一种多孔式真空吸盘的制作方法
1.本技术涉及自动化吸取装置技术领域,特别涉及一种多孔式真空吸盘。
背景技术:
2.在机加工中,需要将加工物进行固定后才能进行加工。而有些加工物无法直接通过普通的夹具或磁力夹头来固定,通常需要通过真空吸盘进行固定这类加工物,例如真空吸盘以负压来固定如丙烯酸、塑胶、不锈钢、铝以及金属材质的加工物。多孔式真空吸盘在使用时,通过在吸盘本体的进气口处直接施加负压,在吸盘本体上的吸孔产生吸力以达到吸附加工物的作用。
3.现有的多孔式真空吸盘通常是在负压腔内存储负压,而将真空腔与吸孔相连接,需要吸附加工物时,直接将手动控制的阀门打开,使负压腔与真空腔直接相连,从而使吸孔产生负压。但该控制方式的阀门打开时,负压直接从负压腔到真空腔,使负压腔内的负压直接驱动所有的吸孔工作,由于整体的负压量是限定的,那分散到各个吸孔上的负压吸力就较小,导致对加工物吸附的初始时刻的吸力不强,吸附效果差。
4.因此,现有技术还有待于改进和发展。
技术实现要素:
5.鉴于上述现有技术的不足,本技术的目的在于提供一种多孔式真空吸盘,解决现有技术中负压腔中的负压量分散到所有的吸孔上而导致对加工物吸附的初始时刻的吸力不强,吸附效果差的问题。
6.本技术的技术方案如下:
7.本技术提出一种多孔式真空吸盘,包括:吸盘本体,吸盘本体内设置有多个真空腔和至少一个负压腔,吸盘本体的表面上开设有多个吸孔,吸孔连通真空腔,负压腔用于连通外部的负压源;
8.逐流气动阀体,逐流气动阀体连接吸盘本体,逐流气动阀体内设置有与多个真空腔相对应的多个连接通道,连接通道用于连通真空腔和负压腔;
9.驱动组件,驱动组件连接吸盘本体,逐流气动阀体通过驱动组件的驱动而依次开启多个连接通道。
10.在一种可能实现方式中,逐流气动阀体设置在负压腔内,驱动组件设置在负压腔内。
11.在一种可能实现方式中,逐流气动阀体包括:阀座,阀座固定设置在负压腔内,连接通道沿轴向依次设置在阀座上;
12.阀杆,阀杆沿轴向移动设置在阀座内;
13.阀杆的前端设置有第一密封部,通过第一密封部沿轴向的移动,使多个连接通道依次与负压腔相连通。
14.在一种可能实现方式中,阀座包括阀管,阀管内沿轴向设置有进气通道,阀管的侧
壁上设置有第一进气部和多个第一出气部,第一进气部和多个第一出气部均与进气通道相连通且沿轴向间隔排列;
15.通过阀杆在阀管内的轴向移动,使第一进气部与负压腔相连通,多个第一出气部分别与多个连接通道分别相连通。
16.在一种可能实现方式中,阀管的相邻两个第一出气部之间设置有第二密封部,相邻的第二密封部之间形成环形通道,环形通道与连接通道相连通;
17.第一出气部包括多个第一出气孔,多个第一出气孔环绕设置在阀管的外壁上,并均与环形通道相连通;
18.第一进气部包括多个第一进气孔,多个第一进气孔环绕设置在阀管的外壁上,并均与负压腔相连通。
19.在一种可能实现方式中,阀座还包括:座体,阀管沿轴向固定设置在座体内;
20.多个连接管,多个连接管沿轴向依次固定设置在座体上,并与进气通道相连通;
21.多个连接座,多个连接座固定设置在负压腔内,并分别连通多个连接管和多个真空腔。
22.在一种可能实现方式中,座体上背离驱动组件的一端设置有排气管道,排气管道连通进气通道和吸盘本体的外部。
23.在一种可能实现方式中,驱动组件包括:驱动气缸,驱动气缸沿轴向设置在负压腔内;
24.阀杆连接在驱动气缸的活塞杆上。
25.在一种可能实现方式中,吸孔内设置有真空逻辑阀和过滤网。
26.在一种可能实现方式中,真空腔内设置有多条真空流道,多个吸孔在真空流道的延伸方向上并排设置且均与真空流道相连通。
27.有益效果:与现有技术相比,本技术提供一种多孔式真空吸盘,通过在吸盘本体上设置逐流气动阀体和驱动组件,当多孔式真空吸盘需要对加工物进行吸附时,启动驱动组件,逐流气动阀体通过驱动组件的驱动而依次开启多个连接通道,真空腔依次填充负压气,从而使吸盘本体上的吸孔分区域逐步产生负压,负压腔中有限的负压气量先分散到小部分的吸孔上,而避免将有限的负压气量一次性分散到所有的吸孔上,这样使吸孔在产生负压的初始阶段具有较大吸力,提高了吸附初始阶段的吸孔上的负压吸力,从而对加工物吸附的初始时刻就能产生更强的吸力,吸附效果好。
