焊接模组及自动焊接设备的制作方法
1.本发明涉及焊接技术领域,更具体地说,涉及一种焊接模组及自动焊接设备。
背景技术:
2.焊接设备,通常依据焊接针对性的不同进行分类,例如,针对窄间隙焊接这一应用场景,通常采用如图1所示的扁枪式焊枪头,该类焊枪头一般由扁枪壳、钨极、钨极夹、冷却块、水路、气路、气筛、导电杆、旋转电机及其它附件组成,其中,钨极40的前端从扁枪壳50内伸出,用以进行焊接;
3.但是,扁枪式焊枪头在实际应用过程中,仍然存在一定的不足之处:
4.首先,由于钨极与扁枪壳之间需要保证绝缘,导致扁枪壳与钨极之间需要预留出足够大的间隔,从而使得扁枪壳的厚度及宽度等始终偏大,如此,就导致焊枪头无法渗入间隙较窄的间隙中进行焊接,焊接设备的待焊接间隙窄度适应性较差;
5.其次,在焊接过程中,扁枪壳的内外均需要通入保护性气体,通常是氩气,流通于扁枪壳内的氩气直接与钨极接触,对钨极进行保护性覆盖,而流通于扁枪壳外的氩气,则用于对坡口及熔池等进行保护,如此,保护气体的双通道配送会导致产品的结构过于复杂;
6.此外,行进焊接时需要实时观察焊接成型状况,即需要观察熔池及钨极前端的位置,但由于扁枪壳的尺寸偏大,且钨极相对于扁枪壳的伸出量又比较小,因而对摄像系统的熔池观察工作造成极大的不便。
技术实现要素:
7.本发明要解决的技术问题在于,提供一种待焊接间隙窄度适应性强、结构简单且便于观察的焊接模组及自动焊接设备。
8.本发明解决其技术问题所采用的技术方案是:
9.本技术提供一种焊接模组,用于对待焊接间隙进行焊接,其包括基座、沿第一方向平行喷出保护气体以形成保护气体笼罩空间的气体保护装置、设置于所述保护气体笼罩空间内的弯钨极、用于驱动所述弯钨极摆动的摆动装置、及送丝装置;
10.所述气体保护装置设置于所述基座上,所述弯钨极用于在所述待焊接间隙内的预定位置成型出熔池,所述送丝装置用于将焊丝输送至所述熔池内,沿所述第一方向喷出的保护气体将对所述弯钨极、所述待焊接间隙及所述熔池进行气体保护。
11.在一些实施例中,所述气体保护装置包括设置于所述基座上的气罩、设置于所述气罩内的气筛、设置于所述气罩上的通气口;
12.所述弯钨极穿设所述气罩和所述气筛,且所述弯钨极的端部穿出所述气罩外,所述通气口用于供保护气体输入至所述气罩内,所述气筛用于对保护气体进行均匀分筛,以使保护气体沿所述第一方向均匀喷出至所述气罩外。
13.在一些实施例中,所述弯钨极的中心轴线与所述气筛的中心轴线重合,所述气筛的中心轴线与所述第一方向平行。
14.在一些实施例中,所述气筛上开设有若干筛孔,各所述筛孔以所述气筛的中心呈对称分布。
15.在一些实施例中,所述气体保护装置还包括设置于所述气罩内的支撑盘、设置于所述支撑盘和所述气罩的内壁面之间的密封圈、及穿设所述支撑盘设置的出气杆;
16.所述支撑盘用于支撑所述弯钨极转动,所述密封圈用于密封所述支撑盘和所述气罩之间的配合间隙;
17.其中,所述出气杆用于将导入的保护气体导引穿设至所述支撑板和所述气筛之间。
18.在一些实施例中,所述气罩包括透明罩。
19.在一些实施例中,所述摆动装置包括设置于所述基座上的摆动驱动件、连接所述摆动驱动件的旋转盘、及连接所述旋转盘的轴套;
20.所述弯钨极穿设所述轴套,所述旋转盘用于在所述摆动驱动件的驱动下带动所述轴套转动,以使所述轴套带动所述弯钨极转动,从而使所述弯钨极的端部摆动。
21.在一些实施例中,所述摆动装置还包括开设有腰孔的连杆、设置于所述旋转盘上的滑动限位件;
22.所述连杆连接所述轴套,所述滑动限位件穿设所述腰孔,所述滑动限位件受所述旋转盘的带动而转动时将于所述腰孔内滑动,所述滑动限位件用于吊顶所述连杆往复摆动,从而使带动所述弯钨极往复摆动。
23.在一些实施例中,所述弯钨极的摆动角度小于120
