一种阀门自动组装生产线的制作方法
1.本发明涉及阀门组装技术领域,特别涉及一种阀门自动组装生产线。
背景技术:
2.在进行阀门生产组装的时候,通常需要用到自动组装生产线,进而使阀门可以快速自动装配,而阀门自动组装生产线中通常需要用到电磁开关装配机来将电磁开关组装在阀门上方。
3.阀门自动组装生产线的电磁开关装配机在使用的时候,控制阀体或电磁开关移动的过程中,容易出现掉落,容易导致阀体或电磁开关表面受损或出现划痕,缺少辅助保护阀体或电磁开关的结构,缺少限制阀体或电磁开关掉落滚动的结构,在夹持阀体组装的时候,缺少利用放置下压力量自动固定阀体的结构,无法在固定的同时提高对阀体的支撑效果。
技术实现要素:
4.有鉴于此,本发明提供一种阀门自动组装生产线,以解决阀门自动组装生产线的电磁开关装配机在使用的时候,在夹持阀体组装的时候,缺少利用放置下压力量自动固定阀体的结构的问题。
5.本发明提供了一种阀门自动组装生产线,具体包括:plc控制器,plc控制器与传送设备电性连接,plc控制器与阀座装配机、阀芯装配机、传动组件装配机、合阀装配机、电磁开关装配机、后盖装配机电性连接,阀座装配机、阀芯装配机、传动组件装配机、合阀装配机、电磁开关装配机、后盖装配机分别安装在传送设备的两侧,所述电磁开关装配机的底部设有移动轮,电磁开关装配机的顶端安装有均匀排列的顶板,顶板为橡胶材质,顶板的顶端设有接触件,接触件为t形结构,接触件的内部夹角位置为倾斜状结构,接触件为橡胶材质;辅助件,所述辅助件为矩形结构,辅助件的内部安装有驱动电机,驱动电机的侧边设有驱动轮,驱动电机与plc控制器电性连接,辅助件安装在电磁开关装配机的上方,辅助件通过旋转轴安装有驱动带,驱动带的顶端安装有移动板,移动板的顶端两侧分别通过一个连接板安装有一个顶杆,顶杆为t形结构,顶杆的顶端设有凹槽,凹槽的内部安装有接触杆,接触杆为t形结构,接触杆为橡胶材质,接触杆的侧边中间位置设有固定槽,固定槽的两侧为倾斜状结构;辅助板,所述辅助板为矩形结构,辅助板为橡胶材质,辅助板的底部两侧分别设有一个受力板,每个受力板的外侧设有两个推动头,推动头为矩形结构,推动头的外端为楔形结构。
6.可选的,所述电磁开关装配机的顶端两侧分别设有均匀排列的插槽,插槽的中间位置为圆柱形结构,插槽的两侧为矩形结构,电磁开关装配机的顶端侧边设有驱动臂,驱动臂与plc控制器电性连接;所述电磁开关装配机的顶端侧边设有装配组件,装配组件与plc控制器电性连接,顶板为矩形结构,每个顶板的两端底部分别设有一个插件,插件的中间位置为圆柱形结构,插件的两侧为矩形结构,插件插入在插槽的内部;每个所述顶板的内部设有均匀排列的内腔,内腔为矩形结构,每个内腔的内部设有四个弧形板,每两个弧形板对称
设置,弧形板为橡胶材质,每个接触件的顶端设有一个顶槽,顶槽的底部为弧形结构。
7.可选的,所述旋转轴为圆柱形结构,旋转轴的外部套装有驱动带,驱动带的底部与驱动电机的驱动轮接触;所述电磁开关装配机的顶端中间位置设有内板,内板为矩形结构,移动板为u形板状结构,移动板的两侧分别设有两个通槽,通槽为矩形结构;所述移动板的顶端边角位置分别设有一个控制头,控制头的顶端为楔形结构,连接板为l形板状结构,连接板的顶端为橡胶材质。
8.可选的,所述辅助板的内部设有内槽,内槽为矩形结构,内槽的底部为弧形结构,受力板为l形板状结构,两个受力板分别处于移动板的两侧;每个所述受力板的内部设有两个导向槽,导向槽为矩形结构,每个导向槽的内部插入有一个外件,外件为直角三角形框架结构,外件的底部插入在通槽的内部;每两个所述外件之间上方设有一个压杆,压杆为圆柱形结构,每个外件的顶端内侧设有一个接触头,接触头为橡胶材质,接触头为矩形结构。
