用于超精密加工对刀的夹具、在位测量系统及测量方法与流程
1.本发明涉及精密加工技术领域,具体涉及用于超精密加工对刀的夹具、在位测量系统及测量方法。
背景技术:
2.超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要求获得极高的表面质量。正是在这样的市场需求下,超精密加工技术得到了迅速的发展,各种工艺、新方法不断涌现。在超精密切削时,为了更好的选择起点,需要将刀尖对准工件在高度方向上的中心。通过观测预期切削实验所留下的工件表面形状与大小,判断刀具相对于中心高的位置。这也是目前应用最为广泛的方法。
3.为了进行刀具高度方向位置判断,就需要每一次预切削之后,将工件取下进行测量,过程较为繁琐,多次重新装夹会增加了人为操作的误差,进一步影响高度方向的对心。
技术实现要素:
4.本发明的目的在于提供用于超精密加工对刀的夹具,将该夹具用于固定在位测量系统,能够对在位测量系统的位置进行调节,以实现对装夹工件切削后的对心测量,以解决现有需要拆卸工件,操作繁琐的问题。
5.此外,本发明还提供包括上述夹具的在位测量系统及测量方法。
6.本发明通过下述技术方案实现:
7.用于超精密加工对刀的夹具,包括固定座,所述固定座上设置有滑轨,所述滑轨上设置有滑块,所述滑块上设置有第一卡块,还包括与第一卡块可拆卸式连接的第二卡块,所述第一卡块和第二卡块的内壁上分别设置有第一卡槽和第二卡槽;所述固定座上在滑块的上方设置有用于驱动滑块移动的调节机构。
8.本发明所述第一卡块和第二卡块的内壁具体是指第一卡块和第二卡块连接是相对的一侧。
9.在使用时,所述滑轨垂直于地面设置,即可通过操作调节机构使滑块在滑轨上在竖直方向位移,所述第一卡块和第二卡块用于夹持安装在位测量系统,通过滑块的位移能够实现在位测量系统在竖直方向上的微调,在使用时,所述夹具需要安装在机床上,因此,可通过调节机床的x、y和z轴对在位测量系统的x、y和z三个方向进行粗调,可实现工件安装在机床上进行对心测量。
10.因此,将本发明所述夹具用于固定在位测量系统,能够对在位测量系统的位置进行调节,以实现对装夹工件切削后的对心测量,以解决现有需要拆卸工件,操作繁琐的问题。
11.进一步地,调节机构包括调节旋钮和伸缩杆,所述伸缩杆一端与调节旋钮连接,另
一端与滑块的顶部相配合,所述调节旋钮用于驱动伸缩杆伸出和缩进,所述调节旋钮上设置有用于显示伸出长度的刻度,所述滑轨内设置有用于实现滑块回位的弹性件。
12.上述结构的旋钮式的调节机构不仅具有较高的调节精度,且能够显示调节长度。
13.进一步地,调节机构还包括安装座,所述调节旋钮安装在安装座上,所述安装座与固定座连接,所述安装座上还设置有显示屏,所述显示屏用于显示伸缩杆的伸出长度。
14.进一步地,弹性件为弹簧,所述弹簧与滑块的顶部连接,另一端与滑块的顶部连接,当滑块位于初始位置时,所述弹簧处于自然长度,伸缩杆的下端与滑块的顶部接触但不挤压,此时,刻度为零;当顺时针旋转调节旋钮时,伸缩杆向下移动,挤压滑块并且使得滑块下移,此时弹簧处于拉伸状态,直到调节至合适位置后停止旋转,刻度读数为伸缩杆的伸出长度,当测试完成后,逆时针旋转调节旋钮,使伸缩杆回到原位,刻度归零,滑块在弹簧的回复力作用下回到初始位置。
15.进一步地,固定座为l型板,所述滑轨安装在l型板的竖直段上,所述固定座的水平段用于与机床可拆卸式连接,所述在l型板的竖直段顶部设置有水平固定板,所述调节机构安装在水平固定板上。
16.进一步地,l型板的竖直段和水平段之间设置有加强块。