°
。
24.在一些实施例中,所述弯钨极包括互相连接的直段和弯曲段,所述直段的长度延伸方向与所述第一方向平行,所述弯曲段朝向所述焊接方向弯曲,所述弯曲段和所述直段所成的夹角为钝角。
25.在一些实施例中,所述焊接模组还包括钨极帽,所述钨极帽用于固定所述弯钨极与所述基座的相对位置。
26.在一些实施例中,所述焊接模组还包括冷却装置,所述冷却装置包括进水管、出水管及冷却块;
27.所述进水管及所述出水管分别设置于所述基座上,所述弯钨极穿设所述冷却块,所述进水管用于导引冷却用液体至所述冷却块,冷却用液体对所述冷却块进行冷却后经由所述出水管导出,所述冷却块用于对所述弯钨极进行冷却。
28.在一些实施例中,所述焊接模组还包括导电装置,所述导电装置包括设置于所述基座上的导电线缆及连接所述导电线缆的导电块;
29.其中,所述导电块用于接引所述导电线缆的电流并进一步传递至所述弯钨极。
30.另一方面,本技术还提供一种自动焊接设备,其包括行走模组及上述任意一项技术方案所述的焊接模组,所述基座设置于所述行走模组上,所述行走模组用于带动所述焊接模组沿所述待焊接间隙行走。
31.在一些实施例中,所述行走模组包括行走轨道及行走机架,所述行走轨道与所述待焊接间隙并排设置,所述行走机架滑动设置于所述行走轨道上;所述基座设置于所述行走机架上。
32.在一些实施例中,所述自动焊接设备还包括升降模组,所述升降模组包括设置于
所述行走机架上的升降驱动件、及设置于所述行走机架上的升降导轨;
33.所述基座滑动设置于所述升降导轨上,所述升降驱动件与所述基座驱动连接,所述升降驱动件用于驱动所述基座沿所述升降导轨滑动,以使所述弯钨极朝深入或退出所述待焊接间隙的方向移动。
34.在一些实施例中,所述自动焊接设备用于对两根管道进行焊接连接,两根管道的端部相对齐抵接形成所述待焊接间隙;所述行走轨道环形缠绕于管道的外侧壁上。
35.在一些实施例中,所述自动焊接设备还包括控制模组,所述控制模组包括控制器,所述控制器与所述升降驱动件电连接。
36.本发明的焊接模组及自动焊接设备至少具有如下有益效果:
37.本发明的焊接模组及自动焊接设备涉及焊接技术领域,在焊接模组中,气体保护装置沿第一方向平行喷出保护气体,从而成型出一个充斥着保护气体的保护气体笼罩空间,然后,将弯钨极设置在该保护气体笼罩空间内,使得沿第一方向平行喷出的气体一方面能够对弯钨极进行包覆性的气体保护,另一方面还能够对待焊接间隙及熔池进行气体保护;
38.如此,无需设置扁枪壳来引导保护气体对弯钨极进行保护,使得弯钨极于待焊接间隙内的深入深度仅需考虑弯钨极自身的尺寸规格,提高了产品的待焊接间隙窄度适应性;再者,单通道平行输送保护气体的方式还极大地简化了产品的结构;其次,没有扁枪壳的遮挡,提高了观察便捷度。
附图说明
39.下面将结合附图及实施例对本发明作进一步说明,附图中:
40.图1是相关技术中的扁枪式焊枪头的结构示意图;
41.图2是发明一些优选实施例中的自动焊接设备的结构示意图;
42.图3是发明一些优选实施例中的自动焊接设备在使用过程中的结构示意图;
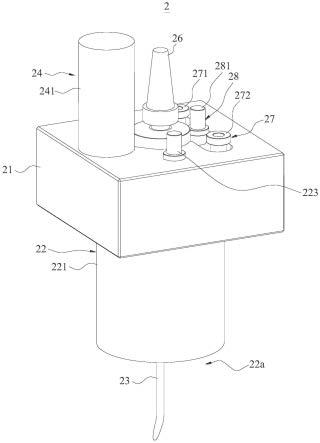
43.图4是发明一些优选实施例中的焊接模组的结构示意图;
44.图5是图4所示焊接模组的剖切结构示意图;
45.图6是本发明一些优选实施例中的弯钨极的摆动位置及结构示意图;
46.图7是从另一角度看本发明一些优选实施例中的弯钨极的结构示意图;
47.图8是本发明一些优选实施例中的摆动装置的结构示意图;
具体实施方式
48.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本发明的具体实施方式。
