一种大幅度调节加工范围镗排的制作方法
本发明涉及机械设计制造,具体为一种大幅度调节加工范围镗排。
背景技术:
1、船用柴油机气缸体是柴油机上的重要部件,是由铸造成型的生铁件,其体型大,结构复杂,加工部位繁多。其中作为重要工作部位的缸套孔和格兰孔,其粗加工工序便是镗孔。
2、由于船用柴油机机型众多,各个机型气缸体的缸套孔和格兰孔尺寸也各不相同,其中主要机型的孔径从四百多毫米到一米不等,跨度较大。现有的定型镗排调节范围太小,刀夹延伸仅单边35mm左右,要实现加工能力覆盖,需配备多种规格的定型镗排,大大增加了采购成本,而且部分机型的气缸体缸套孔内设置了集渣圈,单边加工余量能达到60mm,通常一种规格的定型镗排无法完成镗削工作,需要中途更换镗排,增加了操作难度,频繁的更换刀具,也造成了作业效率低下,而且配备部分尺寸规格使用频率少的镗排,更是一种资源浪费。
技术实现思路
1、针对现有技术的不足,本发明提供了一种大幅度调节加工范围镗排,解决了上述背景技术中提出的问题。
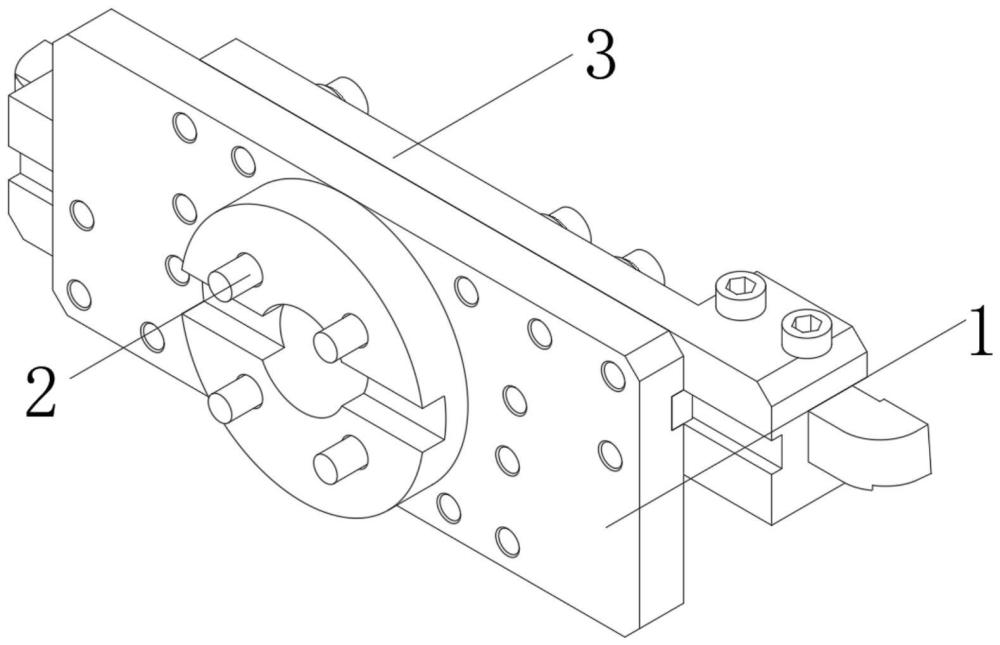
2、为实现以上目的,本发明通过以下技术方案予以实现:一种大幅度调节加工范围镗排,包括镗排本体,所述镗排本体的前面安装有后刀夹,所述镗排本体的前面安装有位于后刀夹下方的前刀夹,所述镗排本体和后刀夹与前刀夹之间安装有限位块,所述后刀夹的前面活动套装有第一镗刀,所述前刀夹的前面活动套装有第二镗刀,所述后刀夹和前刀夹的外侧活动套装有压刀螺栓,所述后刀夹和前刀夹的内腔活动套装有第二紧固螺栓,所述第二紧固螺栓的外侧活动套装有弹簧垫片,所述第二紧固螺栓的外部活动套装有平垫片。
3、可选的,所述镗排本体的内腔活动套装有安装螺栓,所述安装螺栓的后端向后延伸至镗排本体的后方。
4、可选的,所述镗排本体工作面左上角和右下角分别开设有限位槽,所述限位块的内腔活动套装有第一紧固螺栓。
5、可选的,所述后刀夹和前刀夹的后面开设有限位槽,所述限位块活动套装在镗排本体和后刀夹与前刀夹外侧的限位槽内。
6、可选的,所述后刀夹的顶面与前刀夹的底面分别与镗排本体的上下面位于同一水平面,所述镗排本体的左右面开设有灵位刻度线,所述后刀夹和前刀夹的上下面开设有刻度。
7、可选的,后刀夹右面和前刀夹的左面开设有装刀槽,所述第一镗刀和第二镗刀通过压刀螺栓固定夹持在装刀槽的内腔,所述第一镗刀和第二镗刀的外侧向外延伸至后刀夹和前刀夹的外部。
8、本发明提供了一种大幅度调节加工范围镗排,具备以下有益效果:
9、1、该大幅度调节加工范围镗排,通过镗排本体尺寸大小适中,前、后刀夹可通过限位槽和腰形孔的相互配合,实现了刀夹位置的大幅移动,可自由调整出不同尺寸规格的切削半径,免去了每种机型配备一种专用镗排的情况,而且前后刀夹的装刀槽设计轴向高度差,通过调节刀夹的切削半径,实现一前一后双刀镗削,且本装置操作难度角度,有效提升了作业效率。