17.进一步地,滑轨通过连接块与l型板的竖直段可拆卸式连接,所述连接块与l型板的竖直段可采用螺栓连接。
18.一种在位测量系统,包括夹具,还包括测试系统,所述测试系统包括光源装置、显微镜头、放大镜和相机;
19.所述显微镜头安装在第一卡槽和第二卡槽之间,所述光源装置安装在显微镜头上靠近工件的一端外壁,所述显微镜头远离工件的一端依次连接有放大镜和相机。
20.使用时将在位测量系统安装在被测工件的正对面,对被测工件进行图像采集,通过传输设备,将所采集的图像数据实时传输给工控机,保证采集图像完整地记录下来。
21.本发明所述在位测量测试系统,可以在不用来回拆卸工件的前提下,便捷测量表面形状和大小,进而为快速对刀提供有效帮助。
22.进一步地,光源装置的采用环形光,所述环形光置于显微镜头投影光的外侧,所述相机采用偏正相机。
23.由于工件视野小,要求精度高,反光很严重,本发明选用的偏振相机加一套显微镜头。
24.优选的,考虑到综合相机工作环境等因素,采用坚固耐用、图像质量佳的网线接口的500万像素分辨率cmos相机,mako g-508b pol工业相机采用cmos(sony imx250mzr)感光芯片,在全分辨率下提供23.7fps的帧率。
25.光源装置包括外壳,光源置于外壳内,所述外壳上设置有环形通槽,通过环形通槽形成环形光源,所述光源的强度可调节,所述光源优选采用柔性光。
26.基于在位测量系统的测量方法,包括以下步骤:
27.s1、将显微镜头、放大镜和相机组装形成测试系统,采用测标定件对测试系统进行标定;
28.s2、将标定后的测试系统安装在夹具中,然后将固定座安装在机床工作台上;
29.s3、通过机床粗调测试系统在x、y、z三个方向的位置,通过肉眼观察保证被测工件
出现在镜头中,通过细调节进行对焦,直到成像效果清晰;
30.s4、调节曝光亮度,使得成像效果对比度更加清楚,对中心凸起部分进行测量。
31.本发明与现有技术相比,具有如下的优点和有益效果:
32.1、本发明在满足测量需求的前提下,提高了测量效率并可以避免多次装夹产生的人为误差。
33.2、本发明实现了不用拆卸工件就可以完成刀具刀尖点的对心工作,在位测量有效的提升了测量效率。
附图说明
34.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本技术的一部分,并不构成对本发明实施例的限定。在附图中:
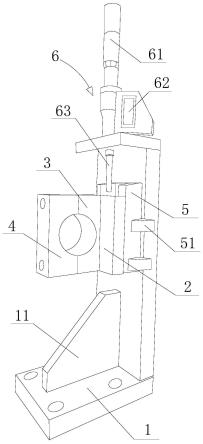
35.图1为本发明夹具的结构示意图;
36.图2为本发明测量系统的结构示意图;
37.图3为本发明实施例的测试实验结果图;
38.图4为白光干涉仪测量结果图。
39.附图中标记及对应的零部件名称:
40.1-固定座,2-滑块,3-第一卡块,4-第二卡块,5-滑轨,6-调节机构,7-光源装置,8-显微镜头,9-放大镜,10-相机,11-加强块,51-连接块,61-调节旋钮,62-显示屏,63-伸缩杆,71-卡紧件。
具体实施方式
41.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
42.实施例1:
43.如图1-图2所示,用于超精密加工对刀的夹具,包括固定座1、调节机构6,所述固定座1为l型板,所述l型板的竖直段上安装有滑轨5,所述固定座1的水平段用于与机床可拆卸式连接,可采用螺栓连接,所述在l型板的竖直段顶部设置有水平固定板,所述调节机构6安装在水平固定板上,所述滑轨5上设置有滑块2,所述滑块2上设置有第一卡块3,还包括与第一卡块3可拆卸式连接的第二卡块4,所述第一卡块3和第二卡块4的内壁上分别设置有第一卡槽和第二卡槽,所述第一卡槽和第二卡槽为与显微镜头8相配合的弧形槽;所述第一卡块3与第二卡块4之间可通过螺栓连接;所述调节机构6包括调节旋钮61和伸缩杆63,所述伸缩杆63一端与调节旋钮61连接,另一端与滑块2的顶部相配合,所述调节旋钮61用于驱动伸缩杆63伸出和缩进,所述调节旋钮61上设置有用于显示伸出长度的刻度,所述滑轨5内设置有用于实现滑块2回位的弹性件。
