一种无缝药芯焊丝及其制备方法与流程
1.本发明涉及焊接材料领域,具体涉及一种无缝药芯焊丝及其制备方法。
背景技术:
2.近年来我国耐候钢需求用量逐渐增多,在采油平台、石油井架、铁路、公路、电力塔架建设等方面凸显。在美国、日本等发达国家,耐候钢已经得到了广泛应用。我国耐候钢起步较晚,但随着国民经济的迅速发展,耐候钢及其配套焊接材料的应用已引起国内有关部门的高度重视,所以其研发和升级具有重要现实意义,同时也有利于促进钢铁行业产品结构的升级。其中耐候钢焊接材料的研制对耐候钢结构行业的发展至关重要。不但要求其熔敷金属与母材成分相适应,具有耐腐蚀良好、耐低温韧性良好、强度匹配等特点,且要求其具备焊接电弧稳定,飞溅少,成型好,焊接效率高,焊缝金属成型良好等特点。目前国内耐候钢的焊接主要以实心焊丝为主,但其焊接飞溅及成型方面较药芯焊丝相比还存在一定的不足。
技术实现要素:
3.鉴于以上现有技术的缺点,本发明提供一种无缝药芯焊丝及其制备方法,以改善药芯焊丝成型差,焊接容易飞溅的问题。
4.为实现上述目的及其它相关目的,本发明提供一种无缝药芯焊丝,包括钢带和填充在所述钢带内的药芯,所述药芯包括以下组分及各组分的重量份数分别为:金红石24~26份、还原钛8~10份、石英2~3份、锆英砂1~2份、钾钠长石2~3份、冰晶石2~3份、钛铁3~5份、铝镁合金3~5份、硅铁2~3份、锰硅合金5~7份、高硼铁0.3~0.5份、金属锰7~8份、镍粉1.5~2.5份、金属铬2~4份、铜粉2~3份、还原铁粉12~14份。
5.在本发明一示例中,所述金红石中二氧化钛含量≥95wt%;所述还原钛中二氧化钛含量≥55wt%,氧化亚铁含量≥30wt%;所述石英中二氧化硅含量≥97wt%;所述锆英砂中二氧化锆含量≥66wt%,二氧化硅含量≤32wt%;所述钾钠长石中二氧化硅含量为67wt%,氧化钾和氧化纳的总含量为15wt%,氧化钾含量为10wt%;所述冰晶石中氟含量为56wt%,铝含量为18wt%,钠含量为27wt%;所述钛铁中钛含量为29wt%,铝含量为18wt%;所述硅铁为75#硅铁,所述硅铁中硅含量为75wt%,其余为铁;所述高硼铁中硼含量≥19wt%。
6.在本发明一示例中,所述金属锰、所述镍粉、所述金属铬、所述铜粉和所述还原铁粉的纯度≥99.5wt%。
7.在本发明一示例中,所述药芯的粒度目数为60~80目,其中60目的比例≥95%。
8.在本发明一示例中,所述无缝药芯焊丝中所述药芯的重量是所述无缝药芯焊丝总重量的15%~17%。
9.在本发明一示例中,所述钢带采用hs1碳钢钢带。
10.在本发明一示例中,所述无缝药芯焊丝焊接时采用直流正接,保护气体为ar+(15
~25)%co2。
11.本发明还提供一种无缝药芯焊丝的制备方法,包括以下步骤:将上述的组分混合均匀以配置药芯;将钢带轧制成u型槽,将所述药芯包裹在所述u型槽内,闭合、第一次拉拔减径;将所述第一次拉拔减径后的焊丝进行退火;将所述退火之后的焊丝第二次拉拔减径;将所述第二次拉拔减径的焊丝镀铜;将所述镀铜后的焊丝抛光减径,得到药芯焊丝。
12.在本发明一示例中,所述闭合时采用高频焊合的方式。
13.在本发明一示例中,所述退火时温度为590~610℃,保温时间为8~9h。
14.本发明药芯焊丝的配方中添加了镍、锰、硅、铬、铜等合金元素,充分保证焊缝金属的高强、高韧、耐蚀、低氢及防止裂纹等性能;金红石应用形成短渣效应,使焊丝较易实现方向性焊接,适宜全位置焊接;钾钠长石、冰晶石、钛铁应用确保焊缝成型良好,电弧稳定,焊接顺畅等焊接工艺性;还原钛、锆英砂、石英可保证渣覆盖及脱渣效果,确保焊缝成型良好;高硼铁的应用可使焊缝金属晶粒细化,促使强度提升;锰硅合金、硅铁、铝镁合金作为脱氧剂,减少焊缝金属气孔;还原铁粉加速焊丝熔化速度,增加焊缝金属,提高熔敷效率。另外,无缝药芯焊丝制备时采用无缝技术并且在焊丝表面镀铜可以提高焊丝的导电性,时焊丝焊接更加顺畅。此无缝药芯焊丝有良好的力学性能、耐腐蚀性和较高的焊缝成型质量适合于耐候钢结构件的焊接。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1为:本发明无缝药芯焊丝的制备流程图。