49.图2及图3示出了本发明一些优选实施例中的自动焊接设备10,其用于对待焊接间隙20进行焊接,具体地,是将待焊接间隙20内相对的两个坡口进行焊接连接。
50.如图2所示,自动焊接设备10包括行走模组1及焊接模组2,行走模组1用于带动焊接模组2沿待焊接间隙20行走,焊接模组2用于对待焊接间隙20进行焊接。
51.如图2至图5所示,焊接模组2包括基座21、沿第一方向x平行喷出保护气体以形成保护气体笼罩空间22a的气体保护装置22、设置于保护气体笼罩空间22a内的弯钨极23、用
于驱动弯钨极23摆动的摆动装置24、及送丝装置25;
52.基座21设置于行走模组1上,气体保护装置22设置于基座21上,弯钨极23用于在待焊接间隙20内的预定位置成型出熔池(图未示出),送丝装置25用于将焊丝输送至熔池内,沿第一方向x喷出的保护气体将对弯钨极23、待焊接间隙20及熔池进行气体保护。
53.可以理解地,基座21用于支撑及安装其余装置或元器件。气体保护装置22用于接引保护气体并第一方向x喷出,保护气体可以为氩气或者其他气体,具体以能够起到气体保护作用为优选,避免出现氧化反映。弯钨极23用于在通电后与需要焊接部件之间产生电弧,以便形成熔池。摆动装置24用于提供驱使弯钨极23转动的驱动力,在弯钨极23转动的过程中,弯钨极23的端部呈现的是摆动动作;弯钨极23可以被配置为部分安装于基座21上,以得到安装固定,其余部分则露置于保护气体笼罩空间22a内,得到气体保护。送丝装置25用于输送焊接用的焊丝,焊丝送入熔池中熔融,最终达到填充的目的,送丝装置25可以为相关技术中常见的焊丝送料机构;例如,送丝装置25可以包括卷绕盘、滚轮送丝件、软管及出丝头,焊丝以卷绕的方式卷绕于卷绕盘上,焊丝经过滚轮送丝件在转动过程中的夹送,使得焊丝送入至软管中,焊丝沿着软管的管壁送料至出丝头,从出丝头上的通孔穿出,然后送丝至弯钨极23的焊接方向y上,进行焊丝的熔融填充,完成焊接连接,当然,送丝装置25还可以采用相关技术中常见的各种焊丝送料机构,并不局限于本实施例中的实施方式。
54.需要说明的是,待焊接间隙20可以是两个需要焊接连接的部件互相接触后形成,也可以仅仅是由单个部件形成;
55.沿第一方向x均匀喷出的保护气体所形成的保护气体笼罩空间22a内,充斥着保护气体,在焊接开始前,保护气体笼罩空间22a形成的同时会不断地驱散空气,使得保护气体笼罩空间22a所笼罩的区域内尽可能消除空气,如此,在焊接过程中,被保护气体笼罩空间22a所笼罩的弯钨极23、待焊接间隙20及熔池均会得到气体保护。保护气体笼罩空间22a的笼罩区域为焊接作业的区域及作业区域附近的坡口等,保护熔池的同时也应保护焊接的元器件。
56.还需要说明的是,沿第一方向x喷出的保护气体可以是一股流动方向上的横截面较大的气流;也可以是多股流动方向上的横截面较小的气流,但多股气流的流动流动方向均互相平行。只要能够对预定区域进行笼罩以满足焊接作业需求即可;
57.其中,多股气流的平行喷出,可以避免彼此之间互相干扰,提高保护气体笼罩空间22a内保护气体的充盈程度,从而提高对空气的驱散效果,进而提高气体保护效果。具体地,为了达到平行喷出保护气体的目的,可以使用多根并排的气管排出保护气体,也可以使用气体分流导引作用的部件导出保护气体;当然,相关技术中其他能够达到平行导引气体喷出的结构或元器件等均可以采用。
58.如图2至图5所示,在一些实施例中,气体保护装置22包括设置于基座21上的气罩221、设置于气罩221内的气筛222、设置于气罩221上的通气口223;
59.弯钨极23穿设气罩221和气筛222,且弯钨极23的端部穿出气罩221外,通气口223用于供保护气体输入至气罩221内,气筛222用于对保护气体进行均匀分筛,以使保护气体沿第一方向x均匀喷出至气罩221外。