技术特征:
1.一种大幅度调节加工范围镗排,包括镗排本体(1),其特征在于:所述镗排本体(1)的前面安装有后刀夹(3),所述镗排本体(1)的前面安装有位于后刀夹(3)下方的前刀夹(4),所述镗排本体(1)和后刀夹(3)与前刀夹(4)之间安装有限位块(5),所述后刀夹(3)的前面活动套装有第一镗刀(6),所述前刀夹(4)的前面活动套装有第二镗刀(7),所述后刀夹(3)和前刀夹(4)的外侧活动套装有压刀螺栓(8),所述后刀夹(3)和前刀夹(4)的内腔活动套装有第二紧固螺栓(10),所述第二紧固螺栓(10)的外侧活动套装有弹簧垫片(11),所述第二紧固螺栓(10)的外部活动套装有平垫片(12)。
2.根据权利要求1所述的一种大幅度调节加工范围镗排,其特征在于:所述镗排本体(1)的内腔活动套装有安装螺栓(2),所述安装螺栓(2)的后端向后延伸至镗排本体(1)的后方。
3.根据权利要求1所述的一种大幅度调节加工范围镗排,其特征在于:所述镗排本体(1)工作面左上角和右下角分别开设有限位槽,所述限位块(5)的内腔活动套装有第一紧固螺栓(9)。
4.根据权利要求1所述的一种大幅度调节加工范围镗排,其特征在于:所述后刀夹(3)和前刀夹(4)的后面开设有限位槽,所述限位块(5)活动套装在镗排本体(1)和后刀夹(3)与前刀夹(4)外侧的限位槽内。
5.根据权利要求1所述的一种大幅度调节加工范围镗排,其特征在于:所述后刀夹(3)的顶面与前刀夹(4)的底面分别与镗排本体(1)的上下面位于同一水平面,所述镗排本体(1)的左右面开设有灵位刻度线,所述后刀夹(3)和前刀夹(4)的上下面开设有刻度。
6.根据权利要求1所述的一种大幅度调节加工范围镗排,其特征在于:后刀夹(3)右面和前刀夹(4)的左面开设有装刀槽,所述第一镗刀(6)和第二镗刀(7)通过压刀螺栓(8)固定夹持在装刀槽的内腔,所述第一镗刀(6)和第二镗刀(7)的外侧向外延伸至后刀夹(3)和前刀夹(4)的外部。
技术总结
本发明公开了一种大幅度调节加工范围镗排,涉及机械设计制造技术领域,具体为一种大幅度调节加工范围镗排,包括镗排本体,所述镗排本体的前面安装有后刀夹,所述镗排本体的前面安装有位于后刀夹下方的前刀夹,所述镗排本体和后刀夹与前刀夹之间安装有限位块,所述后刀夹的前面活动套装有第一镗刀。通过镗排本体尺寸大小适中,前、后刀夹可通过限位槽和腰形孔的相互配合,实现了刀夹位置的大幅移动,可自由调整出不同尺寸规格的切削半径,免去了每种机型配备一种专用镗排的情况,而且前后刀夹的装刀槽设计轴向高度差,通过调节刀夹的切削半径,实现一前一后双刀镗削,且本装置操作难度角度,有效提升了作业效率。
技术研发人员:高楠,费恒,刘文芹,张嶙捷
受保护的技术使用者:中船海洋动力部件有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!