一种防触底无弱连接的搅拌摩擦焊接装置及方法
1.本发明涉及搅拌摩擦焊接领域,尤其涉及一种防触底无弱连接的搅拌摩擦焊接装置及方法。
背景技术:
2.搅拌摩擦焊接方法具有焊接变形小,接头质量高和绿色节能等优点,在航空航天和轨道交通等领域具有广泛的应用。但是搅拌摩擦焊接过程中,大部分的热量依靠轴肩产生,导致焊缝根部产热不足,加上搅拌针长度一般比工件厚度略小,不能完全插入工件底部,导致焊缝底部容易产生未焊合缺陷。未焊合缺陷往往成为焊接件在服役过程的应力集中处和失效的裂纹源头,严重影响了焊接接头的服役性能。
3.为了解决这一问题,人们通常对焊接工件的底部未焊合缺陷进行机械加工去除,但是该方法本质上是对焊接接头在厚度方向上的减薄,对于焊接材料严重浪费,以及生产效率较低。
4.专利《cn103894726a》公布一种背部增厚消除弱连接且适应板厚变化的搅拌摩擦焊方法,采用与焊接工件相同的材料放置在焊接工件下方,使搅拌头将工件与增厚材料焊接在一起,在焊后铣除垫板的方式消除未焊合缺陷,但是反而引入了hook缺陷降低了焊接强度,且焊缝底部完全焊透情形下存在搅拌针触底的风险。
5.专利《cn105382405a》采用在工件背部使用带有盲孔的静止轴肩支撑,将长针搅拌头倾斜穿透工件,从而消除了未焊合缺陷。但其方法采用特制的平移滑块与导轨配合,只能进行直线焊缝的焊接,难以实现曲线焊缝的连接。
6.专利《cn210548811u》在专利《cn105382405a》基础上添加了超声震动,降低了焊接载荷和提高了焊接效率并完全消除了未焊合缺陷。但是,在工件背部使用带有盲孔的静止轴肩需要与之配套的可移动支撑平台等装置,这都会严重限制搅拌摩擦焊接的使用场景,而且背部支撑装置结构较为复杂。
7.综上所述,现有搅拌摩擦焊接方法具有难于避免焊缝底部存在未焊合缺陷、焊缝底部完全焊透情形下存在搅拌针触底的风险、搅拌摩擦焊接的使用场景较为局限等问题。
技术实现要素:
8.本发明要解决的技术问题是克服现有技术的不足,提供一种防触底无弱连接的搅拌摩擦焊接装置及方法。
9.为解决上述技术问题,本发明采用以下技术方案:一种防触底无弱连接的搅拌摩擦焊接装置,包括防触垫板、搅拌针和用于装夹待焊接工件的工作台,所述防触垫板、和待焊接工件一同固定在工作台上、且防触垫板位于待焊接工件下方,所述搅拌针穿透待焊接工件的焊接线,所述防触垫板上于待焊接工件的焊接线下方开设有用于避让搅拌针穿透端的防触避让槽。
10.作为上述技术方案的进一步改进:
11.所述防触垫板包括防粘薄片,所述防粘薄片位于防触垫板的上表层,用于防止待焊接工件与防触垫板产生粘结。
12.所述防粘薄片为耐高温材料制成的薄片,厚度在0.1mm以下。
13.设置防触避让槽开槽宽度为d1,设置搅拌针穿透端的宽度为d2,所述d1大于d2。
14.设置搅拌针长度为h,待焊接工件厚度为l,所述h:l的比值大于1.00且小于或等于1.10。
15.设置防触避让槽的深度为d1,搅拌针穿透端的长度为d2,所述d1:d2的比值范围大于或等于2。
16.所述工作台包括固定台和锁紧组件,所述防触垫板和待焊接工件通过锁紧组件锁紧连接于固定台上。