9.有益效果
10.1、通过设置顶板以及接触件,使本装置在使用的时候,驱动臂夹持阀体或电磁开关移动装配的时候,在移动过程中,若是产生掉落,可以直接与顶板接触,由于顶板为橡胶材质,且内部开设有内腔,使物体落下之后,可以缓冲冲击力,避免产生较大的碰撞,同时可以与物体表面柔性接触,避免阀体或电磁开关表面出现损坏或划痕,提高保护效果,同时顶板的顶端设有接触件,使阀体或电磁开关落下之后,可以与接触件的侧边接触,使接触件可以限制阀体或电磁开关的滚动,避免滚落;
11.2、通过设置推动头,使本装置在使用的时候,驱动臂夹持阀体,控制阀体放入到辅助板上方之后,可以带动阀体一起向下移动,使辅助板拉动受力板以及推动头一起向下移动,由于推动头的外端为楔形结构,使其与控制头的顶端接触之后,由于接触面为倾斜状结构,使推动头可以横向位移,进而推动辅助板弯曲,使外件可以横向移动,使辅助板可以弯曲夹持阀体的底部,同时外件带动接触头向内部移动,进而辅助固定阀体,使本装置可以利用下压效果自动固定阀体;
12.3、通过设置顶杆以及接触杆,使本装置在使用的时候,外件移动的同时,可以通过压杆推动顶杆,使顶杆通过连接板的顶端进行弯曲,进而带动接触杆与阀体的侧边接触,使阀体嵌入在固定槽的内部,由于接触杆为橡胶材质,使其可以与阀体外部防滑接触,提高固定支撑效果,使阀体可以稳固支撑固定使用。
附图说明
13.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
14.下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
15.在附图中:
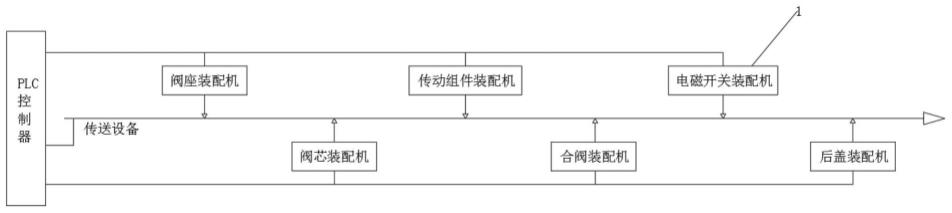
16.图1是本发明的实施例的组装生产线的组成部件示意图。
17.图2是本发明的实施例的组装生产线的电磁开关装配机立体结构示意图。
18.图3是本发明的实施例的组装生产线的电磁开关装配机分解立体结构示意图。
19.图4是本发明的实施例的组装生产线的辅助件组合立体结构示意图。
20.图5是本发明的实施例的组装生产线的辅助件组合仰视结构示意图。
21.图6是本发明的实施例的组装生产线的电磁开关装配机局部分解结构示意图。
22.图7是本发明的实施例的组装生产线的辅助件分解立体结构示意图。
23.图8是本发明的实施例的组装生产线的辅助板分解立体结构示意图。
24.附图标记列表
25.1、电磁开关装配机;101、插槽;102、驱动臂;103、装配组件;104、顶板;105、插件;106、内腔;107、接触件;108、顶槽;
26.2、辅助件;201、旋转轴;202、内板;203、驱动带;204、移动板;205、控制头;206、连接板;207、顶杆;208、接触杆;
27.3、辅助板;301、内槽;302、受力板;303、推动头;304、导向槽;305、外件;306、压杆;307、接触头。
具体实施方式
28.为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
29.实施例:请参考图1至图8所示:
30.本发明提供一种阀门自动组装生产线,包括plc控制器,plc控制器与传送设备电性连接,plc控制器与阀座装配机、阀芯装配机、传动组件装配机、合阀装配机、电磁开关装配机1、后盖装配机电性连接,使plc控制器可以自动控制多个机器自动组装阀门,阀座装配机、阀芯装配机、传动组件装配机、合阀装配机、电磁开关装配机1、后盖装配机分别安装在传送设备的两侧,使多个设备可以对传送设备上方的阀门零件进行组装,电磁开关装配机1的底部设有移动轮,电磁开关装配机1可以自由移动,电磁开关装配机1的顶端安装有均匀排列的顶板104,顶板104为橡胶材质,用来与掉落的阀体或电磁开关柔性接触,进而保护阀体或电磁开关,避免阀体或电磁开关出现损坏以及划痕,顶板104的顶端设有接触件107,接触件107为t形结构,接触件107的内部夹角位置为倾斜状结构,接触件107为橡胶材质,用来与阀体或电磁开关的侧边接触,避免阀体或电磁开关过度滚动掉落;辅助件2,辅助件2为矩形结构,辅助件2的内部安装有驱动电机,驱动电机的侧边设有驱动轮,驱动电机与plc控制器电性连接,使驱动电机可以被电控运转,进而便捷控制驱动带203移动,进而便捷调节移动板204的位置,辅助件2安装在电磁开关装配机1的上方,辅助件2通过旋转轴201安装有驱动带203,驱动带203的顶端安装有移动板204,移动板204的顶端两侧分别通过一个连接板206安装有一个顶杆207,顶杆207为t形结构,顶杆207的顶端设有凹槽,凹槽的内部安装有接触杆208,使接触杆208可以在凹槽的内部变形,进而自动契合阀体侧边,接触杆208为t形结构,接触杆208为橡胶材质,接触杆208的侧边中间位置设有固定槽,固定槽的两侧为倾斜状结构,使阀体可以与其内部接触,进而辅助夹持阀体,提高支撑以及固定效果;辅助板3,辅助板3为矩形结构,辅助板3为橡胶材质,用来与阀体的底部防滑接触,提高固定效果,辅助板3的底部两侧分别设有一个受力板302,每个受力板302的外侧设有两个推动头303,推动头303为矩形结构,推动头303的外端为楔形结构,用来与控制头205的顶端接触,使推动头303受力之后,可以带动受力板302以及辅助板3横向位移。
31.参考图6,电磁开关装配机1的顶端两侧分别设有均匀排列的插槽101,插槽101的
中间位置为圆柱形结构,插槽101的两侧为矩形结构,用来使插件105插入,使顶板104可以自由拼接安装使用,电磁开关装配机1的顶端侧边设有驱动臂102,驱动臂102与plc控制器电性连接,使plc控制器可以控制驱动臂102夹持阀体或电磁开关进行组装;电磁开关装配机1的顶端侧边设有装配组件103,装配组件103与plc控制器电性连接,使装配组件103可以被控制使用,顶板104为矩形结构,每个顶板104的两端底部分别设有一个插件105,插件105的中间位置为圆柱形结构,插件105的两侧为矩形结构,插件105插入在插槽101的内部,用来带动顶板104一起安装使用;每个顶板104的内部设有均匀排列的内腔106,内腔106为矩形结构,每个内腔106的内部设有四个弧形板,每两个弧形板对称设置,弧形板为橡胶材质,可以提高顶板104的柔性,进而提高抗冲击效果,每个接触件107的顶端设有一个顶槽108,顶槽108的底部为弧形结构。