附图说明
28.图1为本技术一种多孔式真空吸盘的实施例的结构示意图;
29.图2为本技术一种多孔式真空吸盘的实施例的爆炸图;
30.图3为图2的a部放大图;
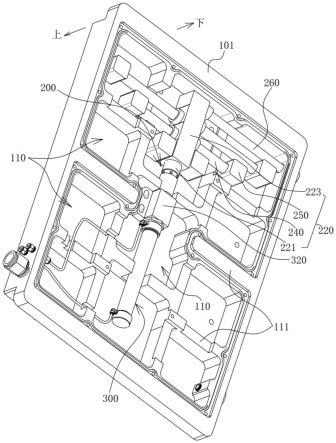
31.图4为本技术一种多孔式真空吸盘的实施例的吸盘本体的内部下方视角的结构示意图;
32.图5为本技术一种多孔式真空吸盘的实施例的吸盘本体的内部下方视角的剖视图;
33.图6为图5的b部放大图;
34.图7为本技术一种多孔式真空吸盘实施例的逐流气动阀体和驱动组件的剖视图;
35.图8为本技术一种多孔式真空吸盘实施例的真空逻辑阀的剖视图。
36.图中各标号:100、吸盘本体;101、主体架;102、下盖板;103、上压板;110、负压腔;111、支撑筋;120、真空腔;121、真空流道;130、吸孔;140、真空逻辑阀;141、第一气流道;142、第二气流道;143、阀芯;144、弹性件;145、密封件;150、过滤网;200、逐流气动阀体;210、连接通道;220、阀座;221、阀管;222、进气通道;223、座体;224、第一进气部;225、第一出气部;226、第二密封部;227、环形通道;230、阀杆;231、第一密封部;240、连接管;250、连接座;260、排气管;300、驱动组件;310、驱动气缸;320、固定座。
具体实施方式
37.本技术提供了一种多孔式真空吸盘,为使本技术的目的、技术方案及效果更加清楚、明确,以下参照附图并举实例对本技术进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
38.现有的真空吸盘不仅存在负压腔中的负压量分散到所有的吸孔上而导致对加工物吸附的初始时刻的吸力不强,吸附效果差的问题,而且手动控制的阀门需要人工手动操作开关,无法满足自动化生产的需要,造成了现有的真空吸盘在使用过程中的局限性。而且现有的真空吸盘需要应用更多的吸孔时(需要设计更大的尺寸时),只能通过增加手动开关的数量来实现,一旦手动开关增多,那么在进行启闭操作时的过程繁琐,令操作更加费时费力。另外,原有手动控制阀门为外置开关,不能防止加工过程中的碎屑与粉末的进入,影响阀门使用寿命。
39.如图1所示,本技术提供了一种多孔式真空吸盘,用于吸附加工物。如图1、图4所示,多孔式真空吸盘主要包括:吸盘本体100,逐流气动阀体200以及驱动组件300。如图1所示,为方便结构描述,将吸盘本体100设置为方形结构,以工作状态下将吸盘本体100平放为参考,吸盘本体100的上表面为吸附表面,下表面固定在加工机台上。如图2、图4所示,在吸盘本体100内设置有多个真空腔120和至少一个负压腔110。负压腔110可以位于吸盘本体100的下层,负压腔110用于连通外部的负压源;外部的负压源产生负压气,先将负压气存于负压腔110中,这样可以使吸盘本体100内保持一定量且比较稳定的负压量(负压气),当吸盘本体100的吸附表面对加工物进行吸附时,保证比较稳定的吸附力。真空腔120可以位于吸盘本体100的上层,吸盘本体100的表面上开设有多个吸孔130,吸孔130连通真空腔120;真空腔120主要为多个吸孔130提供负压通道,使与各真空腔120相连通的各吸孔130能实现吸附功能。如图8所示,在各吸孔130内安装有真空逻辑阀140,真空逻辑阀140的作用是当吸孔130上面无加工物时,真空逻辑阀140关闭从而使吸孔130关闭,这样不会使负压气(其实是吸气的过程,为了形象的描述过程而通过负压气来表示)从吸孔130内跑出而浪费掉,当吸孔130上有加工物时,真空逻辑阀140打开从而使吸孔130开启,这样吸孔130内的负压可以牢牢吸住加工物。逐流气动阀体200可以连接在吸盘本体100内和吸盘本体100外,例如连接在吸盘本体100的外壁上,如图4、图5所示,逐流气动阀体200内设置有与多个真空腔120相对应的多个连接通道210,连接通道210与真空腔120一一对应,连接通道210的一端连通真空腔120而另一端连通到负压腔110。驱动组件300可以连接在吸盘本体100的内部,也可以连接在吸盘本体100的外部,例如吸盘本体100的外壁上,逐流气动阀体200通过驱动组件
