多升液管大尺寸电池包托盘的成形设备及其工艺的制作方法
1.本发明涉及电池包托盘生产技术领域,具体为多升液管大尺寸电池包托盘的成形设备及其工艺。
背景技术:
2.锂电池电池包一般指的是组合电池,主要指锂电池组的加工组装,是将电芯,电池保护板,电池连接片,标签纸等通过电池包工艺组合加工成客户需要的产品。电池包在现在主要集中在锂电池包厂,都拥有自己的包结构设计,电子设计和生产车间,能根据客户的需求进行自主的开发设计,通过电池方案,电池规格书,电池样品达到客户的锂电池定制需求确认后,再让车间的生产线进行生产加工,品质检验合格后出货。
3.多升液管大尺寸电池包在组装式生产时需要用到托盘作为电池板底座,以此方便电池包的后续使用和保护,而现有托盘成型主要采用基板一体式铸造成型,然后在其上焊接所需的边块结构,目前车间焊接普遍采用全自动智能机器人焊接,但由于需要对焊接的边块进行压固,机器人大多情况下只能单点焊接,焊接效率有待提高,而且机器人焊接成本高、所需计算量大、故障率高和精确度难以保证都是现存的问题,目前在托盘加工阶段仍缺少一种低成本且高效率焊接托盘的设备。
技术实现要素:
4.本发明旨在解决现有技术或相关技术中存在的技术问题之一。
5.为此,本发明所采用的技术方案为:多升液管大尺寸电池包托盘的成形设备,包括:机体组件、焊接组件和上料组件;其中,所述机体组件包括加工台、设置于所述加工台上的输送带一、固定于所述加工台上的安装板和安装于所述加工台上的控制器;所述焊接组件设置于所述安装板上,所述焊接组件包括安装于所述安装板上的液压杆一、固定于所述液压杆一驱动端的安装架、活动卡装于所述安装架内的活动板、插装于所述活动板两端的竖板、固定于所述竖板上的电动推杆一、设置于所述电动推杆一与所述活动板之间的固定架、铰接于所述竖板底部的焊枪、铰接连接在所述焊枪与竖板之间的电动推杆二、连接于所述焊枪上的输料管、连接在所述输料管端部且安装在所述安装板上的焊膏箱、安装于所述安装架侧端的伺服电机、固定于所述伺服电机驱动端的螺杆和设置于所述固定架之间与所述螺杆螺纹连接的连接板;所述上料组件包括安装于所述加工台底面中部的液压杆二、固定于所述液压杆二驱动端的转动器、安装于所述转动器上的载台、固定于所述安装架底部侧边的压固板、开设于所述压固板底部的压固槽和安装于所述安装板且位于所述压固板侧的输送带二;所述输送带一上输送的托盘底板在移动到所述活动板的下方后停止,所述液压杆二驱动载台将托盘顶起,托盘侧板经压固槽输送至托盘上,并沿着所述压固槽持续运动,到达焊接位置后,所述液压杆一驱动压固板下压托盘侧板,配合可移动调节的焊枪对托盘和托盘侧板之间的接触边进行焊接。
6.本发明在一较佳示例中可以进一步配置为:所述输送带二的一端固定有安装在所述安装板上的电动伸缩架。
7.本发明在一较佳示例中可以进一步配置为:所述输送带一采用双带输送设备,所述输送带一的中部留有供所述载台升起的间隙,且托盘的两边搭设在所述输送带一上。
8.本发明在一较佳示例中可以进一步配置为:所述安装架上设有两组电动推杆一与焊枪,且单组所述焊枪包括有位于所述安装架两侧的两个焊枪。
9.本发明在一较佳示例中可以进一步配置为:所述竖板的底部开设有供所述焊枪调节的铰接槽。
10.本发明在一较佳示例中可以进一步配置为:所述压固槽位于所述输送带二一侧的开口处设有导向口。
11.本发明在一较佳示例中可以进一步配置为:所述压固板设置于所述安装架的内侧边上。
