一种长嘴真空水壶的制造方法与流程
1.本发明属于日用器皿技术领域,尤其涉及一种长嘴真空水壶的制造方法。
背景技术:
2.目前,现有技术中的长嘴壶,其壶身一般是单层不锈钢壶身与长壶嘴焊接,而单层壶身,保温效果差,为提高保温效果,壶身需要设计成双层壶身或双层真空壶身,并需要解决长壶嘴与双层壶身的连接问题。
3.申请号为202020082694.9的专利文件中公开一种壶身下部出水的长嘴不锈钢双层真空水壶,并公开了其制造过程如下:首先,把出水钢管安装在内胆身侧壁设置的安装孔上焊接密封,再把内胆身与内胆底焊接密封,形成完整的内胆;其次,将带有出水钢管的内胆从下向上装入外胆身内,使出水钢管的另一端与外胆身侧壁上设置的安装孔对正后焊接密封,之后再将外胆身与内胆的口部以及外胆底焊接,使外胆与内胆之间完全密封,形成封闭腔室并抽真空处理,形成双层不锈钢真空壶身。这种结构,壶嘴及出水口处的焊接次数较多,生产效率低,而且焊接多可能会导致合格率降低;生产过程中,外胆安装孔还需要与出水钢管进行对正后焊接,进一步使效率降低,且焊接的位置都是内胆或外胆侧壁表面上进行焊接,由于侧壁表面有弧度,焊接难度大;长嘴和出水钢管之间设置密封圈并铆接连接,在铆接过程中可能导致密封圈损坏,而铆接的位置又在内胆里面且是壶内下方,位置较深,操作困难,不够合理。
技术实现要素:
4.本发明的目的是提供一种长嘴真空水壶的制造方法,加工效率高,焊接质量好,生产出的产品结构更加简单合理。
5.为实现上述目的,本发明采用如下技术方案。
6.一种长嘴真空水壶的制造方法,包括如下步骤:步骤1:在内胆上由内向外挤压成型凸台;步骤2:将内胆套入外壳后,两者通过上端口部焊接连接;步骤3:从内胆的凸台上由内向外冲压,使凸台形成内胆出水口和向外延伸的内胆连接部,外壳的侧壁上对应一同形成外壳出水口和外凸的外壳连接部,且内胆连接部的端部和外壳连接部结合后形成连通水壶内外的出水部,出水部凸出于壶身形成外端部;步骤4:将过渡圈插入外端部并通过焊接连接;步骤5:将内胆和外壳之间的间隙层抽成真空;步骤6:将壶嘴插入过渡圈并摆正后,将壶嘴与过渡圈焊接连接,完成加工。
7.作为优选,步骤2中内胆上的凸台与外壳的内壁抵接。
8.作为优选,过渡圈中空并设有左端和右端,左端和右端之间设有台阶,右端插入外端部并靠台阶限位通过焊接连接;壶嘴插入左端并通过焊接连接。
9.与现有技术相比本发明的有益效果是:采用上述技术方案,由于在内胆凸台处连
同外壳一起冲压形成出水部,可以使内胆连接部在冲压后即与外壳连接部结合,不需要对正,生产效率更高;内胆出水口处也不需要焊接,减少了焊接次数,提高生产效率的同时也提升了合格率;而且壶嘴是通过过渡圈焊接固定在向外突出的外端部上,而不是与壶身侧壁焊接,不管是焊接定位还是焊接操作都更加简单,进一步提升了生产效率、焊接质量、和焊接合格率。过渡圈还可以使壶嘴与壶身之间的焊接处更加美观,焊接更加牢固。
附图说明
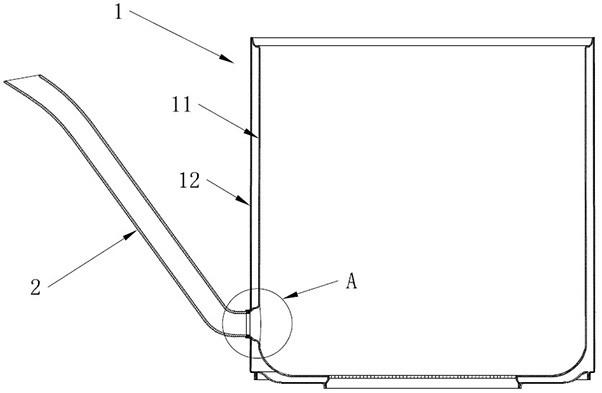
10.图1是由本发明制造的成品及步骤6的剖视结构示意图。
11.图2是图1中a处的放大图。
12.图3是步骤1的示意图。
13.图4是步骤2的示意图。
14.图5是步骤3的示意图及其b处的放大图。
15.图6是步骤4的示意图及其c处的放大图。
具体实施方式
16.为了使本发明的技术方案更加清晰,以下结合附图1至6,对本发明进行详细说明。应当理解的是,本说明书中描述的具体实施方式仅仅是为了解释本发明,并不是为了限定本发明的保护范围。