32.参考图7,旋转轴201为圆柱形结构,旋转轴201的外部套装有驱动带203,可以支撑驱动带203旋转移动,驱动带203的底部与驱动电机的驱动轮接触,可以被驱动运转;电磁开关装配机1的顶端中间位置设有内板202,内板202为矩形结构,可以辅助支撑移动板204,移动板204为u形板状结构,移动板204的两侧分别设有两个通槽,通槽为矩形结构,用来使外件305的底部在其内部导向位移;移动板204的顶端边角位置分别设有一个控制头205,控制头205的顶端为楔形结构,用来与推动头303的外端接触,使推动头303可以受力横向位移,连接板206为l形板状结构,连接板206的顶端为橡胶材质,在连接顶杆207之后,使顶杆207可以自由倾斜复位。
33.参考图8,辅助板3的内部设有内槽301,内槽301为矩形结构,内槽301的底部为弧形结构,可以提高辅助板3的柔性,使辅助板3可以自由变形固定阀体底部,受力板302为l形板状结构,两个受力板302分别处于移动板204的两侧,可以跟随辅助板3一起向下移动;每个受力板302的内部设有两个导向槽304,导向槽304为矩形结构,每个导向槽304的内部插入有一个外件305,外件305为直角三角形框架结构,使受力板302可以被支撑上下移动,外件305的底部插入在通槽的内部;每两个外件305之间上方设有一个压杆306,压杆306为圆柱形结构,使外件305横向位移之后,可以使压杆306推动顶杆207弯曲,使接触杆208可以与阀体接触,进而支撑阀体,每个外件305的顶端内侧设有一个接触头307,接触头307为橡胶材质,接触头307为矩形结构,可以与阀体辅助接触固定。
34.本实施例的具体使用方式与作用:本发明中,当需要使用本装置的时候,可以先打开plc控制器,使plc控制器可以控制生产线的各个设备运转,然后使阀座装配机将阀座进行装配,然后将装配完毕的阀座放入到传送设备上,使传送设备带动阀座移动,然后阀芯装配机控制阀芯装入到阀座的内部,然后再将装配完毕的阀座放入到传送设备上驱动,然后传送组件装配机控制阀座安装传动组件,然后将安装有传动组件的阀座放入到传送设备上方继续驱动,然后合阀装配机控制阀座合阀,进而形成阀体,然后将阀体放入到传送设备上向下传递,然后移动到电磁开关装配机1位置,然后驱动臂102夹持阀体移动到辅助件2的上方,然后夹持阀体与辅助板3接触,然后控制阀体向下移动下压,在压动之后,可以使辅助板3向下移动,使辅助板3带动受力板302向下移动,使外件305的内端在导向槽304的内部移动,使推动头303与控制头205的顶端接触,使受力板302横向位移,使辅助板3可以弯曲,进而初步固定阀体底部,然后外件305带动接触头307与阀体侧边辅助接触固定,在外件305横向移动之后,可以带动压杆306一起移动,使压杆306推动顶杆207倾斜弯曲,使接触杆208通
过固定槽与阀体的侧边接触,使阀体可以被稳固固定,同时被稳固支撑,然后驱动臂102夹持电磁开关移动,在驱动臂102夹持电磁开关以及阀体移动的过程中,若是掉落之后,可以与顶板104接触,使顶板104可以缓冲冲击力,避免阀体或电磁开关表面受损以及出现划痕,同时在掉落之后,可以与接触件107接触,使接触件107可以避免阀体以及电磁开关滚落,避免掉落,然后装配组件103控制电磁开关与阀体组装,组装完毕之后,驱动臂102可以控制组装完毕的阀体重新放置在传送设备上方,使其可以被驱动位移,然后后盖装配机控制后盖装配在阀体上方,然后重新放置在传送设备上方,使装配完成的电磁阀门可以被传送,进而便捷完成对电磁阀门的装配组装。
35.以上所述仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发明的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1