具体实施方式
17.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其它优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。还应当理解,本发明实施例中使用的术语是为了描述特定的具体实施方案,而不是为了限制本发明的保护范围。下列实施例中未注明具体条件的试验方法,通常按照常规条件,或者按照各制造商所建议的条件。
18.须知,本说明书中的“%”、“wt%”均代表质量百分数,“份”代表重量份数。
19.本发明的无缝药芯焊丝包括钢带和填充在所述钢带内的药芯,其中,所述药芯包括以下组分及各组分的重量份数分别为:金红石24~26份、还原钛8~10份、石英2~3份、锆英砂1~2份、钾钠长石2~3份、冰晶石2~3份、钛铁3~5份、铝镁合金3~5份、硅铁2~3份、锰硅合金5~7份、高硼铁0.3~0.5份、金属锰7~8份、镍粉1.5~2.5份、金属铬2~4份、铜粉2~3份、还原铁粉12~14份。
20.药芯中各组分的作用如下:
21.金红石中二氧化钛含量≥95wt%,起造渣、保护焊缝、稳弧的作用,可促进焊丝进行方向性焊接,焊缝成型美观,熔渣覆盖好,但过多会造成焊缝机械性能下降。本发明的药芯中金红石的重量份数为24~26份。例如金红石的重量份数可以为24份、25份或26份等24~26份范围内的任一数值。
22.还原钛中二氧化钛含量≥55wt%,氧化亚铁含量≥30wt%,二氧化钛起造渣和保护焊缝的作用。本发明的药芯中还原钛的重量份数为8~10份,例如还原钛的重量份数可以为8份、9份或10份等8~10份范围内的任一数值。
23.石英中二氧化硅含量≥97wt%,起造渣的作用,且适量石英可增加渣的活泼性。本发明的药芯中石英的重量份数为2~3份,比如石英的重量份数可以为2份、2.5份或3份等2~3份范围内的任一数值。
24.锆英砂中二氧化锆含量≥66wt%,二氧化硅含量≤32wt%,其中二氧化锆和二氧化硅都可以起造渣作用,且二氧化锆脱渣时较容易,因此添加一定量的锆英砂可以增加脱渣性能。本发明的药芯中石英的重量份数为1~2份,例如石英的重量份数可以是1份、1.5份或2份等1~2份范围内的任一数值。
25.钾钠长石中二氧化硅含量为67wt%,氧化钾和氧化纳的总含量为15wt%,氧化钾含量为10wt%,其中二氧化硅可以作造渣剂,氧化钾和氧化纳可以作稳弧剂。钾钠长石的含量过低导致熔池流动性差,过多造成渣黏度显著下降。本发明中钾钠长石的重量份数为2~3份,例如钾钠长石的重量份数可以为2份、2.5份或3份等2~3份范围内的任一数值。
26.冰晶石中氟含量为56wt%,铝含量为18wt%,钠含量为27wt%。冰晶石可作为造渣剂,且钠元素起稳弧的作用。本发明的药芯中冰晶石的重量份数为2~3份。例如冰晶石的重量份数可以为2份、2.5份或3份等2~3份范围内的任一数值。
27.钛铁中钛含量为29wt%,铝含量为18wt%,一定量的钛铁可细化熔滴、脱氧,促进焊缝成型细而光亮,易脱渣;含量过多对方向性焊接不利易产生气孔及飞溅。本发明的药芯中钛铁的重量份数为3~5份,例如钛铁的重量份数可以为3份、4份或5份等3~5份范围内的任一数值。
28.铝镁合金主要作用脱氧剂,适度添加可提高焊缝韧性。本发明的药芯中铝镁合金的重量份数为3~5份,例如铝镁合金的重量份数可以为3份、4份或5份等3~5份范围内的任一数值。