44.在本实施例中,所述调节机构6还包括安装座,所述调节旋钮61安装在安装座上,所述安装座与固定座1连接,所述安装座上还设置有显示屏62,所述显示屏用于显示伸缩杆63的伸出长度。
45.在本实施例中,所述弹性件为弹簧,所述弹簧与滑块2的顶部连接,另一端与滑块2
的顶部连接,当滑块2位于初始位置时,所述弹簧处于自然长度,伸缩杆63的下端与滑块2的顶部接触但不挤压,此时,刻度为零,显示屏62显示为零;当顺时针旋转调节旋钮61时,伸缩杆63向下移动,挤压滑块2并且使得滑块2下移,此时弹簧处于拉伸状态,直到调节至合适位置后停止旋转,刻度读数或显示屏62的读数为伸缩杆63的伸出长度,当测试完成后,逆时针旋转调节旋钮61,使伸缩杆63回到原位,刻度归零,滑块2在弹簧的回复力作用下回到初始位置。
46.实施例2:
47.如图1-图2所示,所述l型板的竖直段和水平段之间设置有加强块11;所述滑轨5通过连接块51与l型板的竖直段通过螺栓连接。
48.实施例3:
49.如图1-图2所示,一种在位测量系统,,包括如实施例1或实施例2所述夹具,还包括测试系统,所述测试系统包括光源装置7、显微镜头8、放大镜9和相机10;
50.所述显微镜头8安装在第一卡槽和第二卡槽之间,所述光源装置7安装在显微镜头8上靠近工件的一端外壁,所述显微镜头8远离工件的一端依次连接有放大镜9和相机10。
51.在本实施例中,光源装置7包括外壳,光源置于外壳内,所述外壳通过卡紧件71与显微镜头8可拆卸式连接,所述外壳上设置有环形通槽,通过环形通槽形成环形光源,即所述光源装置7的采用环形光,所述环形光置于显微镜头8投影光的外侧,所述光源的强度可调节,所述光源优选采用柔性光。
52.在本实施例中,所述相机10采用偏正相机,优选采用坚固耐用、图像质量佳的网线接口的500万像素分辨率cmos相机,mako g-508b pol工业相机采用cmos(sony imx250mzr感光芯片,在全分辨率下提供23.7fps的帧率。
53.基于本实施例所述在位测量系统的测量方法,包括以下步骤:
54.s1、将显微镜头8、放大镜9和相机10组装形成测试系统,采用测标定件对测试系统进行标定;
55.s2、将标定后的测试系统安装在夹具中,即通过第一卡块3和第二卡块4夹紧显微镜头8,此时,显微镜头8与第一卡槽和第二卡槽的内壁接触,然后将固定座1安装在机床工作台上,此时,整个测试系统置于待测工件的正对面;
56.s3、通过机床粗调测试系统在x、y、z三个方向的位置,通过肉眼观察保证被测工件出现在镜头中,通过细调节进行对焦,直到成像效果清晰;
57.s4、调节曝光亮度,使得成像效果对比度更加清楚,对中心凸起部分进行测量,可以较为清楚地看到中心斑块大小,通过测量可以量取其直径大小,测试结果如图3所示。
58.将同样的待测工件放在白光干涉仪下进行测量,与本发明建立的测试系统结果进行对比,白光干涉仪测试结果如图4所示。白光干涉仪的测试结果为10.4μm,测试系统测试结果为11μm,实验证明了此发明方案的准确性。
59.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1