60.可以理解地,气罩221一方面起到保护操作人员的作用,另一方面还能在一定程度上起到避免保护气体浪费性的逸散,使得保护气体笼罩空间22a内的保护气体更加充盈饱
满,进一步提高气体保护效果。气筛222用于分散气流,保护气体在穿过气筛222的过程中将被分隔成多股气流,使得各股气流能够以互相平行的方式沿第一方向x喷出,以形成饱满的保护气体笼罩空间22a。通气口223用于与保护气体的供应装置连通,供保护气体输入。弯钨极23的端部用于深入待焊接间隙20内引出电弧并进一步成形出熔池。
61.需要说明的是,气罩221在一些实施例中可以被配置为透明罩,透明罩在起到防护作用的同时,还便于用户进行观察。气筛222的数量可以设置为多个,多个气筛222共同用于对保护气体进行分筛。
62.优选地,为了提高保护气体笼罩空间22a对空气的驱散效果,即为了提高气体保护效果,在一些实施例中,气筛222的中心位置所通过的保护气体的流速较大,越靠近气筛222边缘的保护气体的流速则越弱;如此,中心较强的保护气体可以从四周扩散,将空气从保护气体笼罩空间22a的中心驱散至外围,进一步提高气体保护效果。
63.如图5所示,在一些实施例中,弯钨极23的中心轴线与气筛222的中心轴线平行,气筛222的中心轴线与第一方向x平行。
64.可以理解地,在气筛222的中心轴线与第一方向x平行的基础上,气筛222的中心轴线即为保护气体笼罩空间22a的中心轴线,位于该直线方向上的气体保护效果较佳,因此,弯钨极23的中心轴线与气筛222的中心轴线重合,可以确保弯钨极23能够得到全方位的气体保护。
65.如图5所示,在一些实施例中,气筛222上开设有若干筛孔2221,各筛孔2221以气筛222的中心呈对称分布。
66.可以理解地,筛孔2221用于供气流穿过,多个筛孔2221的设置则可达到均匀分筛气流的目的。对称分布的筛孔2221可以提高保护气体的均匀分筛效果。需要说明的是,各个筛孔2221的孔径可以相同或不同,具体针对保护气体尚未分筛前与气筛222的相对位置,例如,针对尚未分筛的保护气体直接冲击的位置,可以将气筛222上处于该位置筛孔2221的孔径设置为较小,避免保护气体通过该位置的筛孔2221直接大量流出,保证保护气体的平均分筛效果。
67.如图5所示,在一些实施例中,气体保护装置22还包括设置于气罩221内的支撑盘224、设置于支撑盘224和气罩221的内壁面之间的密封圈225、及穿设支撑盘224设置的出气杆226;
68.支撑盘224用于支撑弯钨极23转动,密封圈225用于密封支撑盘224和气罩221之间的配合间隙;其中,出气杆226用于将导入的保护气体导引穿设至支撑板和气筛222之间。
69.可以理解地,支撑盘224用于支撑弯钨极23转动,具体地,可以在支撑盘224上设置轴承以支撑弯钨极23转动。密封圈225用于防止保护气体经由支撑盘224和气罩221之间的配合间隙流动,一方面避免输入的保护气体从配合间隙窜入,防止保护气体过于紊乱的流动至气筛222上,确保保护气体能够得到均匀的分筛,另一方面还可以避免支撑盘224和气筛222之间的保护气体回窜,使得支撑盘224和气筛222之间的保护气体只能通过气筛222分晒后才能流出,并且,还能够使支撑盘224和气筛222之间保有一定的压力,提高保护气体分筛效率。出气杆226用于贯穿支撑盘224,使得保护气体能够顺利穿过支撑盘224流动气筛222处。
70.需要说明的是,密封圈225可以为o型密封圈、唇形密封圈或异形密封圈等,只要能
够满足密封需求即可。出气杆226的数量可以设置为多个,多个出气杆226为中空结构。
71.如图4、图5及图8所示,在一些实施例中,摆动装置24包括设置于基座21上的摆动驱动件241、连接摆动驱动件241的旋转盘242、及连接旋转盘242的轴套243;