29.硅铁为75#硅铁,硅含量为75wt%,硅元素可以作为脱氧剂脱氧,也可向焊缝中渗合金,加速焊丝熔化,提高溶渣流动性,但是含量过多会增加渣黏度,易夹渣,对焊缝不利。本发明的药芯中硅铁的重量份数为2~3份,例如硅铁的质量份数可以为2份、2.5份或3份等2~3份范围内的任一数值。
30.锰硅合金:主要作用脱氧剂,渗合金,过多对焊缝韧性不利。本发明的药芯中锰硅合金的重量份数为5~7份,例如锰硅合金的重量份数可以为5份、6份或7份等5~7份范围内的任一数值。
31.高硼铁:高硼铁中硼含量≥19wt%,硼元素可以细化晶粒,提升焊缝强度。本发明的药芯中高硼铁的重量份数为0.3~0.5份,例如高硼铁的重量份数可以为0.3份、0.4份或0.5份等0.3~0.5份范围内的任一数值。
32.金属锰:主要作用脱氧剂,渗合金,过多对焊缝韧性不利。本发明的药芯中金属锰
的重量份数为7~8份,例如金属锰的重量份数可以为7份、7.5份或8份等7~8份范围内的任一数值。
33.镍粉:渗合金元素,提高焊缝金属的韧性、强度及耐蚀性。本发明的药芯中镍粉的重量份数为1.5~2.5份,例如镍粉的重量份数可以为1.5份、2份或2.5份等上述范围内的任一数值。
34.金属铬:渗合金元素,提高焊缝强度及耐蚀性。本发明的药芯中金属铬的重量份数为2~4份,例如金属铬的重量份数可以为2份、3份或4份等2~4份范围内的任一数值。
35.铜粉:渗合金,增加焊缝耐蚀性。本发明的药芯中铜粉的重量份数为2~3份,比如铜粉的重量份数可以为2份、2.5份或3份等2~3份范围内的任一数值。
36.还原铁粉:加速焊丝熔化速度,增加焊缝金属,提高熔敷效率。本发明的药芯中还原铁粉的重量份数为12~14份,例如还原铁粉的重量份数可以为12份、13份或14份等12~14份范围内的任一数值。
37.在一实施例中,所述金属锰、所述镍粉、所述金属铬、所述铜粉和所述还原铁粉的纯度≥99.5wt%。
38.在一实施例中,药芯的粒度目数为60~80目,其中60目的比例≥95%。
39.在一实施例中,无缝药芯焊丝中药芯的填充率即药芯的重量是所述无缝药芯焊丝总重量的15%~17%,例如,药芯的填充率可以是15%、16%或17%等15%~17%范围内任一数值。
40.在一实施例中,无缝药芯焊丝焊接时采用直流正接,保护气体为ar+(15~25)%co2。
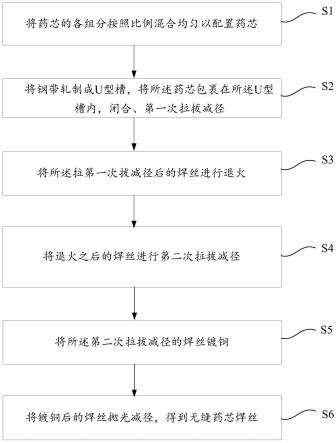
41.请参阅图1,本发明提供一种无缝药芯焊丝的制备方法,包括以下步骤:
42.s1、将药芯的组分按照上述比例混合均匀;
43.s2、将钢带轧制成u型槽,将所述药芯包裹在u型槽内,闭合、第一次拉拔减径;
44.s3、将上述第一次拉拔减径后的焊丝进行退火;
45.s4、将所述退火之后的焊丝第二次拉拔减径;
46.s5、将第二次拉拔减径的焊丝镀铜;
47.s6、将所述镀铜后的焊丝抛光减径,得到无缝药芯焊丝。
48.步骤s1中,将药芯中的各组分按照:金红石24~26份、还原钛8~10份、石英2~3份、锆英砂1~2份、钾钠长石2~3份、冰晶石2~3份、钛铁3~5份、铝镁合金3~5份、硅铁2~3份、锰硅合金5~7份、高硼铁0.3~0.5份、金属锰7~8份、镍粉1.5~2.5份、金属铬2~4份、铜粉2~3份、还原铁粉12~14份的比例混合搅拌均匀。
49.步骤s2中,钢带采用hs1碳钢钢带,钢带的尺寸优选厚度
×
宽度为1mm
×
28mm,钢带闭合时采用高频焊合的方式,焊接频率优选为400khz,第一次拉拔减径的尺寸优选为3.5mm。
50.步骤s3中,退火时温度为590~610℃,保温时间为8~9h,例如退火时的温度可以是590℃、600℃或610℃等590~610℃范围内的任一数值,保温时间可以是8h、8.5h或9h等8~9h范围内的任一数值。对第一次拉拔减径的焊丝进行退火可增强焊丝的塑性,防止在拉拔过程中焊丝断裂或出现裂缝。
