一种超大直径拼焊框环壁厚补偿加工方法与流程
1.本发明属于弱刚性零件机械加工技术领域,尤其是涉及一种超大直径拼焊框环壁厚补偿加工方法。
背景技术:
2.7.5米超大型框环类零件,用于和多个组件焊接连接,其间接位置的形位公差以及壁厚均有着较高的技术要求。该零件存在以下加工难点:1)整环为型材拼焊而成,纵缝焊接精度直接影响整环的加工。2)大直径拼焊环件整环状态受型材成型和焊影响型面轮廓变形大,为保证机械加工中的加工稳定其装夹难度大。3)为保证后续整环的焊接质量对焊缝处的壁厚及形位公差提出了极高的要求。由于产品直径大,结构刚性极差,尺寸要求高。加工过程中环件纵缝焊接前后均需对零件进行曲面壁厚的加工。传统的车削工艺仅能进行柱面和端面平面的加工。由于零件内表面为型材非机加面,型材的成型精度以及焊接后整环的变形状态均是该环件曲面壁厚加工的难点。目前在中国航天制造领域尚无同规格直径的焊接整环零件的加工案例。
技术实现要素:
3.有鉴于此,本发明旨在提出一种超大直径拼焊框环壁厚补偿加工方法,以解决该类零件整环焊接成型后装夹困难,结构刚性差,壁厚及形位公差要求精度高的问题。
4.为达到上述目的,本发明的技术方案是这样实现的:
5.一种超大直径拼焊框环壁厚补偿加工方法,包括如下步骤:
6.s1、合理布置三处焊接端,并制定加工顺序;
7.s2、使用装夹工装增加零件的整体刚性;
8.s3、针对步骤s1中的三处焊接位置需采用不同的加工方法。
9.进一步的,所述步骤s1的具体方法为:
10.s11、加工下端焊接区;
11.s12、加工中部焊接台阶;
12.s13、加工上端50mm范围焊接区;
13.s14、加工上端弧面区域;
14.s15、加工上端端面;
15.s16、加工下端端面。
16.进一步的,所述装夹工装包括底座1和调节机构,底座为碗状结构,底座上方的周向均布若干调节机构。
17.进一步的,所述调节机构包括上端面压紧部、下端面支撑部、胎面内撑螺钉、胎面内拉螺钉、中部压紧板、支撑框架和垫板,支撑框架包括依次垂直连接的底板、立板和顶板,且顶板的长度小于底板的长度,底板、立板和顶板的侧面均固定连接至筋板;立板上均布若干用于安装胎面内撑螺钉和胎面内拉螺钉的螺孔,胎面内撑螺钉、胎面内拉螺钉交错设置;
胎面内拉螺钉;25-中部压紧板;26-支撑框架;261-底板;262-立板;263-顶板;264-筋板;27-垫板;b-待加工产品。
具体实施方式
38.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
39.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
40.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
41.下面将参考附图并结合实施例来详细说明本发明。
42.一种超大直径拼焊框环壁厚补偿加工方法,包括如下步骤:
43.s1、合理布置三处焊接端,并制定加工顺序;
44.具体方法为:
45.s11、加工下端焊接区,下端焊接区去除量最小,对零件加工变形影响最小,因此作为最先加工的位置。
46.s12、加工中部焊接台阶,台阶加工完成后可作为产品新的装夹点使用进一步增强装夹稳定性;
47.s13、加工上端50mm范围焊接区,此处应采用分区域加工的方式在产品刚度最好的情况下,先将焊接区加工至设计要求尺寸,即优先保证了关键尺寸,又增强了加工时产品的刚度。
