基于差速辊轮组的校直装置的制作方法
本发明涉及机械加工,特别涉及工件的校直和校型,具体提供基于差速辊轮组的校直装置。
背景技术:
1、金属工件(例如棒材、棺材管)在航空领域应用广泛,其加工精度特别是直度直接影响的到坯料和零件的成品质量以及加工效率。
2、例如在用于航空散热器产品时,在加工过程中,存在表面变形和轴向弯曲现象,目前采用的办法是:操作工对工件(铝管)进行手动校圆、校直,存在工作强度大,生产效率低,产品可靠性差的缺点。
技术实现思路
1、本发明的目的是:解决管材、棒材、棍材的校直校型的技术问题。
2、本发明的技术方案是:
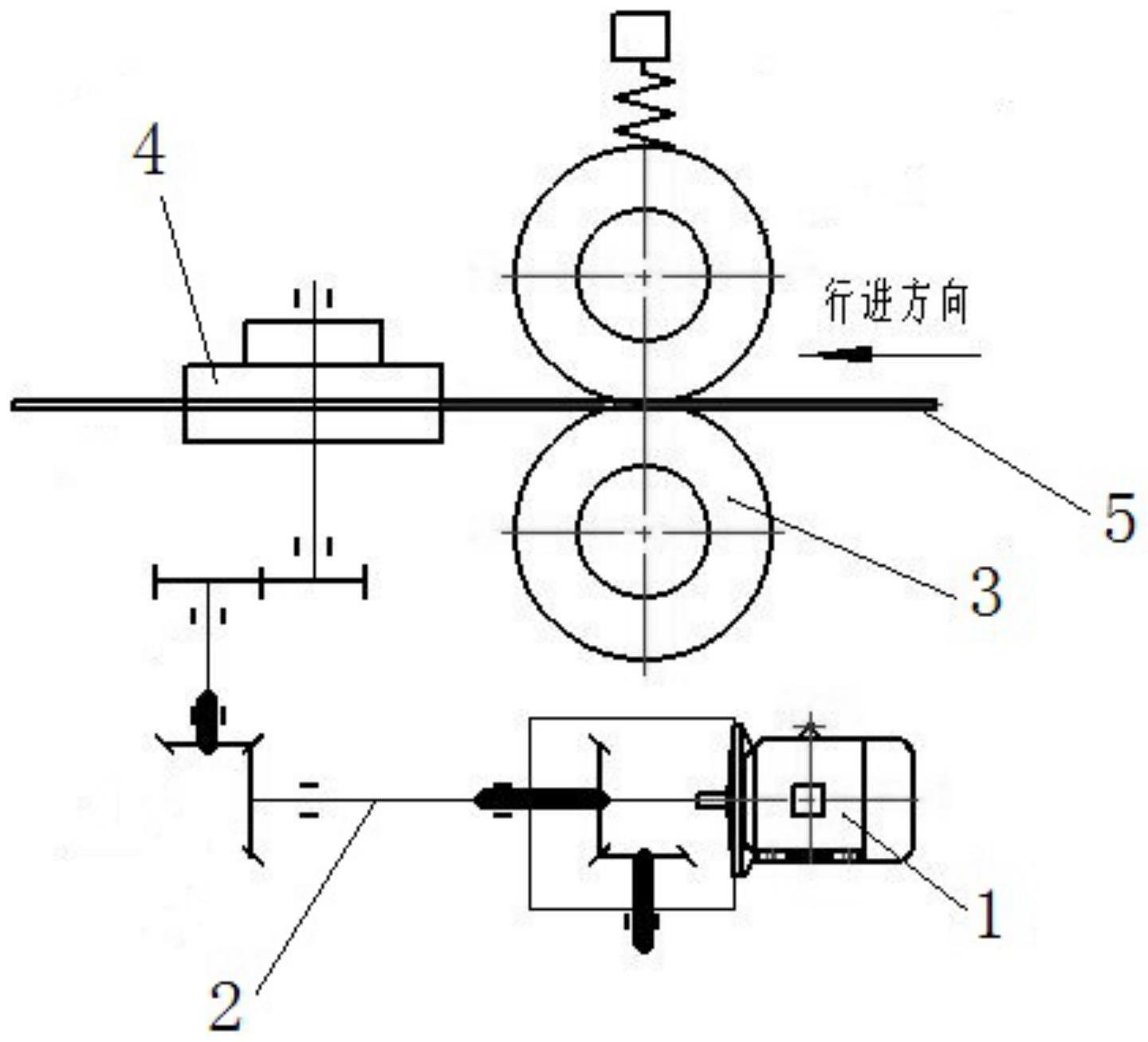
3、提供基于差速辊轮组的校直装置,包括驱动装置、传动装置、低速辊轮组、高速辊轮组和机体;
4、所述驱动装置、传动装置、低速辊轮组、高速辊轮组均安装在机体上;
5、所述驱动装置通过传动装置驱动所述低速辊轮组和高速辊轮组转动;
6、低速辊轮组和高速滚轮组的结构相同,均包括两个辊轮对,两个辊轮处于同平面且关于校直直线对称设置,两个辊轮的外缘面相切,在驱动装置的驱动下两个辊轮对相旋转,两个辊轮的外缘面均开有环槽,在相切位置两个辊轮的环槽形成挤压部;
7、低速辊轮组和高速滚轮组的校直直线为同一直线,低速辊轮组和高速滚轮组在所述校直直线上存在距离l;
8、所述低速辊轮组的辊轮转速慢于高速辊轮组,对于待校直工件,所述低速辊轮组的工位先于所述高速辊轮组,在所述待校直工件同时位于低速辊轮组和高速滚轮组的挤压部时,基于所述高速滚轮组的转速,所述高速滚轮组对待校直工件形成直线拉力。
9、进一步,所述传动装置对于低速辊轮组和高速滚轮组的传动比不同,所述低速辊轮组和高速滚轮组的辊轮轮径相同。
10、进一步的,所述传动装置对于低速辊轮组和高速滚轮组的传动比相同,高速滚轮组的辊轮轮径大于所述低速辊轮组的辊轮轮径。
11、进一步的,所述传动装置为齿轮啮合机构、传动带轮机构或涡轮蜗杆机构。
12、进一步的,低速辊轮组中辊轮所在平面与高速辊轮组中辊轮所在平面存在角度α,0<α≤90°。
13、进一步的,距离l<代加工工件长度。优选地,所述距离l与所述待加工工件的材料密度成反比,所述距离l与所述待加工工件的直径成正比。优选地,所述距离l的取值范围为100mm~200mm。
14、进一步的,还包括导向装置,所述导向装置沿着所述校直直线设置在所述低速辊轮组与所述高速辊轮组之间。能够对所述待加工工件提供支撑,使得待加工工件顺利进入高速辊轮组的挤压部中。
15、提供上述装置的校直方法,将所述待加工工件沿着所述校直直线先插入低速滚轮组的挤压部,在低速滚轮组的辊轮带动下,将所述待加工工件导入到高速滚轮组的挤压部,使得待加工工件在两组辊轮的滚压力以及高速辊轮的直线拉力作用下实现校直。
