一种铝型材生产方法及其生产的铝型材与流程
1.本发明涉及铝型材生产领域,更具体的说是一种铝型材生产方法及其生产的铝型材。
背景技术:
2.铝型材一般是通过一个粗的铝棒通过模具中挤出形成的长条形的型材,具有优良的抗腐蚀性能和强度,并且质量较轻,非常适合应用于建筑、装潢等领域,但是当铝型材从模具中挤出时,由于模具的疲劳会造成铝型材不够直,这就需要对铝型材进行校正,如果不进行校正会影响铝型材的加工生产精度。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种铝型材生产方法及其生产的铝型材,其有益效果为可以对铝型材进行前后、上下校正。
4.一种铝型材生产方法,包括以下步骤:
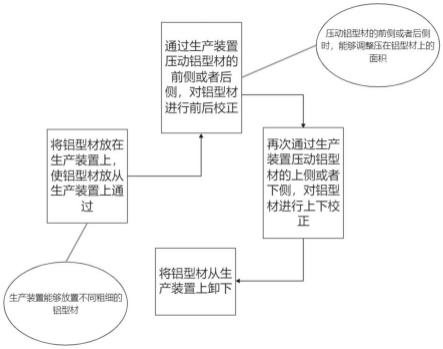
5.s1:将铝型材放在生产装置上,使铝型材放从生产装置上通过;
6.s2:通过生产装置压动铝型材的前侧或者后侧,对铝型材进行前后校正;
7.s3:再次通过生产装置压动铝型材的上侧或者下侧,对铝型材进行上下校正;
8.s4:将铝型材从生产装置上卸下。
9.所述s2中压动铝型材的前侧或者后侧时,能够调整压在铝型材上的面积。
10.所述生产装置能够放置不同粗细的铝型材。
11.一种铝型材生产方法所生产的铝型材,包括条形体、叉形筋、凸棱和缺槽,条形体内设置有叉形筋,条形体的上下两侧均设置有凸棱,凸棱上从左至右均布有多个缺槽;条形体夹在四个转轮之间,中轮压在条形体的中部。
附图说明
12.下面结合附图和具体实施方法对本发明做进一步详细的说明。
13.图1为一种铝型材生产方法的流程图;
14.图2为生产装置的结构示意图一;
15.图3为生产装置的结构示意图二;
16.图4为生产装置的结构示意图三;
17.图5为生产装置的结构示意图四;
18.图6为条形体的结构示意图;
19.图7为底架的结构示意图一;
20.图8为底架的结构示意图二;
21.图9为上座和方柱的结构示意图一;
22.图10为上座和方柱的结构示意图二;
23.图11为方柱的结构示意图。
24.图中:条形体101;叉形筋102;凸棱103;缺槽104;
25.底架201;转轮202;固定环203;活动环204;压杆205;平架206;中杆207;液压缸i208;
26.上座301;液压缸ii302;下座303;液压缸iii304;
27.方柱401;液压缸iv402;转板403;滑孔404;凸片405;凸销406;中轮407;挡片408;外架409。
具体实施方式
28.一种铝型材生产方法,包括以下步骤:
29.s1:将铝型材放在生产装置上,使铝型材放从生产装置上通过;
30.s2:通过生产装置压动铝型材的前侧或者后侧,对铝型材进行前后校正;
31.s3:再次通过生产装置压动铝型材的上侧或者下侧,对铝型材进行上下校正;
32.s4:将铝型材从生产装置上卸下。
33.所述s2中压动铝型材的前侧或者后侧时,能够调整压在铝型材上的面积。
34.所述生产装置能够放置不同粗细的铝型材。
35.如图7-8所示,这个例子可以实现将铝型材进行校正的效果。
36.由于生产装置包括转轮202、平架206和中杆207,中杆207的前后两端均滑动连接有平架206,每个平架206的两端均转动连接有转轮202,通过两个平架206在中杆207上滑动相互靠近,可以驱动四个转轮202相互靠近,进而将铝型材压在四个转轮202之间,使得铝型材在四个转轮202之间左右移动,进而可以将铝型材拉直,进而将铝型材进行校正。四个转轮202之间可以放置不同粗细的铝型材。
37.如图7-8所示,这个例子可以实现四个固定环203对铝型材进行承托的效果。
38.由于生产装置还包括固定环203,每个转轮202的下部均焊接有固定环203,当铝型材夹在四个转轮202之间时,铝型材的下侧与四个固定环203接触,四个固定环203对铝型材进行承托,使得铝型材无法相对四个转轮202继续向下移动。
39.如图7-8所示,这个例子可以实现驱动平架206在中杆207上滑动的效果。
40.由于生产装置还包括底架201和液压缸i208,中杆207焊接在底架201的上侧中部,每个平架206上均通过螺钉连接有液压缸i208,每个液压缸i208的活动端均通过螺钉连接在中杆207的中部,底架201可以对中杆207进行支撑,通过液压缸i208的伸缩可以驱动平架206在中杆207上滑动。
41.如图7-8所示,这个例子可以实现使得铝型材仅仅可以相对四个转轮202左右移动的效果。