12.本发明在一较佳示例中可以进一步配置为:所述成形设备具有以下生产工艺:启动设备,将托盘放置到输送带一上,同时将待焊接的侧板放到输送带二上,当托盘移动到安装架的下放后停止运动,此时液压杆二驱动载台穿过输送带一的中部将托盘顶起,使托盘与输送带二平齐,此时输送带二上的侧板在压固槽的限位下移动至托盘上,液压杆一再驱动安装架上的压固板下压,将侧板压固在托盘上;开始焊接,电动推杆一驱动竖板向下移动,电动推杆二驱动焊枪的端部调节其出料端,使焊枪的出料端位于托盘和侧板的连接处,此时伺服电机驱动螺杆转动,在连接板和固定架的连接下带动活动板移动,同时焊膏箱通过输料管向焊枪内输出焊膏,焊膏通过焊枪排出进行焊接,直至焊枪移动到安装架的中部,一次焊接完成后,液压杆一驱动压固板升起,转动器驱动载台转动,使得托盘调整焊接边,输送带二再将对应的侧板输送至托盘的未焊接侧上,重复焊接,直至推盘四边全部焊接完成即可。
13.本发明的上述技术方案具有如下有益的技术效果:1.本发明通过焊接组件,可以对托盘与侧板之间进行同向多侧的同步焊接,大大提高了托盘成型效率,并且焊接定位便于调节,相比较现有机器人来说,作业量更小,更加简单,失误率和故障率更低。
14.2.本发明通过上料组件,可以将待焊接的侧板按需输送到托盘上的焊接位置,进而实现对托盘进行换边焊接,做到连续焊接,提高焊接效率。
附图说明
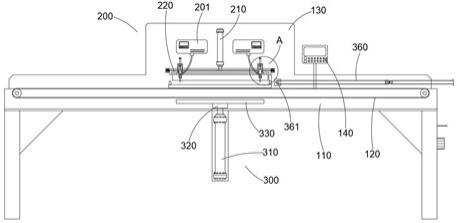
15.图1为本发明一个实施例的成形设备主视图;图2为本发明一个实施例的成形设备a处放大图;图3为本发明一个实施例的焊接组件侧剖图;图4为本发明一个实施例的压固板结构示意图。
16.附图标记:100、机体组件;110、加工台;120、输送带一;130、安装板;140、控制器;200、焊接组件;210、液压杆一;220、安装架;230、活动板;240、竖板;241、铰接槽;250、电动推杆一;260、固定架;270、焊枪;280、电动推杆二;290、输料管;201、焊膏箱;202、
伺服电机;203、螺杆;204、连接板;300、上料组件;310、液压杆二;320、转动器;330、载台;340、压固板;350、压固槽;351、导向口;360、输送带二;361、电动伸缩架。
具体实施方式
17.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
18.下面结合附图描述本发明的一些实施例提供的多升液管大尺寸电池包托盘的成形设备及其工艺。
19.实施例一:结合图1-图4所示,本发明提供的多升液管大尺寸电池包托盘的成形设备,包括:机体组件100、焊接组件200和上料组件300;其中,所述机体组件100包括加工台110、设置于所述加工台110上的输送带一120、固定于所述加工台110上的安装板130和安装于所述加工台110上的控制器140。
20.具体的,所述输送带一120采用双带输送设备,所述输送带一120的中部留有供所述载台330升起的间隙,且托盘的两边搭设在所述输送带一120上,双带输送设备在保证对托盘输送的同时,又可以使得载台330将托盘顶起加工,较为合理。
21.其中,所述焊接组件200设置于所述安装板130上,所述焊接组件200包括安装于所述安装板130上的液压杆一210、 固定于所述液压杆一210驱动端的安装架220、活动卡装于所述安装架220内的活动板230、插装于所述活动板230两端的竖板240、固定于所述竖板240上的电动推杆一250、设置于所述电动推杆一250与所述活动板230之间的固定架260、铰接于所述竖板240底部的焊枪270、铰接连接在所述焊枪270与竖板240之间的电动推杆二280、连接于所述焊枪270上的输料管290、连接在所述输料管290端部且安装在所述安装板130上的焊膏箱201、安装于所述安装架220侧端的伺服电机202、固定于所述伺服电机202驱动端的螺杆203和设置于所述固定架260之间与所述螺杆203螺纹连接的连接板204,通过焊接组件200可以对托盘与侧板之间进行同向多侧的同步焊接,大大提高了托盘成型效率,并且焊接定位便于调节,相比较现有机器人来说,作业量更小,更加简单,失误率和故障率更低。