16、本发明的优点是:本发明机构简单,在不提供额外拉直装置的情况下,实现了辊压校直和拉伸校直的双重校直,显著的提高工作效率和加工精确度,提升产品质量,废品率降低到不足0.5%,简化了加工工艺。
技术特征:
1.基于差速辊轮组的校直装置,其特征在于:包括驱动装置、传动装置、低速辊轮组、高速辊轮组和机体;
2.根据权利要求1所述的基于差速辊轮组的校直装置,其特征在于:所述传动装置对于低速辊轮组和高速滚轮组的传动比不同,所述低速辊轮组和高速滚轮组的辊轮轮径相同。
3.根据权利要求1所述的基于差速辊轮组的校直装置,其特征在于:所述传动装置对于低速辊轮组和高速滚轮组的传动比相同,高速滚轮组的辊轮轮径大于所述低速辊轮组的辊轮轮径。
4.根据权利要求1所述的基于差速辊轮组的校直装置,其特征在于:所述传动装置为齿轮啮合机构、传动带轮机构或涡轮蜗杆机构。
5.根据权利要求1所述的基于差速辊轮组的校直装置,其特征在于:低速辊轮组中辊轮所在平面与高速辊轮组中辊轮所在平面存在角度α,0<α≤90°。
6.根据权利要求1所述的基于差速辊轮组的校直装置,其特征在于:距离l<代加工工件长度。
7.根据权利要求6所述的基于差速辊轮组的校直装置,其特征在于:所述距离l与所述待加工工件的材料密度成反比,所述距离l与所述待加工工件的直径成正比。
8.根据权利要求7所述的基于差速辊轮组的校直装置,其特征在于:所述距离l的取值范围为100mm~200mm。
9.根据权利要求1所述的基于差速辊轮组的校直装置,其特征在于:还包括导向装置,所述导向装置沿着所述校直直线设置在所述低速辊轮组与所述高速辊轮组之间。
10.如权利要求1-9之一的校直装置进行校直的方法,将待加工工件沿着校直直线先插入低速滚轮组的挤压部,在低速滚轮组的辊轮带动下,将所述待加工工件导入到高速滚轮组的挤压部,使得待加工工件在两组辊轮的滚压力以及高速辊轮的直线拉力作用下实现校直。
技术总结
本发明涉及提供基于差速辊轮组的校直装置,包括驱动装置、传动装置、低速辊轮组、高速辊轮组和机体;所述驱动装置、传动装置、低速辊轮组、高速辊轮组均安装在机体上;本发明机构简单,在不提供额外拉直装置的情况下,实现了辊压校直和拉伸校直的双重校直,显著的提高工作效率和加工精确度,提升产品质量,废品率降低到不足0.5%,简化了加工工艺。
技术研发人员:韦游,魏铭强,李亚峰,赵晴宇,黄文芳,王守猛
受保护的技术使用者:新乡航空工业(集团)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!