一种星载雷达金属背腔天线真空钎焊工艺的制作方法
本发明属于星载雷达金属背腔天线制造领域,尤其涉及一种星载雷达金属背腔天线真空钎焊工艺。
背景技术:
1、全金属结构的金属背腔天线具有效率高、空间环境适应性好等特点,因此广泛应用于星载雷达金属背腔天线的制造加工。由于天线内部存在复杂的腔体结构,难以直接加工成形,需要将金属背腔天线结构分层成多层零件,多层零件之间装配切割好的天线焊片,再依靠真空钎焊工艺连接成整体。随着星载雷达天线技术的发展,对星载雷达金属背腔天线辐射对称性、辐射效率、方向图性能等都提出了更高的要求,无源天线内部腔体结构日趋复杂。以某星载雷达金属背腔天线为例,单个金属背腔天线包含512个腔体辐射单元,每个辐射单元内均有孤岛型的焊接区域。
2、金属背腔天线孤岛型焊接区域一般尺寸较小且数量众多,真空钎焊焊料采用焊片装配的方法效率较低、装配精度不够,进而会影响后续金属背腔天线真空钎焊的焊接质量。因此,亟待开发一种能够实现星载雷达金属背腔天线精密钎焊的工艺。
技术实现思路
1、基于上述技术问题,本发明提供了一种适配于星载雷达金属背腔天线的高效真空钎焊工艺,保证了真空钎焊的高精度装配,提高了焊接质量,为解决含有数量众多、尺寸较小的孤岛型焊接区域的复杂腔体结构的星载雷达无源天线的真空钎焊问题提供了新的思路。
2、本发明具体方案如下
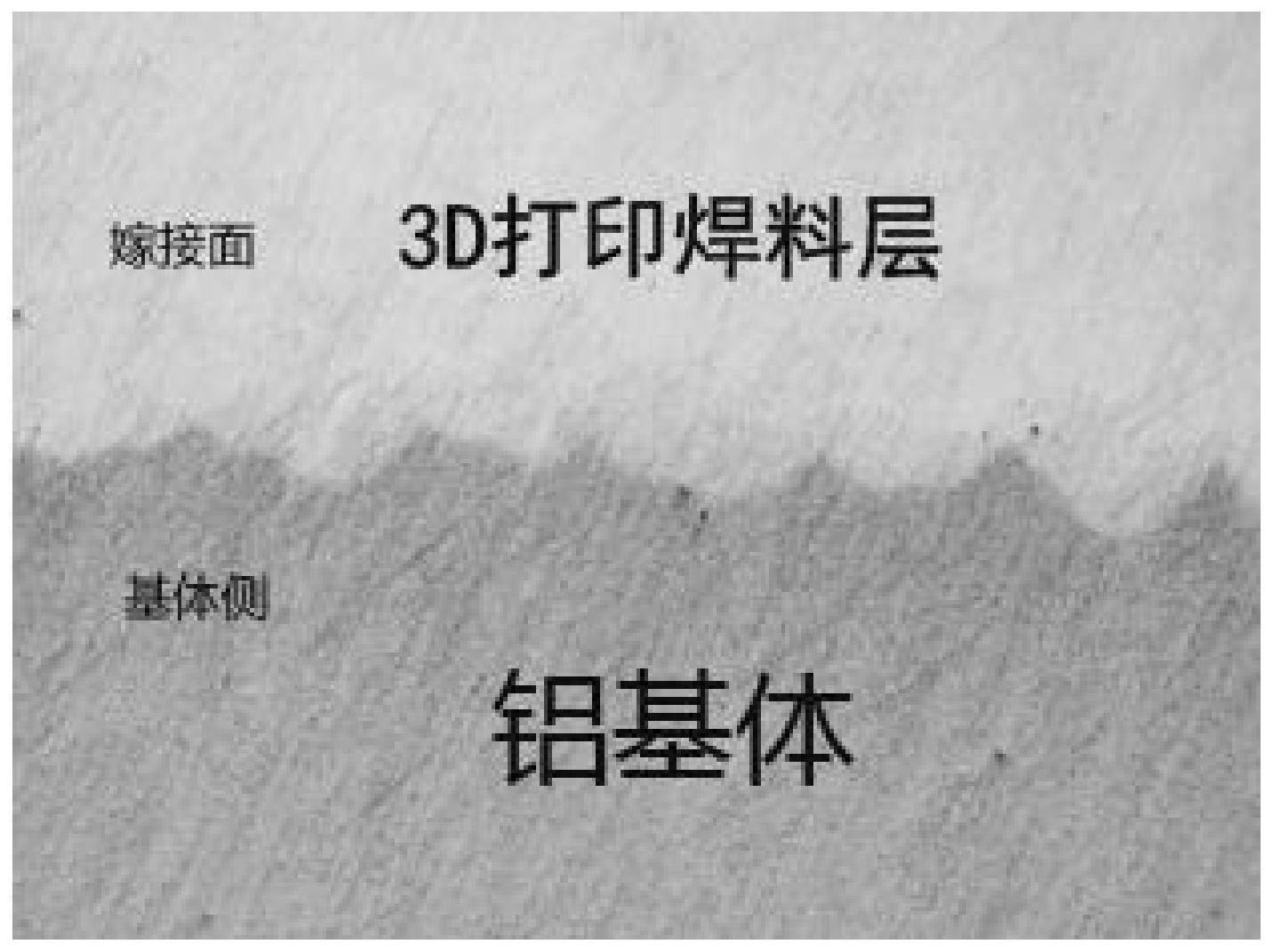
3、本发明提供了一种星载雷达金属背腔天线真空钎焊工艺,包括:以金属背腔天线的背腔层零件作为基体,在其待焊接区域先采用3d打印工艺打印焊料,得到待焊件;然后采用真空钎焊工艺将待焊件与辐射面层零件焊接而成。
4、优选地,还包括,在真空钎焊之前对待焊件进行前处理;所述前处理包括,打印焊料厚度的精加工、待焊件的清洗除油、去氧化层处理。
5、优选地,背腔层零件以及辐射面层零件材料为3a21铝合金;用于打印的焊料为al-si-mg系焊料;优选地,al-si-mg系焊料的制备是先将铝硅镁箔片加工成丝,然后采用等离子雾化加工得到球形焊料粉末。
6、优选地,用于打印的焊料为alsi10mg1.5焊料。
7、优选地,背腔层零件与辐射面零件真空钎焊后,在两零件之间形成辐射腔体,打印焊料的预设厚度为焊缝厚度设计值的1.2-1.6倍。
8、优选地,打印焊料时,将焊料粉末分层铺设在背腔层零件上,采用选区激光烧结成形。
9、优选地,真空钎焊的温度高于焊料的液相线温度。
10、优选地,打印焊料厚度的精加工采用数控铣方法;精加工后打印焊料的厚度的名义尺寸与打印焊料的预设厚度尺寸相同,公差满足±0.02mm。
11、优选地,待焊件的清洗除油、去氧化层处理,采用酸碱洗方式处理。
12、本发明有益效果为:
13、针对星载雷达金属背腔天线焊接区域数量众多、尺寸较小且为孤岛型的特点,本发明先采用3d打印技术实现金属背腔天线复杂焊接区域的焊料制备,再将固定有打印焊料的零件与其他零件进行焊接,能够避免焊片装配效率低、装配精度差、定位不可靠的问题,保证了真空钎焊焊料的高精度、可靠装配,可实现任意复杂焊接区域的焊料制备,提高了焊接质量。
技术特征:
1.一种星载雷达金属背腔天线真空钎焊工艺,其特征在于,包括:以金属背腔天线的背腔层零件作为基体,在其待焊接区域先采用3d打印工艺打印焊料,得到待焊件;然后采用真空钎焊工艺将待焊件与辐射面层零件焊接而成。
2.根据权利要求1所述的星载雷达金属背腔天线真空钎焊工艺,其特征在于,还包括,在真空钎焊之前对待焊件进行前处理;所述前处理包括,打印焊料厚度的精加工、待焊件的清洗除油、去氧化层处理。
3.根据权利要求1或2所述的星载雷达金属背腔天线真空钎焊工艺,其特征在于,背腔层零件以及辐射面层零件材料为3a21铝合金;用于打印的焊料为al-si-mg系焊料;优选地,al-si-mg系焊料的制备是先将铝硅镁箔片加工成丝,然后采用等离子雾化加工得到球形焊料粉末。
4.根据权利要求1-3任一项所述的星载雷达金属背腔天线真空钎焊工艺,其特征在于,用于打印的焊料为alsi10mg1.5焊料。
5.根据权利要求1-4任一项所述的星载雷达金属背腔天线真空钎焊工艺,其特征在于,背腔层零件与辐射面零件真空钎焊后,在两零件之间形成辐射腔体,打印焊料的预设厚度为焊缝厚度设计值的1.2-1.6倍。
6.根据权利要求1-5任一项所述的星载雷达金属背腔天线真空钎焊工艺,其特征在于,打印焊料时,将焊料粉末分层铺设在背腔层零件上,采用选区激光烧结成形。
7.根据权利要求1-6任一项所述的星载雷达金属背腔天线真空钎焊工艺,其特征在于,真空钎焊的温度高于焊料的液相线温度。
8.根据权利要求2-7任一项所述的星载雷达金属背腔天线真空钎焊工艺,其特征在于,打印焊料厚度的精加工采用数控铣方法;精加工后打印焊料的厚度的名义尺寸与打印焊料的预设厚度尺寸相同,公差满足±0.02mm。
9.根据权利要求2-8任一项所述的星载雷达金属背腔天线真空钎焊工艺,其特征在于,待焊件的清洗除油、去氧化层处理,采用酸碱洗方式处理。
技术总结
本发明公开了一种星载雷达金属背腔天线真空钎焊工艺,包括:以金属背腔天线的背腔层零件作为基体,在其待焊接区域先采用3D打印工艺打印焊料,得到待焊件;然后采用真空钎焊工艺将待焊件与辐射面层零件焊接而成。所述工艺适配于星载雷达金属背腔天线的高效真空钎焊,保证了真空钎焊的高精度装配,提高了焊接质量,实现了具有任意复杂焊接区域金属背腔天线的真空钎焊。
技术研发人员:张超,孙晓伟,赵培堂,孙大智,何建平,鲁斌,钟浪祥,朱子昂,张冠群,刘永涛
受保护的技术使用者:中国电子科技集团公司第三十八研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!