300的驱动而依次开启多个连接通道210。
40.如图1、图8所示,本实施例中的真空逻辑阀140具体包括:依次相连的第一气流道141和第二气流道142,位于第一气流道141内的阀芯143,套设在阀芯143上的密封件145以及连接在所述阀芯143上的弹性件144。第一气流道141的直径大于第二气流道142的直径,阀芯143在第一气流道141内移动设置并通过弹性件144的弹力作用而远离第二气流道142,以使第一气流道141与第二气流道142相通。真空逻辑阀140在使用时,第二气流道142连通真空腔120,第一气流道141连通外部。当吸孔130的开口没有被待加工物覆盖时,阀芯143在负压的作用下被吸下,使弹性件144被压缩,从而带动密封件朝向第二气流道142移动,从而密封第二气流道142,避免负压气从吸孔130的开口处泄露出去。当吸孔130的开口被待加工物覆盖时,负压直接作用在待加工物上,阀芯143在弹性件144的作用下远离第二气流道142,从而带动密封件145远离第二气流道142,使第二气流道142和第一气流道141的连接处打开,两者相连通,从而负压可以实现对待加工物的吸附。上述实施例中的多孔式真空吸盘的主要工作原理是:通过在吸盘本体100上设置逐流气动阀体200和驱动组件300,当多孔式真空吸盘需要对加工物进行吸附时,启动驱动组件300,逐流气动阀体200通过驱动组件300的驱动而依次开启多个连接通道210,当第一个连接通道210开启时,吸盘本体100内的负压腔110中的负压集中供给与第一个连接通道210相连通的第一个真空腔120内,从而使该真空腔120相连的吸孔130处实现吸附。如果加工件覆盖该区域的吸孔130处,那么通过覆盖区域的吸孔130实现吸附;如果加工件并没有放置在该真空腔120所对应区域的吸孔130上时,该吸孔130关闭,以避免负压气的浪费。当逐流气动阀体200的第一个连接通道210被开启后,驱动组件300继续驱动,而使逐流气动阀体200开启第二个连接通道210,此时刻的逐流气动阀体200保持第一个连接通道210和第二个连接通道210均开启的,第二个连接通道210开启后,使对应的真空腔120充满负压气,相应该区域的吸气孔产生负压。同理,可以依次开启后面所有的连接通道210,使相应的真空腔120中依次充满负压气,直至所有的真空腔120中均充满负压气。
41.上述实施例中的多孔式真空吸盘的效果是:通过设置多个真空腔120和多个对应的连接通道210,在工作时,使连接通道210依次开启,真空腔120依次填充负压气,从而使吸盘本体100上的吸孔130分区域逐步产生负压,负压腔110中有限的负压气量先分散到小部分的吸孔130上,而避免将有限的负压气量一次性分散到所有的吸孔130上,这样使吸孔130在产生负压的初始阶段具有较大吸力,提高了吸附初始阶段的吸孔130上的负压吸力,从而对加工物吸附的初始时刻就能产生更强的吸力,吸附效果好。
42.而且采用本方案对真空腔120逐步进行通负压,从而使吸孔130按区域而逐步覆盖负压的方案,可以实现当吸孔130的孔口位置只被加工物占有部分时,吸孔130仍能产生负压对加工物进行吸附。例如当加工物是多孔类板材,板材上的镂空区域有可能有一半在吸盘本体100上的某一吸孔130位置,如果采用现有常规的真空吸盘,在负压量一定的情况下,为使真空吸盘上所有的吸孔130内的真空逻辑阀均工作,那么真空逻辑阀的外面只要有一点进气量就会关闭,从而导致整个吸孔130内不会产生负压,从而当某一吸孔130只有部分被覆盖时,那么整个吸孔130就会被真空逻辑阀所关闭,该位置就不能吸附对加工物。而采用本方案中的多孔式真空吸盘,由于开始阶段只对一小部分吸孔130通负压气,从而有能力驱动吸气量更大的真空逻辑阀,将该规格的真空逻辑阀安装到吸孔130内后,当吸孔130有
