一种基于电磁力的冲扩一体化小孔制造装置及方法
1.本发明属于小孔制造技术领域,具体涉及一种基于电磁力的冲扩一体化小孔制造装置及方法。
背景技术:
2.在工件上开设小孔时,包含冲孔和扩孔工序,冲孔的主要作用是在工件上开出小孔,而开出一次冲孔的小孔不能达到设计要求,就需要对小孔进行扩孔。然而现有的小孔制造过程中,每一道工序都需要一套设备,非常占空间,不利于工业生产布置;同时冲孔、扩孔分别实现,易在工件上产生热影响区,难以保证工件表面质量。
技术实现要素:
3.本发明在于提供一种基于电磁力的冲扩一体化小孔制造装置及方法,在驱动装置驱动下,冲头向下运动,实现冲孔和扩孔;通过冲孔冲头连接扩孔冲头,使得在完成冲孔工艺后无需拆卸,能够继续完成扩孔工艺,缩短工艺流程,使得冲扩一体化,提高了生产效率。
4.一种基于电磁力的冲扩一体化小孔制造装置,包括:
5.供能装置;
6.驱动装置,其包括放电线圈、驱动线圈和驱动头;所述放电线圈连接所述供能装置;所述驱动线圈置于所述驱动头上;所述放电线圈与所述驱动线圈相对布置;
7.冲头,其包括冲孔冲头、扩孔冲头、冲头底座;所述扩孔冲头一端连接所述冲孔冲头,另一端连接所述冲头底座;所述冲头底座可拆卸连接所述驱动头;
8.垫板,其置于水平面上;所述垫板包括第一垫块和第二垫块,所述第一垫块与所述第二垫块一体化设置、且第一垫块与第二垫块间形成间隙;
9.工件,其两端分别置于所述第一垫块、所述第二垫块上。
10.采用这样的结构,在驱动装置驱动下,冲头向下运动,实现冲孔和扩孔;通过冲孔冲头连接扩孔冲头,使得在完成冲孔工艺后无需拆卸,能够继续完成扩孔工艺,缩短工艺流程,使得冲扩一体化,提高了生产效率;同时利用第一垫块和第二垫块上基准面实现对工件的准确定位。
11.进一步的,所述驱动装置还包括线圈架,其用于固定所述放电线圈的位置。
12.进一步的,所述冲孔冲头与所述扩孔冲头一体化设置;所述冲孔冲头呈圆柱体;所述扩孔冲头由第一圆台、第二圆台、连接圆柱体组成,所述第一圆台下底面、所述第二圆台下底面、所述连接圆柱体底面等径,所述第一圆台上底面与所述冲头底座远离所述驱动头的一端端面等径,所述第二圆台上底面与所述冲孔冲头底面等径;所述连接圆柱体底面直径大于所述冲孔冲头底面直径。
13.通过不等径的冲孔冲头和扩孔冲头,使得在冲孔工艺完成后,无需任何操作,即可能够实现初孔的扩大,进而形成与扩孔冲头等径的终孔。
14.进一步的,所述间隙位于所述冲头正下方,且所述间隙宽度大于所述连接圆柱体
底面直径。
15.通过设置宽度大于扩孔冲头底面直径的间隙、且间隙正好位于冲头正下方,使得冲头向下运动过程中除工件自身阻力外,不受垫板等其他物件的阻力影响,降低打孔难度。
16.进一步的,所述冲头底座螺纹连接驱动头。
17.通过螺纹连接冲头和驱动头,不仅能够减少加工冲头所需材料,同时便于在冲头磨损后进行更换。
18.进一步的,所述冲孔冲头远离所述扩孔冲头的一端开设凹槽。
19.通过开设凹槽,减少冲孔冲头与工件接触面积,增大单位面积的冲击力,同时利用凹槽外围的刃口与工件接触,实现板材冲孔。
20.进一步的,所述供能装置包括电容器,用于充电和放电。
21.一种基于电磁力的冲扩一体化小孔制造方法,包括如下步骤:
22.s1:将垫板置于水平面上、且其第一垫块和第二垫块间形成间隙;将工件两端分别置于第一垫块、第二垫块上;
23.s2:将冲头置于放电线圈与工件之间,驱动装置的驱动线圈位于放电线圈的正下方,冲头位于工件上方、且位于第一垫块和第二垫块形成的间隙正上方;放电线圈与供能装置电连接;
24.s3:闭合供能装置的放电开关,供能装置开始放电,供能装置产生的电流进入放电线圈,并与驱动线圈配合产生脉冲磁场,在脉冲磁场力作用下,冲头向下运动冲击工件,在工件上形成与冲孔冲头等径的初孔,完成冲孔工艺;