17.所述固定台开设有t型槽导轨;所述锁紧组件包括锁紧压板、t型螺栓、锁紧螺母、锁紧压杆;所述t型螺栓的螺帽端埋入t型槽导轨内,且t型螺栓与固定台滑动连接;所述锁紧压板开设有通孔,所述t型螺栓的螺杆端穿过通孔且末端螺纹连接有锁紧螺母;所述通孔为长条形,使锁紧压板可以相对于t型螺栓在垂直于t型槽导轨的方向上进行一定距离的位移;所述锁紧压板末端开设有螺纹孔,螺纹连接有锁紧压杆,所述锁紧压杆的末端与固定台接触连接。
18.所述固定台和防触垫板的外形与待焊接工件外形相适配,使防触垫板上表面与带焊接工件下表面相贴合,防触垫板下表面与固定台上表面相贴合。
19.一种防触底无弱连接的搅拌摩擦焊接方法,用上述的防触底无弱连接的搅拌摩擦焊接装置进行,包括以下步骤:
20.s1:防触避让槽的加工,根据待焊接工件焊接线的形状,在防触垫板上加工防触避让槽;
21.s2:待焊接工件和防触垫板的固定,将防触垫板和待焊接工件一同固定在工作台上、并且保持待焊接工件的焊接线位于防触避让槽的正上方;
22.s3:焊接起始点、结束点和焊接下压量的确定,将搅拌针依次移动到焊接线的起始点和终点,下压到可以完全刺穿待焊接工件的底部,并且不触碰到防触垫板;
23.s4:搅拌摩擦焊接,保持上述下压量,设置焊接工艺参数,进行搅拌摩擦焊接。
24.与现有技术相比,本发明的优点在于:
25.本发明由于搅拌针穿透被焊工件底部,因此待焊接工件底部的弱连接可完全消除或挤出焊缝,实现完全消除焊缝根部未焊合缺陷,提高接头的力学性能。由于防触垫板设有防触避让槽,避免了搅拌针与底部触碰的危险。进一步本发明可根据待焊接工件焊接线的形状,在防触垫板上加工防触避让槽,极大简化了所需要的工装设备,可以适用于各种场景的搅拌摩擦焊接中;此外,本发明的锁紧组件具有较高的灵活性,可用于对不同外形的待焊接工件进行锁紧;以进一步提升本发明搅拌摩擦焊接装置的使用场景。
附图说明
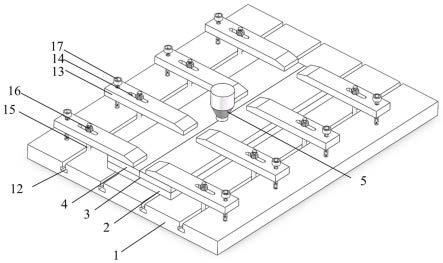
26.图1是本发明实施例1的主视结构示意图。
27.图2是本发明实施例1的结构示意剖视图。
28.图3是本发明实施例1拆解示意图。
29.图4是本发明实施例1局部放大图。
30.图5是本发明实施例1局部放大图。
31.图6是本发明实施例2的被焊合工件与防触垫板组合主视结构示意图。
32.图中各标号表示:1、工作台;11、固定台;12、t型槽导轨;13、锁紧压板;14、通孔;15、t型螺栓;16、锁紧螺母;17、锁紧压杆;2、防触垫板;21、防触避让槽;3、防粘薄片;4、待焊接工件;5、搅拌针。
具体实施方式
33.以下将结合说明书附图和具体实施例对本发明做进一步详细说明。
34.装置实施例1:
35.图1至图5示出了本发明一种防触底无弱连接的搅拌摩擦焊接装置的第一种实施例,一种防触底无弱连接的搅拌摩擦焊接装置,包括防触垫板2、搅拌针5和用于装夹待焊接工件4的工作台1,所述防触垫板2、和待焊接工件4一同固定在工作台1上、且防触垫板2位于待焊接工件4下方,所述搅拌针5穿透待焊接工件4的焊接线,所述防触垫板2上于待焊接工件4的焊接线下方开设有用于避让搅拌针5穿透端的防触避让槽21。