22.具体的,所述安装架220上设有两组电动推杆一250与焊枪270,且单组所述焊枪270包括有位于所述安装架220两侧的两个焊枪270,两组焊枪270可以移动半程对托盘的整条边进行焊接,同时进行双侧焊接,大大提高了托盘的成型效率。
23.进一步的,所述竖板240的底部开设有供所述焊枪270调节的铰接槽241,方便焊枪270在电动推杆二280的驱动下调节焊接角度,较为合理。
24.其中,所述上料组件300包括安装于所述加工台110底面中部的液压杆二310、固定于所述液压杆二310驱动端的转动器320、安装于所述转动器320上的载台330、固定于所述安装架220底部侧边的压固板340、开设于所述压固板340底部的压固槽350和安装于所述安装板130且位于所述压固板340侧的输送带二360,通过上料组件300可以将待焊接的侧板按需输送到托盘上的焊接位置,进而实现对托盘进行换边焊接,做到连续焊接,提高焊接效率。
25.具体的,所述输送带一120上输送的托盘底板在移动到所述活动板230的下方后停止,所述液压杆二310驱动载台330将托盘顶起,托盘侧板经压固槽350输送至托盘上,并沿着所述压固槽350持续运动,到达焊接位置后,所述液压杆一210驱动压固板340下压托盘侧板,配合可移动调节的焊枪270对托盘和托盘侧板之间的接触边进行焊接。
26.进一步的,所述压固槽350位于所述输送带二360一侧的开口处设有导向口351,可以使得输送来的侧板更加流畅的进入到压固槽350内,导向口351对输送板起到了导向作用,另外,所述压固板340设置于所述安装架220的内侧边上,可以对托盘内侧的侧板进行压固,便于在转动后在该位置进行连续焊接。
27.实施例二:结合图1所示,在实施例一的基础上,所述输送带二360的一端固定有安装在所述安装板130上的电动伸缩架361,通过电动伸缩架361可以驱动输送带二360靠近托盘的一端进行移动,进而使得侧板准确被输送到托盘上,实现输料的定位,方便托盘转动焊接。
28.本发明的工作原理及使用流程:首先启动设备,将托盘放置到输送带一120上,同时将待焊接的侧板放到输送带二360上,当托盘移动到安装架220的下放后停止运动,此时液压杆二310驱动载台330穿过输送带一120的中部将托盘顶起,使托盘与输送带二360平齐,此时输送带二360上的侧板在压固槽350的限位下移动至托盘上,液压杆一210再驱动安装架220上的压固板340下压,将侧板压固在托盘上;然后开始焊接,电动推杆一250驱动竖板240向下移动,电动推杆二280驱动焊枪270的端部调节其出料端,使焊枪270的出料端位于托盘和侧板的连接处,此时伺服电机202驱动螺杆203转动,在连接板204和固定架260的连接下带动活动板230移动,同时焊膏箱201通过输料管290向焊枪270内输出焊膏,焊膏通过焊枪270排出进行焊接,直至焊枪270移动到安装架220的中部,一次焊接完成后,液压杆一210驱动压固板340升起,转动器320驱动载台330转动,使得托盘调整焊接边,输送带二360再将对应的侧板输送至托盘的未焊接侧上,重复焊接,直至推盘四边全部焊接完成即可。
29.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解,在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1