42.由于生产装置还包括活动环204和压杆205,每个活动环204的上部均间隙配合插有活动环204,两个压杆205的前部分别竖向滑动连接在底架201的左右两端,左侧的压杆205压在左侧的两个活动环204的上侧,右侧的压杆205压在右侧的两个活动环204的上侧,底架201的前部螺纹连接有两个紧固螺丝i,两个紧固螺丝i分别压在两个压杆205上,两个压杆205均可以相对底架201上下滑动,进而驱动压杆205向下移动压在对应同侧的两个活动环204上,使得多个活动环204均压在铝型材的上侧,进而对铝型材的上侧进行限,使得铝
型材仅仅可以相对四个转轮202左右移动,无法相对转轮202上下滑动。活动环204可以上下移动,使得四个转轮202之间可以放置不同高度的铝型材。
43.如图9-11所示,这个例子可以实现对铝型材进行前后方向的校正的效果。
44.由于生产装置还包括上座301、下座303、液压缸iii304、方柱401、中轮407和挡片408,下座303间隙配合插在中杆207的一端,下座303的下端螺纹连接有紧固螺丝ii,紧固螺丝ii压在中杆207上,上座301竖向滑动连接在下座303上,下座303上通过螺钉连接有液压缸iii304,液压缸iii304的活动端通过螺钉连接在上座301上,方柱401在前后方向上滑动连接在上座301的上部,方柱401的一端焊接有挡片408,方柱401上套接有压缩弹簧,压缩弹簧位于上座301与挡片408之间,中轮407转动连接在方柱401的端部,下座303可以根据需要选择固定在中杆207的前端或者后端,进而将方柱401设置在铝型材的前侧或者后侧,压缩弹簧给挡片408、方柱401和中轮407向内移动的力,使得中轮407可以压在铝型材的前侧或者后侧,进而通过中轮407的压力带动铝型材的中部进行后弯或者前弯,进而对铝型材进行前后方向的校正,并且中轮407可以转动,不影响铝型材的左右移动。液压缸iii304伸缩时可以驱动上座301在下座303上竖向滑动,进而驱动方柱401竖向移动,调整方柱401的上下位置。
45.如图9-11所示,这个例子可以实现对铝型材的中部进行大力弯动的效果。
46.由于生产装置还包括液压缸ii302,上座301的上部通过螺钉连接有液压缸ii302,液压缸ii302的活动端能够压在挡片408上,需要对铝型材的中部进行大力弯动时,驱动液压缸ii302伸长后压在挡片408上,进而驱动方柱401和中轮407移动,使得中轮407大力压向铝型材的中部,对铝型材的中部进行大力弯动。
47.如图6所示,这个例子可以实现加强条形体101的强度的效果。
48.由于一种铝型材生产方法所生产的铝型材包括条形体101、叉形筋102、凸棱103和缺槽104,条形体101内设置有叉形筋102,条形体101的上下两侧均设置有凸棱103,凸棱103上从左至右均布有多个缺槽104;条形体101夹在四个转轮202之间,中轮407压在条形体101的中部。条形体101为铝型材的主体。叉形筋102可以对条形体101的内部进行支撑,凸棱103可以加强条形体101的外侧强度,缺槽104是使用磨削工具后期切割出来的,可以提升条形体101外侧的粗糙度,使得条形体101安装进建筑强内时不易滑动。
49.所述生产装置还包括液压缸iv402、转板403、滑孔404、凸片405、凸销406和外架409,方柱401的外部通过螺钉连接有外架409,外架409的左右两端均通过螺钉连接有液压缸iv402,两个液压缸iv402的活动端均焊接有凸销406,方柱401端部的两侧均铰接有转板403,每个转板403上均设置有滑孔404,两个凸销406分别插在两个滑孔404处,每个转板403一侧的上下两侧均固定连接有凸片405,两个凸片405平行设置,同一个转板403上的两个凸片405分别位于条形体101的上下两侧。
50.如图9-11所示,这个例子可以实现对不同弯曲情况的铝型材进行弯曲校正的效果。
51.转板403伸缩时可以驱动凸销406前后移动,进而驱动对应的转板403在方柱401上转动,需要压动铝型材的前后两侧时,可以转动两个转板403或者一个转板403压在铝型材的前侧或者后侧,使得调整压在铝型材上的面积,进而实现不同方式的压动操作,对不同弯曲情况的铝型材进行前后弯曲校正。当方柱401上下平移时,可以驱动转板403和其上的两
个凸片405竖向移动,通过两个凸片405可以压动铝型材的上侧或者下侧,对铝型材进行上下弯动,进而对铝型材进行上下校正,当转板403转动时可以改变两个凸片405压在铝型材上的不同位置,对不同弯曲情况的铝型材进行上下弯曲校正。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1