25.s4:供能装置继续放电,冲头继续向下运动冲击工件,将已打出的初孔扩大为与扩孔冲头的连接圆柱体底面等径的终孔,完成扩孔工艺。
26.利用电磁力的瞬时轴向冲击载荷,显著提高工件的加工效率和精度;相较于传统机械加工,无热影响区,工件表面质量也得到提升,工件应力集中的现象也得到改善;同时避免了采用冲孔和扩孔两组模具而导致的试验调校复杂和效率低下的问题,在保证试验效率的同时,能够精准地完成工件的冲孔和扩孔;此外将冲孔和扩孔两道工序合并成一道工序,能够减少每道工序使用设备数量,节省空间,便于现场工业生产布置。
27.本发明的有益效果为:
28.本发明利用电磁力的瞬时轴向冲击载荷,显著提高工件的加工效率和精度;相较于传统机械加工,无热影响区,工件表面质量也得到提升,工件应力集中的现象也得到改善;同时避免了采用冲孔和扩孔两组模具而导致的试验调校复杂和效率低下的问题,在保证试验效率的同时,能够精准地完成工件的冲孔和扩孔;此外将冲孔和扩孔两道工序合并成一道工序,能够减少每道工序使用设备数量,节省空间,便于现场工业生产布置;采用电磁脉冲进行施载,其施载效率高、速度快。而且采用电磁储能装置便于控制,加工方便,对工人的技术要求较低,能够显著提高生产的效率;采用螺纹连接冲头和驱动头,不仅减少了加工冲头所需材料,同时便于在冲头磨损后进行更换。
附图说明
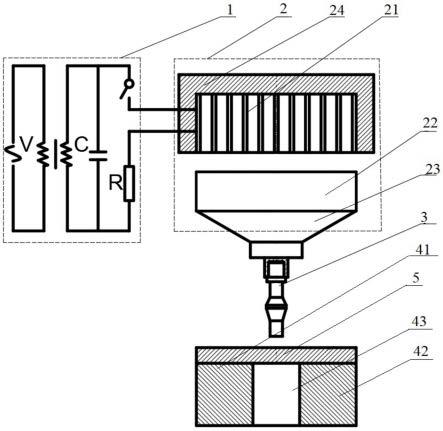
29.图1为本发明的结构示意图;
30.图2为冲头的结构示意图;
31.图3为本发明的流程图;
32.图4(a)为本发明中冲孔前冲头位置示意图;
33.图4(b)为本发明中冲孔中冲头位置示意图;
34.图4(c)为本发明中扩孔中冲头位置示意图;
35.图4(d)为本发明中扩孔后冲头位置示意图。
36.附图标记:
37.1、供能装置;
38.2、驱动装置;21、放电线圈;22、驱动线圈;23、驱动头;24、线圈架;
39.3、冲头;31、冲孔冲头;311、凹槽;32、扩孔冲头;321、第一圆台;322、连接圆柱体;323、第二圆台;33、冲头底座;
40.41、第一垫块;42、第二垫块;43、间隙;
41.5、工件。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.需要说明的是,下述实施方案中所述实验方法,如无特殊说明,均为常规方法,所述试剂和材料,如无特殊说明,均可从商业途径获得;在本发明的描述中,术语“横向”、“纵向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
44.此外,术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
45.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
46.图1所示的是一种基于电磁力的冲扩一体化小孔制造装置,包括供能装置1、驱动装置2、冲头3、垫板和工件5,在驱动装置2驱动下,冲头3向下运动,实现冲孔和扩孔,其通过冲孔冲头31连接扩孔冲头32,使得在完成冲孔工艺后无需拆卸,能够继续完成扩孔工艺,缩短工艺流程,使得冲扩一体化,提高了生产效率。
47.具体来说,供能装置1,其包括电容器,用于充电和放电。
48.具体来说,驱动装置2,其用于驱动冲头3向下运动;驱动装置2包括:
49.放电线圈21,其连接供能装置1;
50.驱动线圈22,其置于驱动头23上,且与放电线圈21相对布置;
51.驱动头23,其底部连接冲头3;
52.线圈架24,其用于固定放电线圈21的位置。
