镍层的镀镍工序中采用的溶液含镍磷合金60-200ml/l、氯化镍81g/l、硼酸51g/l、光泽剂1250ml/10000ah、硫酸镍200g/l、柔软剂 2900ml/10000ah,溶液ph4-4.8。
61.s6:尾处理,将s5电镀完毕后的鱼钩拿出水洗,然后进行上色、水洗、钝化、水洗、封闭处理、热水烫干处理得到防脱鱼钩。
62.s1中钢丝线在生产切料前需要放置于钢丝调直机或者钢丝拉直机进行取直工作。
63.s4中淬火油的配比为基础油93wt%,高温抗氧化剂1wt%,防锈剂2wt%,高温催冷剂4wt%,低温催冷剂3wt%。
64.s1中钢丝线的长度为7cm,钢丝线的径宽为16mm。
65.s1中原料钢丝的材料为铌-钒复合微合金化高碳钢丝,其包括按质量百分比组成的下列成分:c:1%、v:0.20%、nb:0.08%、其余为f。
66.s4中鱼钩进行镀锡前需要进行除油工作,采用阴极电解脱脂工艺去除附着于基材表面上的油污,处理后将基材打捞起来,从而实现了对基材的除油,除油后对基材清洗,水洗后用活化水对基材进行活化处理,活化处理后,用清水清洗基材表面,以清洗掉基材表面上的残留活化水。
67.s5中鱼钩进行化学镍电镀过程中电镀电流为0.30a/dm2,处理温度为 66℃。
68.实施例4:
69.请参阅图1,一种能提高防脱钩率的鱼钩生产工艺,包括以下步骤:
70.切线磨尖,将原料钢丝放入切料机切成的钢丝线,然后将钢丝线送入磨尖机对钢丝线的一端进行打磨抛光后,通过切削机对钢丝线中切,使钢丝线一分为二形成鱼钩坯;
71.s2:削倒刺,将鱼钩坯尖刺的一端进行折弯倾斜,然后通过切削机对钢丝线进行切割,然后挤压形成倒刺,倒刺位于鱼钩坯尖刺的反方向,使鱼在鱼钩刺的引导下很轻易挂入鱼钩倒刺内,同时通过鱼钩倒刺对鱼进行限位,避免鱼后期跑走,得到尖刺鱼钩;
72.s3:成型,将s2得到的尖刺鱼钩进行折弯工作,折弯完毕后尖刺鱼钩整体形成“j”形,对尖刺鱼钩的上侧再次进行折弯,使其形成可供鱼线连接的圆环,然后对尖刺鱼钩进行平打工作,(对尖刺鱼钩进行平打工作时,需要注意平打力度,防止尖刺鱼钩过平导致在钓鱼过程中鱼钩出现经常断裂的现象,以1.5mm直径的鱼钩为例,平打后的直径为1.2-1.3mm即可)得到成型鱼钩;
73.s4:热处理,将成型鱼钩放置于链式传输机上运输至加热装置内,加热装置的温度为800-900℃,链式传输机继续移动,而成型鱼钩在加热装置内运行的时间为5-7s,链式传输机带动成型鱼钩移动至油淬箱内通过淬火油液对成型鱼钩进行快速降温,降温完毕后将成型鱼钩从油淬箱送入回火箱内对成型鱼钩进行回火工作,回火箱内温度为210℃,时间为34min,取出后得到鱼钩。
74.s5:电镀,将s4得到的鱼钩进行镀锡,在鱼钩的表面上电镀一层厚度为2μm的光亮镍层,镀光亮镍工艺为ni-305,随后对鱼钩表面进行清洗,然后采用电镀工艺在半鱼钩表面上电镀出一层厚度为4μm的光亮锡层,光亮镀锡工艺sn-807,随后对鱼钩表面进行清洗,然后镀一层厚度为2μm的化学镍层,化学镍层的镀镍工序中采用的溶液含镍磷合金150ml/l、氯化镍 81g/l、硼酸51g/l、光泽剂1300ml/10000ah、硫酸镍210g/l、柔软剂 2600ml/10000ah,溶液ph4-4.8。
75.s6:尾处理,将s5电镀完毕后的鱼钩拿出水洗,然后进行上色、水洗、钝化、水洗、封闭处理、热水烫干处理得到防脱鱼钩。
76.s1中钢丝线在生产切料前需要放置于钢丝调直机或者钢丝拉直机进行取直工作。
77.s4中淬火油的配比为基础油91wt%,高温抗氧化剂1wt%,防锈剂3wt%,高温催冷剂3wt%,低温催冷剂3wt%。
78.s1中钢丝线的长度为7cm,钢丝线的径宽为16mm。
79.s1中原料钢丝的材料为铌-钒复合微合金化高碳钢丝,其包括按质量百分比组成的下列成分:c:1.2%、v:0.15%、nb:0.06%、其余为f。
80.s4中鱼钩进行镀锡前需要进行除油工作,采用阴极电解脱脂工艺去除附着于基材表面上的油污,处理后将基材打捞起来,从而实现了对基材的除油,除油后对基材清洗,水洗后用活化水对基材进行活化处理,活化处理后,用清水清洗基材表面,以清洗掉基材表面上的残留活化水。
81.s5中鱼钩进行化学镍电镀过程中电镀电流为0.30a/dm2,处理温度为 66℃。
82.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
83.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1