36.焊接时,搅拌针5在旋转主轴的带动下,快速转动开始下压。由于搅拌针5穿透待焊接工件4,所以待焊接工件4底部的弱连接可完全消除或挤出焊缝,从而实现完全消除焊缝根部未焊合缺陷,提高接头的力学性能。由于防触垫板2上设有防触避让槽21,避免了搅拌针5与底部触碰的危险。进一步本发明可根据待焊接工件焊接线的形状,在防触垫板上加工防触避让槽,极大简化了所需要的工装设备,可以适用于各种场景的搅拌摩擦焊接中。
37.本实施例中,所述防触垫板2包括防粘薄片3,所述防粘薄片3设置在防触垫板2的上表层,用于防止待焊接工件4与防触垫板2产生粘结。所述防粘薄片3为耐高温材料制成的薄片,厚度在0.1mm以下。防粘薄片3材质可为镍合金、钢铜合金等耐高温金属材料或者碳纤维薄膜等耐高温材料。在焊接工作前,可分别在防触垫板2本体与防粘薄片3上分别加工出防触避让槽21,再将防粘薄片3放置于防触垫板2本体的上表层,并使防粘薄片3与防触垫板2本体完全贴合。防粘薄片3置于待焊接工件4与防触垫板2之间,避免了焊接之后待焊接工件4与防触垫板2粘连。将防粘薄片3的厚度设置在0.1mm以下,以减少其厚度对开槽宽度误差的影响。
38.本实施例中,设置防触避让槽21开槽端的宽度为d1,设置搅拌针5穿透端的宽度为d2,所述d1大于或等于d2。具体请参阅图5,设置防触避让槽21开槽端的宽度大于搅拌针5穿透端的宽度,以减少搅拌针5触底的风险,优选防触避让槽21的开槽形状为圆弧形或椭圆形,以提高开槽效率。
39.本实施例中设置搅拌针5长度为h,待焊接工件4厚度为l,所述h:l的比值大于1.00且小于或等于1.10。通过以上设置,避免了搅拌针5长度过短,可能无法将底部弱连接完全挤出焊缝;或者搅拌针5长度过长可能使焊缝减薄材料过多,甚至有搅拌针5触底的风险。
40.本实施例中设置防触避让槽21的深度为d1,搅拌针5穿透端的长度为d2,所述d1:d2的比值范围为大于等于2。具体请参阅图2与图4,通过上述设置以保证搅拌针5不会在焊接过程中触碰背部垫板。
41.本实施例中,所述工作台1包括固定台11和锁紧组件,所述防触垫板2和待焊接工
件4依次放置在固定台11上并通过所述锁紧组件形成锁紧连接。所述固定台11开设有t型槽导轨12;所述锁紧组件包括锁紧压板13、t型螺栓15、锁紧螺母16、锁紧压杆17;所述锁紧压板13为长条状,于较长对称轴上开设有通孔14;所述锁紧压板13为长条状,于较长边对称轴上开设有通孔14;所述t型螺栓15包括螺帽端与螺杆端,所述螺帽端卡接于t型槽导轨12内,使t型螺栓15与固定台11形成滑动连接;所述t型螺栓15的螺杆端穿过锁紧压板13的通孔14,尾端螺纹连接有锁紧螺母16;所述通孔14为长条形,使锁紧压板13可以相对于t型螺栓15在垂直于t型槽导轨12的方向上进行一定距离的位移;所述锁紧压板13末端开设有螺纹孔,螺纹连接有锁紧压杆17,所述锁紧压杆17的末端与固定台11接触连接。所述锁紧压板13末端开设有螺纹孔,螺纹连接有锁紧压杆17。具体请参阅图1,所述通孔14为长条形孔,使锁紧压板13可以在通孔的限制范围内,相对于t型螺栓15进行一定方向的位移,以增加锁紧组件的适用性。在锁紧组件中,通过锁紧螺母16给予锁紧压板13一个方向向下的压力,以压紧待焊接工件4。锁紧压杆17设置在锁紧压板13的末端,有辅助固定锁紧压板13的作用,增强了锁紧组件的稳定性。