53.具体来说,如图2所示,冲头3,其包括:
54.冲孔冲头31,其远离扩孔冲头32的一端开设凹槽311,通过开设凹槽,减少冲孔冲头与工件接触面积,增大单位面积的冲击力,同时利用凹槽外围的刃口与工件接触,实现板材冲孔;
55.其中,冲孔冲头31呈圆柱体;
56.扩孔冲头32,其与冲孔冲头31一体化设置,另一端连接冲头底座33;
57.其中,扩孔冲头32是由第一圆台321、第二圆台323、连接圆柱体322组成,第一圆台321下底面、第二圆台323下底面、连接圆柱体322底面等径,第一圆台321上底面与冲头底座33远离驱动头23的一端端面等径,第二圆台323上底面与冲孔冲头31底面等径;连接圆柱体322底面直径大于冲孔冲头31底面直径。
58.冲头底座33,其一端可拆卸连接驱动头23,另一端连接扩孔冲头32;
59.在本实施例中,冲头底座33螺纹连接驱动头23;通过螺纹连接冲头3和驱动头23,不仅能够减少加工冲头3所需材料,同时便于在冲头3磨损后进行更换。
60.采用这样的结构,通过冲孔冲头31连接扩孔冲头32,使得在完成冲孔工艺后无需拆卸,能够继续完成扩孔工艺,缩短工艺流程,使得冲扩一体化,提高了生产效率;通过不等径的冲孔冲头31和扩孔冲头32,使得在冲孔工艺完成后,无需任何操作,即可能够实现初孔的扩大,进而形成与扩孔冲头32的连接圆柱体322等径的终孔。
61.具体来说,垫板,其置于水平面上;垫板包括第一垫块41和第二垫块42,第一垫块41与第二垫块42一体化设置、且第一垫块41与第二垫块42间形成间隙43,间隙43位于冲头3正下方,且间隙43宽度大于连接圆柱体322底面直径;通过设置宽度大于扩孔冲头32的连接圆柱体322底面直径的间隙43、且间隙43正好位于冲头3正下方,使得冲头3向下运动过程中除工件5自身阻力外,不受垫板等其他物件的阻力影响,降低打孔难度。
62.具体来说,工件5,其两端分别置于第一垫块41、第二垫块42上。
63.图3所示的是一种基于电磁力的冲扩一体化小孔制造方法,利用电磁力的瞬时轴向冲击载荷,显著提高工件5的加工效率和精度;相较于传统机械加工,无热影响区,工件5表面质量也得到提升,工件5应力集中的现象也得到改善;同时避免了采用冲孔和扩孔两组模具而导致的试验调校复杂和效率低下的问题,在保证试验效率的同时,能够精准地完成工件5的冲孔和扩孔;此外将冲孔和扩孔两道工序合并成一道工序,能够减少每道工序使用设备数量,节省空间,便于现场工业生产布置;具体包括如下步骤:
64.s1:将垫板置于水平面上、且其第一垫块41和第二垫块42间形成间隙43;将工件5两端分别置于第一垫块41、第二垫块42上;
65.s2:将冲头3置于放电线圈21与工件5之间,驱动装置2的驱动线圈22位于放电线圈21的正下方,冲头3位于工件5上方、且位于第一垫块41和第二垫块42形成的间隙43正上方;放电线圈21与供能装置1电连接;
66.s3:闭合供能装置1的放电开关,供能装置1开始放电,供能装置1产生的电流进入放电线圈21,并与驱动线圈22配合产生脉冲磁场,在脉冲磁场力作用下,冲头3向下运动冲
击工件5,在工件5上形成与冲孔冲头31等径的初孔,完成冲孔工艺;
67.s4:供能装置1继续放电,冲头3继续向下运动冲击工件5,将已打出的初孔扩大为与扩孔冲头32的连接圆柱体322底面等径的终孔,完成扩孔工艺。
68.图4(a)、4(b)、4(c)、4(d)所示的分别是冲孔前、冲孔中、扩孔中、扩孔后冲头3位置示意图。
69.显然,上述实施例仅仅是清楚地说明所作的实施例,而非对实施方式的限定。对于所述领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1