点漏气(吸孔130的表面不被完全覆盖的情况下),该真空逻辑阀仍是开启状态,不会关闭吸孔130。这样即使加工物只有部分覆盖吸孔130的开口,吸孔130仍能产生负压对加工物进行吸附。而现有的普通真空吸盘由于初始阶段所有的吸孔130均分负压腔110内的负压量,导致吸力变小,如果采用吸气量大的真空逻辑阀,则不足以使该真空逻辑阀关闭,因此导致该普通真空吸盘失效。
43.另外,现有的真空吸盘的吸附表面的大小是有限制的。例如当负压源通入的负压气量(负压量)一定时,初始阶段每个吸孔130上将负压量均分,为保证吸力,吸孔130上所分到的负压量就有一定要求。而现有的普通真空吸盘如果不加大负压源的进气量,那么吸盘上所开孔的多少(或者吸盘的上表面面积)是限定的,无法再拓展增大。而本方案中的多孔式真空吸盘没有这个限制,理论上可以将吸盘本体100的面积可以根据实际需要而大面积拓展;因为在初始阶段当第一个真空腔120内充满负压气时,整个负压源的负压气是被第一个真空腔120所对应的多个吸孔130均分,这样吸孔130在初始时刻的吸力比较强;当加工物没有覆盖该区域内的吸孔130时,吸孔130在真空逻辑阀的作用下关闭,使负压气量不泄露。当第二个真空腔120通气而充满负压气时,由于负压腔110内的负压气没泄露,因此第二真空腔120在初始时刻仍具有比较强吸力。依次类推,通过逐步开启真空腔120,可以保证每个真空腔120所对应的吸孔130具有比较强吸力,那么只要开通多的真空腔120和对应多的连接通道210,理论上就可以将本真空吸盘的吸附面积进行无限拓展。对加工大的板材就特别方便,实用性更强。因此,相比于现有的真空吸盘,本方案中不需要增加手动开关的数量就能实现对吸附面积的增大。代替现有技术中采用多个手动开关阀门的设计,大大减少操作时间与成本。
44.如图4、图5所示,本实施例中的逐流气动阀体200设置在负压腔110内,驱动组件300设置在负压腔110内。通过将逐流气动阀体200和驱动组件300设置在吸盘本体100的内部,从而使逐流气动阀体200和驱动组件300不占用吸盘本体100的外部空间,从而减小了整个多孔式真空吸盘的体积。另外将逐流气动阀体200内置,能防止加工过程中的碎屑与粉末进入到真空吸盘的内部,从而延长使用寿命。
45.另外需要说明的是,逐流气动阀体200和驱动组件300还可以设置在吸盘本体100的内部的其他地方,例如位于吸盘本体100的内部与负压腔110隔开设置,也可以实现本方案的功能。
46.如图1、图2、图4所示,本实施例中的吸盘本体100包括主体架101,下盖板102以及上压板103。在主体架101的下部开设负压腔110,而上部开设真空腔120,下盖板102通过螺钉固定连接在主体架101上,并在与主体架101的连接处设置密封圈,从而使负压腔110密封。上压板103通过螺钉与主体架101连接,从而将各真空腔120盖住,吸孔130开设在上压板103的上表面上。为方便与下盖板102的连接,在主体架101的下部设置有各支撑筋111块,支撑筋111块将负压腔110分成各区域,但整个负压腔110仍保持连通,通过设置支撑筋111,还可以增强主体架101的支撑强度,对下盖板102在主体架101的多处进行支撑连接,不会因为负压腔110内的负压而导致下盖板102变形,提高了产品质量。
47.如图4、图5所示,本实施例中的驱动组件300具体包括驱动气缸310,以驱动气缸310的活塞杆的移动方向为轴向,驱动气缸310可以沿长度方向(吸盘本体100长边方向)或宽度方向(吸盘本体100短边方向)设置在负压腔110内,例如驱动气缸310固定在负压腔110
的中间位置,其轴向沿长度方向延伸,这样使驱动气缸310的活塞杆可以沿长度方向进行伸缩。逐流气动阀体200连接在驱动气缸310的活塞杆上,通过活塞杆的驱动而使逐流气动阀体200中的连接管240道的开启或关闭。
48.采用驱动气缸310作为驱动组件300,可以采用电磁阀实现对驱动气缸310的控制,从而便于实现工业自动控制逐流气动阀体200。例如:在吸盘本体100的外壁上开设气管接头,并在吸盘本体100的内部通过气管连接气管接头和驱动气缸310,在吸盘本体100的外部通过气管连接到气管接头,气管连接到电磁阀上,通过电磁阀控制气管内气的通断,从而实现对驱动气缸310的控制。而且可以控制气管的进气量实现对驱动气缸310的活塞杆的移动速度进行控制,从而可以实现活塞杆的慢速移动,将各连接通道210依次打开。使本方案中的逐流气动阀体可执行信号而实现气动控制,以满足自动化生产应用。