17.本发明保护一种长嘴真空水壶的制造方法,包括如下步骤:步骤1:如图3所示,在内胆11上由内向外挤压成型凸台110;步骤2:如图4所示,将内胆11套入外壳12后,两者通过上端口部焊接连接;步骤3:如图5所示,从内胆11的凸台110上由内向外冲压,使凸台110形成内胆出水口和向外延伸的内胆连接部111,外壳12的侧壁上对应一同形成外壳出水口和外凸的外壳连接部121,且内胆连接部111的端部和外壳连接部121结合后形成连通水壶内外的出水部10,出水部10凸出于壶身1形成外端部101;步骤4:如图6所示,将过渡圈3插入外端部101并通过焊接连接;步骤5:将内胆11和外壳12之间的间隙层抽成真空;步骤6:如图1所示,将壶嘴2插入过渡圈3摆正后,将壶嘴2与过渡圈3焊接连接,完成加工。
18.作为优选,步骤2中内胆11上的凸台110与外壳12的内壁抵接,更加易于下一步的冲压成型。
19.作为优选,过渡圈3中间的台阶将其分为左端和右端,左端的内径大于右端的内径,右端插入外端部101并靠台阶限位,内胆连接部111、外壳连接部121与过渡圈3一同焊接连接;壶嘴2的进水端插入左端并焊接使壶嘴2固定连接在过渡圈3上。当然也可以是左端的内径小于右端的内径,右端套在外端部101外侧并靠台阶限位通过焊接连接,壶嘴2的进水端套在左端并通过焊接连接。
技术特征:
1.一种长嘴真空水壶的制造方法,包括如下步骤:步骤1:在内胆(11)上由内向外挤压成型凸台(110);步骤2:将内胆(11)套入外壳(12)后,两者通过上端口部焊接连接;步骤3:从内胆(11)的凸台(110)上由内向外冲压,使凸台(110)形成内胆出水口和向外延伸的内胆连接部(111),外壳(12)的侧壁上对应一同形成外壳出水口和外凸的外壳连接部(121),且内胆连接部(111)的端部和外壳连接部(121)结合后形成连通水壶内外的出水部(10),出水部(10)凸出于壶身(1)形成外端部(101);步骤4:将过渡圈(3)插入外端部(101)并通过焊接连接;步骤5:将内胆(11)和外壳(12)之间的间隙层抽成真空;步骤6:将壶嘴(2)插入过渡圈(3)并摆正后,将壶嘴(2)与过渡圈(3)焊接连接,完成加工。2.根据权利要求1所述的长嘴真空水壶的制造方法,其特征在于:步骤2中内胆(11)上的凸台(110)与外壳(12)的内壁抵接。3.根据权利要求2所述的长嘴真空水壶的制造方法,其特征在于:过渡圈(3)中空并设有左端和右端,左端和右端之间设有台阶,右端插入外端部(101)并靠台阶限位通过焊接连接;壶嘴(2)插入左端并通过焊接连接。
技术总结
本发明公开了一种长嘴真空水壶的制造方法,包括如下步骤:步骤1:在内胆上由内向外挤压成型凸台;步骤2:将内胆套入外壳后,两者通过上端口部焊接连接;步骤3:从内胆的凸台上由内向外冲压,使凸台形成内胆出水口和向外延伸的内胆连接部,外壳的侧壁上对应一同形成外壳出水口和外凸的外壳连接部,且内胆连接部的端部和外壳连接部结合后形成连通水壶内外的出水部,出水部凸出于壶身形成外端部;步骤4:将过渡圈插入外端部并通过焊接连接;步骤5:将内胆和外壳之间的间隙层抽成真空;步骤6:将壶嘴插入过渡圈并摆正后,将壶嘴与过渡圈焊接连接,完成加工;该长嘴真空水壶的制造方法,加工效率高,焊接质量好,生产出的产品结构更加简单合理。单合理。单合理。
技术研发人员:刘军键 汪宝林 李洋 吴心瑞
受保护的技术使用者:杭州哈尔斯实业有限公司
技术研发日:2022.11.07
技术公布日:2023/3/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1