72.弯钨极23穿设轴套243,旋转盘242用于在摆动驱动件241的驱动下带动轴套243转动,以使轴套243带动弯钨极23转动,从而使弯钨极23的端部摆动。
73.可以理解地,摆动驱动件241可以被配置为电机或其他动力机构;旋转盘242位于基座21上;轴套243转动设置于基座21上。轴套243开设有供弯钨极23穿设固定的孔。
74.需要说明的是,摆动驱动件241、旋转盘242和轴套243之间的连接,可以是直接连接,也可以是通过其他中间元件进行连接,例如,可以在摆动驱动件241和旋转盘242之间增设减速机构。
75.如图8所示,在一些实施例中,摆动装置24还包括开设有腰孔2441的连杆244、设置于旋转盘242上的滑动限位件245;
76.连杆244连接轴套243,滑动限位件245穿设腰孔2441,滑动限位件245受旋转盘242的带动而转动时将于腰孔2441内滑动,滑动限位件245用于吊顶连杆244往复摆动,从而使带动弯钨极23往复摆动。
77.可以理解地,滑动限位件245随着滑动限位件245的转动所呈现的运动是圆周运动,圆周运动的滑动限位件245会在腰孔2441内滑动,通过顶持腰孔2441的孔壁,使得连杆244摆动,摆动的连杆244会带动轴套243转动,进而带动弯钨极23转动,而弯钨极23的弯曲的端部则为摆动。
78.需要说明的是,腰孔2441的宽度可以配置为与滑动限位件245的宽度相同,避免二者之间存在过大的配合间隙,从而防止轴套243在转动过程中出现晃动或转动虚位。
79.如图6所示,在一些实施例中,弯钨极23的摆动角度小于120
°
。
80.可以理解地,根据待焊接间隙20的间隙大小、坡口倾斜度及当前焊接深度等灵活选取合适的摆动角度。具体地,可以将旋转盘242的旋转运动始终限定于预定的角度内,从而调整弯钨极23的摆动角度。弯钨极23的摆动角度即为图6中所示的β角。
81.如图7所示,在一些实施例中,弯钨极23包括互相连接的直段231和弯曲段232,直段231的长度延伸方向与第一方向x平行,弯曲段232朝向焊接方向y弯曲,弯曲段232和直段231所成的夹角为钝角。
82.可以理解地,直段231用于延伸至气体保护装置22之外,并进一步深入至待焊接间隙20内,弯曲段232用于与焊接的工件因其电弧,从而产生熔池以完成焊接连接。电流通过直段231传递至弯曲段232。弯曲段232和直段231所成的夹角即为图7中所示的α角。
83.如图4及图5所示,在一些实施例中,焊接模组2还包括钨极帽26,钨极帽26用于固定弯钨极23与基座21的相对位置。
84.可以理解地,钨极帽26与基座21之间可以被配置为螺纹连接。当需要调节弯钨极23相对于气体保护装置22的凸起量时,松开钨极帽26,将弯钨极23调节至所需位置后,重新锁紧钨极帽26,即完成弯钨极23和基座21的相对位置的固定。
85.如图4及图5所示,在一些实施例中,焊接模组2还包括冷却装置27,冷却装置27包括进水管271、出水管272及冷却块273;
86.进水管271及出水管272分别设置于基座21上,弯钨极23穿设冷却块273,进水管
271用于导引冷却用液体至冷却块273,冷却用液体对冷却块273进行冷却后经由出水管272导出,冷却块273用于对弯钨极23进行冷却。
87.可以理解地,冷却装置27用于对弯钨极23进行冷却。进水管271用于供冷却用的液体导入,出水管272用于供与冷却块273进行热交换之后的液体导出,冷却块273可以被配置为呈块状或柱状等,
88.如图4及图5所示,在一些实施例中,焊接模组2还包括导电装置28,导电装置28包括设置于基座21上的导电线缆281及连接导电线缆281的导电块282;其中,导电块282用于接引导电线缆281的电流并进一步传递至弯钨极23。