49.需要说明的是,驱动组件300还可以是滚珠丝杠机构,同样可以通过控制通电而实现长度方向的移动,从而控制逐流气动阀体200。
50.如图4、图5、图6所示,本实施例中的逐流气动阀体200具体包括:阀座220和阀杆230。阀座220固定设置在负压腔110内,连接通道210沿轴向依次设置在阀座220上。阀杆230连接在驱动气缸310的活塞杆上,并通过活塞杆的驱动而沿轴向移动设置在阀座220内。阀杆230的前端设置有第一密封部231,通过第一密封部231沿轴向的移动,使多个连接通道210依次与负压腔110相连通。例如,各个连接通道210在阀座220上沿轴向从前到后排列,当多孔式真空吸盘处于未工作状态时,阀杆230上的第一密封部231位于最前端,此时第一密封部231将各连接通道210与负压腔110隔开,负压无法进入到各连接通道210中。当多孔式真空吸盘在使用时,驱动气缸310通气而使活塞杆慢慢的推动第一密封部231从前到后移动,当经过最前端的第一个连接通道210后,使该连接通道210与负压腔110连通,当经过后面的第二个连接通道210后,使第二个连接通道210也连通负压腔110,以此类推,那么后面的各个连接通道210就可以依次与负压腔110连通,从而实现真空吸盘的功能。
51.如图5、图6所示,本实施例中的阀座220上设置有进气通道222,进气通道222沿轴向延伸,进气通道222的前端与连接通道210相通,第一密封部231在进气通道222内移动,连接通道210连接在进气通道222上,从而可以依次开启连接通道210。第一密封部231具体包括密封头,在密封头上分别套设有密封圈和耐磨圈,通过密封头上的密封圈与进气通道222的内壁进行配合,实现将各连接通道210与负压腔110隔开。
52.另外,需要说明的是逐流气动阀体200的形式可以是多种,但主要的实现原理均为采用第一密封部231在进气通道222内移动的形式,第一密封部231移动到不同的位置而使相应的连接通道210与负压腔110相通。因此采用其他的阀杆230和阀座220结构,也能达到本方案的技术目的。
53.如图5、图6、图7所示,本实施例中的阀座220具体包括座体223和阀管221。座体223通过螺钉固定连接在负压腔110内,阀管221沿轴向固定设置在座体223内,例如阀管221的长度较长,阀管221的前端延伸出座体223,在负压腔110内还可以设置相应的固定座320,通过固定座320将阀管221的前端固定连接在负压腔110内,实现对阀管221的稳定固定。阀管221内的中孔作为上述的进气通道222,阀管221的侧壁上设置有第一进气部224和多个第一出气部225,第一进气部224和多个第一出气部225均与进气通道222相连通且沿轴向间隔排列,第一进气部224位于座体223的外端并露出于负压腔110内,从而通过第一进气部224使
进气通道222与负压腔110相通。通过阀杆230在阀管221内的轴向移动,使第一进气部224与负压腔110相连通,多个第一出气部225分别与多个连接通道210分别相连通。
54.本实施例中的阀座220具体还包括:多个连接管240以及多个连接座250。连接座250可以分布在负压腔110的各个位置,可以根据需要而进行设置,多个连接管240沿轴向依次固定设置在座体223上,并与进气通道222相连通,连接管与座体之间设置有密封圈,保证密封性,多个连接座250分别连通多个连接管240和多个真空腔120。从而在连接管240内和连接座250内形成上述的连接通道210。连接座250上开设有通孔,该通孔与真空腔120内的通孔实现密封对接,连接管240的一端与连接座250上的通孔进行连接,另一端连接到座体223上,从而形成完整的连接通道210,连接管与连接座之间设置密封圈,保证管道密封性。通过连接管240和连接座250,将负压腔110内的负压气和连接通道210内的负压气隔开,并可以使连接通道210连接到相应位置的真空腔120内。