48.s14、加工上端弧面区域,此处主要控制与已加工的过渡光顺,避免出现台阶产生应力集中点。
49.s15、加工上端端面,加工过程中压板应按照加工顺序逐次拆卸避免一次全部拆除后端面出现较大的变形。
50.s16、加工下端端面,采用局部加工轮换支撑的方式加工下端平面,保证端面平面度。由于大直径型材框刚性差,通过合理布置三处焊接端在整个制造过程中加工的顺序,最大程度的保证加工过程中零件的刚性及加工稳定性,保证加工精度。
51.s2、使用装夹工装增加零件的整体刚性;
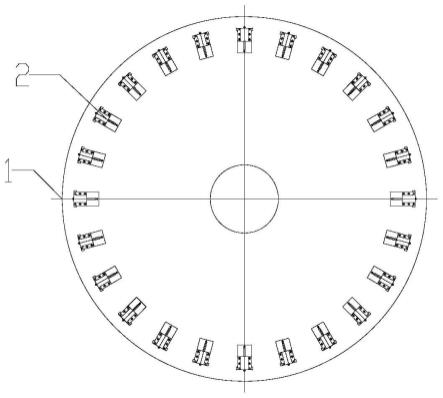
52.如图1至图5所示,装夹工装包括底座1和调节机构2,底座1为碗状结构,底座1上方
的周向均布若干调节机构2。优选的,每个调节机构2均通过螺栓与底座1固定连接。
53.调节机构2包括上端面压紧部21、下端面支撑部22、胎面内撑螺钉23、胎面内拉螺钉24、中部压紧板25、支撑框架26和垫板27,支撑框架26包括依次垂直(螺钉)连接的底板261、立板262和顶板263,且顶板263的长度小于底板261的长度,底板261、立板262和顶板263的侧面均固定连接至筋板264;立板261上均布若干用于安装胎面内撑螺钉23和胎面内拉螺钉24的螺孔,胎面内撑螺钉23、胎面内拉螺钉24交错设置;立板261外侧与垫板27固定连接,中部压紧板25和下端面支撑部22均位于垫板27外侧,且下方均通过螺栓连接至底座1,顶板263上方固定安装上端面压紧部21,待加工产品b位于中部压紧板25和垫板27之间,下端面支撑部22上方,上端面压紧部21下方。
54.具体方法为:
55.s21、由于焊接成型后零件圆度较差,零件内圆存在大小径。小径远远小于理论值,零件往往无法直接安装到常规的固定式内形待加工产品b,因此待加工产品b设计了变径机构,将待加工产品b套接在所有垫板27的外面,待加工产品b的胎面与内拉螺钉24接触,待加工产品b放平至支撑面后,旋转胎面内撑螺钉24,使其靠近并支撑待加工产品b的胎面,最终使得待加工产品b撑圆。
56.s22、待加工产品b的下端面与下端面支撑部22接触,由于下端面支撑部22与底座1为螺栓连接,因此可以自由调节上下高度,为待加工产品b装胎提供端面基准,同时在加工下端面时可实现分段加工,加工后调节下端面支撑机部22可继续对已加工面进行支撑。
57.s23、加工完下端和中部焊接区后,可通过增加中部压紧压板25压紧待加工产品b外侧,进一步增加待加工产品b的稳定性,提高上部焊接区的加工精度。
58.由于整环直径大刚性弱在自由状态就容易发生变形,为保证装夹状态零件加工过程的稳定就需要设计一套合理的装夹工装,在整个加工过程中增强零件的整体刚性,最大限度的限制零件出现较大的变形,保证加工精度。
59.s3、针对步骤s1中的三处焊接位置需采用三种不同的加工方法;
60.具体方法为:
61.s31、下端焊接端采用结合外形曲面变形情况+剩余壁厚的数值进行加工
62.s32、中部焊接端采用结合外形曲面变形情况进行加工
63.s33、上部焊接端采用结合外形曲面变形情况+内外形理论曲面+剩余壁的数值进行加工。受产品结构和焊接指标要求,为应对产品变形带来尺寸精度控制困难,三处焊接位置需采用三种不同的加工策略。
64.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1