89.可以理解地,导电装置28用于电流输送至弯钨极23,以使弯钨极23与需要焊接的工件之间形成电弧。导电线缆281用于传输电流,导电块282用于导通弯钨极23和导电线缆281。
90.如图2所示,在一些实施例中,行走模组1包括行走轨道11及行走机架12,行走轨道11与待焊接间隙20并排设置,行走机架12滑动设置于行走轨道11上;基座21设置于行走机架12上。
91.可以理解地,行走轨道11可以为相关技术中常见的轨道结构,可以通过齿轮及齿条的配合驱使行走机架12移动,具体地,齿轮与齿条啮合,齿条则对应设置在行走轨道11上,在行走机架12上设置电机驱动齿轮转动,转动的齿轮即会待定行走机架12沿行走轨道11移动。
92.需要说明的是,行走轨道11与待焊接间隙20并排设置,其目的在于,行走机架12带动弯钨极23移动的过程中,弯钨极23始终位于待焊接间隙20的预定深度位置,且能够避免弯钨极23与待焊接间隙20的侧壁碰撞。
93.如图2所示,在一些实施例中,自动焊接设备10还包括升降模组3,升降模组3包括设置于行走机架12上的升降驱动件31、及设置于行走机架12上的升降导轨32;
94.基座21滑动设置于升降导轨32上,升降驱动件31与基座21驱动连接,升降驱动件31用于驱动基座21沿升降导轨32滑动,以使弯钨极23朝深入或退出待焊接间隙20的方向移动。
95.可以理解地,升降模组3用于调整基座21相对焊接工件的高度,从而调整弯钨极23于焊接工件上的高度位置。升降驱动件31可以通过丝杆传动机构与基座21驱动连接,使得升降驱动件31输出的动力能够驱使基座21沿升降导轨32滑动,进而带动基座21上的弯钨极23相对焊接工件上升或下降,上升方向即为弯钨极23退出待焊接间隙20的方向,下降方向即为弯钨极23深入待焊接间隙20的方向。
96.如图2及图3所示,在一些实施例中,自动焊接设备10可用于对两根管道30进行焊接连接,两根管道30的端部相对齐抵接形成待焊接间隙20;行走轨道11环形缠绕于管道30的外侧壁上。
97.可以理解地,两根管道30的端部对齐并抵接后,两根管道30的各自的端部的边缘均具有斜角,两根管道的斜角抵接至之后即形成待焊接间隙20,对该间隙进行焊接之后,即达到将两根管道30进行连接且防止泄露的目的。
98.如图2所示,在一些实施例中,自动焊接设备10还包括控制模组(图未示出),控制模组包括控制器,控制器与升降驱动件31电连接。
99.可以理解地,控制模组用于控制对应的元器件工作。控制器可以为控制面板,还可以为具有远程遥控功能的控制元件。
100.本发明的焊接模组及自动焊接设备至少具有如下有益效果:
101.本发明的焊接模组及自动焊接设备涉及焊接技术领域,在焊接模组中,气体保护装置沿第一方向平行喷出保护气体,以平行于第一方向的方式设置弯钨极,使得沿第一方向平行喷出的气体一方面能够对弯钨极进行包覆性的气体保护,另一方面还能够对待焊接间隙及熔池进行包覆性的气体保护;
102.如此,无需设置扁枪壳来引导保护气体对弯钨极进行保护,使得弯钨极于待焊接间隙内的深入深度仅需考虑弯钨极自身的尺寸规格,提高了产品的待焊接间隙窄度适应性;再者,单通道平行输送保护气体的方式还极大地简化了产品的结构;其次,没有扁枪壳的遮挡,提高了观察便捷度。
103.以上实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据此实施,并不能限制本发明的保护范围。凡跟本发明权利要求范围所做的均等变化与修饰,均应属于本发明权利要求的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1