一种新能源汽车薄壁铸件的整形模具及其冲切工艺的制作方法
本发明涉及一种新能源汽车薄壁铸件的整形模具及其冲切工艺。
背景技术:
1、物体变形分为弹性变形和塑性变形两种,其中弹性变形是能够恢复原形的,而塑性变形则是不可恢复的。模具行业压铸件一般整形期望的结果是塑性变形,即让产品整平之后就定型。新能源汽车的薄壁铸件由于自身的结构造成内部含有大量的应力需要释放,因此其出模后变形的情况较为普遍,这就需要对薄壁铸件进行整形加工。传统的整形手段都是利用人工手工加工,即用铜锤轻轻敲平,让产品缓慢释放应力。由于薄壁铸件表面较脆,敲击后表面很容易产生裂纹,导致产品报废。同时,手工作业方式的生产效率不高,返工现象较多,成为制约产品大量生产的瓶颈工序,不能满足现代生产对产品质量和生产效率的要求。
技术实现思路
1、本发明的目的在于提供一种新能源汽车薄壁铸件的整形模具及其冲切工艺,以解决上述背景技术中提出的问题。
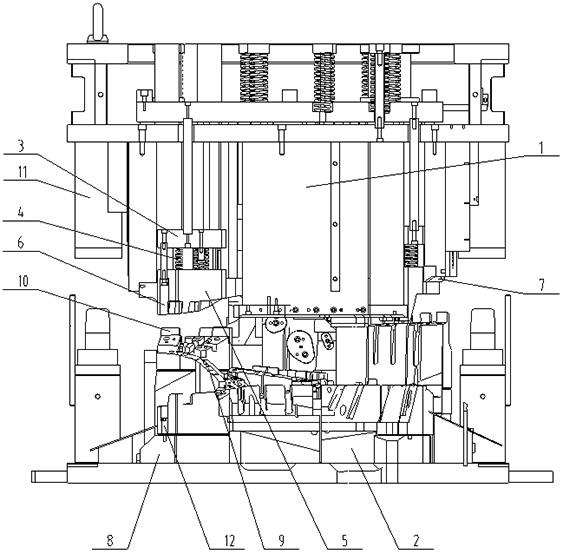
2、为实现上述目的,本发明提供如下技术方案:一种新能源汽车薄壁铸件的整形模具,包括上模和下模,上模中设有上支撑板,上支撑板的下表面通过弹簧连接有多个整形压头,上支撑板与整形压头之间设有可伸缩的连接导向柱,上模中还设有上模刀口,下模中设有下支撑板,下支撑板的上表面设有多个可调节的下模整形块,整形压头与下模整形块相匹配,多个下模整形块的外围设有一圈下模刀口,下支撑板的一侧设有上下限位杆。
3、本发明的进一步改进在于:下模整形块内设有调节螺丝柱塞,调节螺丝柱塞的外表面设有螺纹,通过转动调节螺丝柱塞来调节下模整形块的高度位置。
4、一种新能源汽车薄壁铸件的冲切工艺,具体步骤如下:
5、a、检测产品,根据产品需整形的数据来拧动调节螺丝柱塞,以此来调节下模整形块的高度位置;
6、b、上模向下移动合模:整形压头先接触到产品,整形压头上的弹簧压缩产品受力;
7、c、上模继续向下合模,直至整形压头上的弹簧压缩到极致状态,此时整形压头与下模整形块配合,将产品整形完成;
8、d、上模继续向下合模,直至模架上的上下限位杆相抵,此时上模刀口和下模刀口进行冲切,即冲切流道渣包;
9、e、流道渣包冲切完成后,上模向上开模,产品留在下模上,机器人通过抓手取出产品。
10、与现有技术相比,本发明的有益效果是:
11、本发明具有结构简单、使用方便、制造成本低廉、适用性高、生产效率高等特点,生产过程中能快速对变形件进行整形,还可以将难去除的飞边冲切完成,提高了产品合格率,降低了成本。
技术特征:
1.一种新能源汽车薄壁铸件的整形模具,包括上模(1)和下模(2),其特征在于:上模(1)中设有上支撑板(3),所述上支撑板(3)的下表面通过弹簧(4)连接有多个整形压头(5),所述上支撑板(3)与所述整形压头(5)之间设有可伸缩的连接导向柱(6),上模(1)中还设有上模刀口(7),下模(2)中设有下支撑板(8),下支撑板(8)的上表面设有多个可调节的下模整形块(9),整形压头(5)与下模整形块(9)相匹配,多个下模整形块(9)的外围设有一圈下模刀口(10),下支撑板(8)的一侧设有上下限位杆(11)。
2.根据权利要求1所述一种新能源汽车薄壁铸件的整形模具,其特征在于:下模整形块(9)内设有调节螺丝柱塞(12),调节螺丝柱塞(12)的外表面设有螺纹,通过转动调节螺丝柱塞(12)来调节下模整形块(9)的高度位置。
3.一种新能源汽车薄壁铸件的冲切工艺,其特征在于:具体步骤如下:
技术总结
本发明公开了一种新能源汽车薄壁铸件的整形模具及其冲切工艺,包括上模和下模,上模中设有上支撑板,上支撑板的下表面有多个带弹簧的整形压头,上模中还设有上模刀口,下模上设有下支撑板,下支撑板的上表面设有多个下模整形块,多个下模整形块的外围设有一圈下模刀口。上模向下移动合模:整形压头先接触到产品,整形压头上的弹簧压缩产品受力;上模继续向下合模,直至整形块上的硬限位,整形压头上的弹簧压缩到极致状态,即整形完成;上模继续向下合模,直至模架上的硬限位,刀口冲切流道渣包;流道渣包冲切完成后,上模向上开模,产品留在下模,机器人通过抓手取出产品。本发明具有结构简单、使用方便、制造成本低廉、适用性高、生产效率高的优点。
技术研发人员:易曼丽,季陆,文杰,沈政
受保护的技术使用者:雄邦压铸(南通)有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!