55.本实施例中的连接座250的位置可以采用左右方向分布的形式进行设置,每一侧的连接管240均沿前后方向间隔排列,左右两侧的连接管240错开排列。每一侧的连接管240的长度不同,例如可以沿前后方向依次加长。从而可以使将吸盘本体100的上部区域区分为不同的真空腔120,实现对真空腔120的分步式通气。
56.如图5、图6、图7所示,本实施例中为实现阀管221和各连接通道210的连接,在阀管221的相邻两个第一出气部225之间设置有第二密封部226,相邻的第二密封部226之间形成环形通道227,环形通道227与连接通道210相连通。采用该结构的阀管221,可以方便阀管221与座体223的对接安装,只需要将阀管221插入到座体223内就能将各个连接通道210分割,且都能与进气通道222进行连通。
57.本实施例中的第一出气部225包括多个第一出气孔,多个第一出气孔环绕设置在阀管221的外壁上,并均与环形通道227相连通。第一进气部224包括多个第一进气孔,多个第一进气孔环绕设置在阀管221的外壁上,并均与负压腔110相连通。将第一出气部225和第一进气部224设置成多孔的形式,可以加大进气通道222的进气量以及出气量,提高连接通道210内的通气效率,从而使各个真空腔120可以快速充满负压气。
58.在加工物被加工完成后,需要对各真空腔120进行放气,从而使各吸孔130不再产生负压,而将加工物松开。因此在座体223上背离驱动组件300的一端设置有排气管260道,排气管260道连通进气通道222和吸盘本体100的外部。例如排气管260连接在座体223的后端,并与阀管221内的进气通道222相连通,当多孔式真空吸盘处于对加工物的吸附状态时,驱动气缸310已经将第一密封部231推动到了阀管221的后端,使第一密封部231位于最后一个连接通道210与排气管260道之间,从而将排气管260道进行封闭,使排气管260道不与各连接通道210相连通。而需要卸下加工物时,驱动气缸310从后向前带动第一密封部231归位,从而使第一密封件移动到阀管221的前端,使第一密封件位于第一进气部224和第一个连接通道210之间,从而使各连接通道210均与排气管260道相通,将各真空腔120内的负压气通过排气管260道而泄掉。
59.如图2、图3所示,本实施例中的每个真空腔120内设置有多条真空流道121,真空流道121上至少设置一个通孔与连接座250相连通,从而实现真空流道121与连接通道210相连通。多个吸孔130在真空流道121的延伸方向上并排设置且均与真空流道121相连通。
60.如图8所示,本实施例中的吸孔130内还设置过滤网150,过滤网150位于真空逻辑
阀140的上方。过滤网可以将进入吸孔130孔口的杂物进行阻挡,防止掉入到孔口后造成孔口堵塞。另外在吸盘本体100的外壁上设置有气压表,气压表可以检测真空腔120内的负压气压。
61.综上所述,本方案所公开的一种多孔式真空吸盘,不仅可以实现自动化控制,而且优化了吸盘的结构,不占用过多的空间,能防止加工过程中的碎屑与粉末进入到真空吸盘的内部,从而延长使用寿命。而且可以使吸孔在产生负压的初始阶段具有较大吸力,提高了吸附初始阶段的吸孔上的负压吸力,从而对加工物吸附的初始时刻就能产生更强的吸力,吸附效果好。并且,本多孔式真空吸盘在开始阶段只对一小部分吸孔通负压气,从而有能力驱动吸气量更大的真空逻辑阀,将该规格的真空逻辑阀安装到吸孔内后,当吸孔有点漏气(吸孔的表面不被完全覆盖的情况下),该真空逻辑阀仍是开启状态,不会关闭吸孔;这样即使加工物只有部分覆盖吸孔的开口,吸孔仍能产生负压对加工物进行吸附;具有更强的实用性。本方案的多孔式真空吸盘的吸附面积可以进行拓展而不受负压源的负压量的限制,可以做出较大尺寸的多孔式真空吸盘,便于加工面积较大的大板材。代替现有技术中采用多个手动开关阀门的设计,大大减少操作时间与成本。应当理解的是,本技术的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本技术所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1