42.在进行搅拌摩擦焊接前需将防触垫板2与待焊接工件4依次叠放,锁紧固定在工作台1上。将防触垫板2与待焊接工件4按上述要求放置于固定板中央,于待焊接工件4焊接缝的左右两侧设有一定数量的锁紧压板13,通过调节锁紧螺母16与锁紧压杆17来设置锁紧压板13的水平高度,以将防触垫板2与待焊接工件4锁紧固定于固定板上。通孔14长条形状的设置,相对于t型螺栓15在垂直于t型槽导轨12的方向上进行一定距离的位移;以便调节锁紧压板13压紧部的长短,结合t型槽导轨12的设置,使该夹紧组件结构也能固定焊接线曲线形状较为复杂的待焊接工件4,结构简单且可使用场景较为广泛。
43.本实施例中,所述固定台11和防触垫板2的外形与待焊接工件4外形相适配,使防触垫板2上表面与待焊接工件4下表面相贴合,防触垫板2下表面与固定台11上表面相贴合。具体请参阅图1至图3,待焊接工件4为平板形,固定台11和防触垫板2为与待焊接工件4外形相适配的平板形,使防触垫板2上表面与待焊接工件4下表面相贴合,防触垫板2下表面与固定台11上表面相贴合。
44.因为本发明的锁紧组件具有较高的灵活性与适用性,所以可夹紧的待焊接工件4不限于平板形工件,通过加工出与待焊接工件4外形相适配的防触垫板2与固定台11,使本装置也可应用于加工如环形,曲面形等多种形状的待焊接工件4。
45.装置实施例2:
46.图6示出了本发明一种防触底无弱连接的搅拌摩擦焊接装置的第二种实施例,该搅拌摩擦焊接装置与实施例1基本相同,区别在于:所述待焊接工件4为环形,所以固定台11与防触垫板2为与待焊接工件4外形相适配的环形。
47.在焊接过程中,工作台1以圆心轴为转轴沿一固定方向顺时针或逆时针旋转,搅拌针5沿着焊接线在左右方向上移动,直至完成搅拌摩擦焊接。
48.方法实施例:
49.一种防触底无弱连接的搅拌摩擦焊接方法,应用如装置实施例1所述的一种防触底无弱连接的搅拌摩擦焊接装置,包括如下步骤:
50.s1:防触避让槽21的加工,根据待焊接工件4焊接线的形状,在防触垫板2上加工防触避让槽21;所述防触垫板2包括防触垫板本体与防粘薄片3;
51.s2:待焊接工件4和防触垫板2的固定,将防触垫板2和待焊接工件4一同固定在工作台1上、且防粘薄片3位于防触垫板本体之上及待焊接工件4下方,并且保持待焊接工件4的焊接线位于防触避让槽21的正上方;
52.s3:焊接起始点、结束点和焊接下压量的确定,将搅拌针5依次移动到焊接线的起始点和终点,下压到可以完全刺穿待焊接工件4的底部,并且不触碰到防触垫板2;
53.以待焊接工件4厚度为6mm;搅拌针5长度为5.8mm、搅拌针5底部直径为3mm,并附加一个直径2mm深度0.2mm的圆台进行举例。优选防触避让槽21直径3mm深度0.3mm,优选将搅拌针5下压到6.1mm,以保证搅拌针5可以完全刺穿被焊工件底部而且不触碰到防触垫板2;
54.s4:搅拌摩擦焊接,保持上述下压量,设置焊接工艺参数,进行搅拌摩擦焊接。
55.虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1