51.步骤s4中,第二次拉拔时将焊丝拉拔至直径约1.3mm。
52.步骤s5中,镀铜时对镀铜量没有具体限制,只要保证铜粉均匀覆盖焊丝表面即可,在焊丝表面镀铜可以增强焊丝的表面导电性,使焊丝焊接更加顺畅。
53.步骤s6中,无缝药芯焊丝的直径优选为1.2mm。
54.下面通过一些具体的实施例对本发明进行详述。以下实施例中所使用的药品均可通过一般的商业手段获得。
55.实施例1
56.本实施例的无缝药芯焊丝包括钢带和填充在钢带中的药芯,其中,以所述药芯包括以下组分及各组分的重量份数分别为:金红石24份、还原钛8份、石英2份、锆英砂1.5份、钾钠长石2份、冰晶石2.5份、钛铁3份、铝镁合金5份、硅铁2份、锰硅合金5份、高硼铁0.3份、金属锰7.5份、镍粉1.5份、金属铬2份、铜粉2份、还原铁粉12份,药芯的填充率为16%。
57.实施例2
58.本实施例的无缝药芯焊丝包括钢带和填充在钢带中的药芯,其中,以所述药芯包括以下组分及各组分的重量份数分别为:金红石25份、还原钛9份、石英3份、锆英砂1份、钾钠长石2.5份、冰晶石2份、钛铁4份、铝镁合金4份、硅铁2.5份、锰硅合金6份、高硼铁0.4份、金属锰7份、镍粉2份、金属铬3份、铜粉3份、还原铁粉13份,药芯的填充率为15%。
59.实施例3
60.本实施例的无缝药芯焊丝包括钢带和填充在钢带中的药芯,其中,以所述药芯包括以下组分及各组分的重量份数分别为:金红石26份、还原钛10份、石英2份、锆英砂2份、钾钠长石3份、冰晶石3份、钛铁5份、铝镁合金3份、硅铁3份、锰硅合金7份、高硼铁0.5份、金属锰8份、镍粉2.5份、金属铬4份、铜粉2.5份、还原铁粉14份,药芯的填充率为17%。
61.按相关标准规范对上述实施例1至实施例3提供的焊丝进行焊接工艺性试验和熔敷金属化学成分检测,接工艺规范:焊接电流260~280a,焊接电压28~32v,焊接极性采用直流正接,焊接速度为30~40cm/min,保护气体80%ar+20%co2,层间温度小于150℃。然后对其各方面性能进行检测,熔敷金属化学成分如表1所示,力学性能、焊接工艺性如表2所示。
62.表1熔敷金属化学成分
[0063][0064]
表2焊接工艺性能
[0065][0066]
实施例1至3试验结果表明,本发明的无缝药芯焊丝焊缝力学性能优异,具有良好焊接工艺性,在低温下具有较高的冲击韧性,-40℃环境下熔敷金属冲击功不低于70j,且该无缝药芯焊丝的扩散氢含量低,冷裂纹敏感性较低,耐蚀性能良好,焊接时的熔敷金属化学成分符合耐候钢用无缝药芯焊丝的要求,因此,无缝药芯焊丝可应用于耐候钢结构件的焊接,并确保质量。
[0067]
本发明药芯焊丝的配方中添加了镍、锰、硅、铬、铜等合金元素,充分保证焊缝金属的高强、高韧、耐蚀、低氢及防止裂纹等性能;金红石应用形成短渣效应,使焊丝较易实现方向性焊接,适宜全位置焊接;钾钠长石、冰晶石、钛铁应用确保焊缝成型良好,电弧稳定,焊接顺畅等焊接工艺性;还原钛、锆英砂、石英可保证渣覆盖及脱渣效果,确保焊缝成型良好;高硼铁的应用可使焊缝金属晶粒细化,促使强度提升;锰硅合金、硅铁、铝镁合金作为脱氧剂,减少焊缝金属气孔;还原铁粉加速焊丝熔化速度,增加焊缝金属,提高熔敷效率。另外,无缝药芯焊丝制备时采用无缝技术并且在焊丝表面镀铜可以提高焊丝的导电性,时焊丝焊接更加顺畅。此无缝药芯焊丝有良好的力学性能、耐腐蚀性和较高的焊缝成型质量适合于耐候钢结构件的焊接。所以,本发明有效克服了现有技术中的一些实际问题从而有很高的利用价值和使用意义。
[0068]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1