一种挖掘机回转平台总成的平面度加工控制方法与流程
1.本发明涉及机械加工方法技术领域,具体的,涉及一种挖掘机回转平台总成的平面度加工控制方法。
背景技术:
2.回转平台总成是挖掘机主要的结构件之一,从整体结构上分为主平台、左平台、右平台三个部分,与底盘总成共同保证了工作装置系统的回转和移动的空间运动位置。由于其整体尺寸大,受加工成本的限制,一般选择部件加工,总成焊接时的焊接变形需要总成测量再修补加工;20吨系列机型挖掘机回转平台总成有较高精度要求的特征部位主要有回转面孔和动臂孔系两组,按工艺流程规划在主平台部件焊后使用昆明道斯whn130mc双工作台刨台镗铣加工中心设备进行加工,检验合格后进行总成拼装和焊接,由于平台总成焊接变形原因,回转支承安装平面的平面度在总成焊接后存在不确定的超差情况,需要根据检验结果对焊合总成使用龙门加工中心设备进行再修补加工。
技术实现要素:
3.本发明的目的是针对以上问题提供一种挖掘机回转平台总成的平面度加工控制方法,应对总成焊接时的变形。
4.为达到上述目的,本发明公开了一种挖掘机回转平台总成的平面度加工控制方法,包括如下步骤:1)以回转平台总成的回转支撑面为基准,顺时针等距划分测定点位;2)建立单个测定点位的回转支撑面平面度数据组;3)比对数据,拟合测定点位的偏差曲线,并测算回转支撑面的平面度的峰值点位;4)针对偏差值,在测定点位增加z轴预留补偿加工;5)主平台校形,保持偏差峰值测定点位的偏差值。
5.优选的,所述步骤1中,测定点位的数量以回转支撑面的外径及测定位置调整。
6.优选的,所述步骤2中数据组基于同等加工参数条件下多次加工后所得出的回转支撑面平整度数值,基于单个测定点位的多个平整度数值建立数据组。
7.优选的,所述z轴加工向为测定点位的厚度方向,补偿加工则是通过z轴伸缩使所述回转支撑面的平面度高低起伏。
8.优选的,所述偏差曲线以峰值点位为基准,将各点位偏差拟合,以联动插补形成连续曲线,所述曲线对应加工平面偏差。
9.优选的,所述方法的步骤中,主平台校形后,测量所述平台总成的回转支承面的平面度,并建立相应的数据测量库,由测量库数据测算满足平面度要求在1mm内的平台总成比例。
10.综上所述,本发明的有益效果在于:
(1)增加z向主轴伸缩移动,实现平面度起伏,通过对平面加工的平面度进行预留补偿加工,实现反方向变形量的平面加工结果,以应对总成焊接时的变形,大幅度降低平台总成焊后对回转支承面的补充加工比例,以降低制造成本;(2)减少平台校形后的补充加工比例,一是减少了大型龙门机床设备的占用时间,二是减少工艺流程环节,零部件加工工时和在制品占用减少。
附图说明
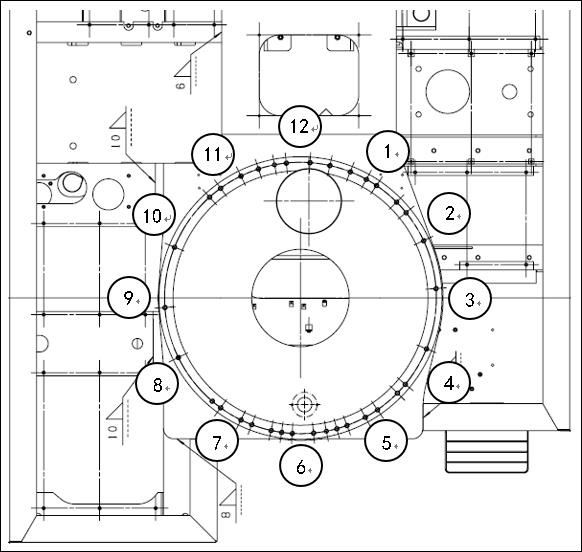
11.图1是本发明实施例一的测定点位划分结构示意图;图2是本发明实施例一的z轴补偿加工方向结构示意图;图3为现有挖掘机回转平台总成加工步骤;图4为本发明实施例一加工补偿数据曲线图。
具体实施方式
12.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
13.一种挖掘机回转平台总成的平面度加工控制方法,包括如下步骤:1)将所述回转平台总成安装于加工机械平台上,其回转支撑面向上,所述支撑面为x轴和y轴平面,回转平台总成厚度方向为z轴,以回转平台总成的回转支撑面为基准,顺时针等距划分测定点位,所述测定点位根据测定位置及回转支撑面的外径调整测定数量;2)建立单个测定点位的回转支撑面平面度数据组;3)比对数据,拟合测定点位的偏差曲线,并测算回转支撑面的平面度的峰值点位;4)针对偏差值,在测定点位增加厚度预留补偿加工;5)为防止回转支承面的加工深度差,在主平台校形时,保持偏差峰值测定点位的偏差值。
14.根据平台总成焊接变形的结果,对主平台的校形和回转支承面加工两工序的工序结果进行调整。
15.所述步骤1中,测定点位的数量以回转支撑面的外径及加工精度调整。
16.步骤2中建立数据组是基于多次加工数据,精度控制的前提必须作到两个稳定,一是物料稳定,包括参焊件的尺寸、材料,焊丝、气体的质量;另一个是过程稳定,包括焊接过程电流、电压、气压等工艺参数,在保证以上加工参数稳定的前提下,记录多次加工后所得出的回转支撑面平整度数值,基于单个测定点位的多个平整度数值建立数据组。
17.回转支撑面的平面度加工是利用机床的多轴联动插补功能,通过x向和y向铣削圆周实现,补偿加工则是通过z轴伸缩使所述回转支撑面加工中,平面度高低起伏,通过对平面加工的平面度进行预留补偿加工,实现反方向变形量的平面加工结果,以应对总成焊接时的变形。
18.所述偏差曲线以峰值点位为基准,将各点位偏差拟合,以联动插补形成连续曲线,所述曲线对应加工平面偏差。
19.所述方法的步骤中,主平台校形后,测量所述平台总成的回转支承面的平面度,并建立相应的数据测量库,由测量库数据测算满足平面度要求在1mm内的平台总成比例。
20.实施例一:以20吨系列机型挖掘机平台为例,根据回转平台的外径及所需的加工精度和测定位置,将回转支承面的周圈沿顺时针划分为12个点位,如图1所示。
21.在保证加工参数及质量稳定的前提下,通过现场跟踪对多台fr200平台总成的回转支承面平面度进行测量和数据积累,经测量统计,回转支承面的平面度偏差主要有两个峰值点:4点方向偏差0.6-1.3mm、9点方向偏差1-2mm,峰值点两侧偏差逐渐减小。
22.平面加工时补偿插补数值的大小,根据对20吨级平台总成回转支承面测量积累的平面度数据4点方向为1.0mm,9点方向为1.5mm,利用联动插补形成连续平面,如图4所示。
23.如图2所示,对主平台回转支承面在镗铣床上加工时,利用机床的多轴联动插补功能,在实现x向和y向铣削圆周的过程中,增加z向主轴伸缩移动,实现平面度起伏,图中,黑色箭头指示z轴加工方向。
24.加工完成,主平台转入总成拼组工序,在平台总成拼组和焊接完成后对平台总成的回转支承面进行跟踪数据测量。
25.经多件产品工艺验证测量,满足平面度要求1mm的平台总成在90%以上,大大减少了补充加工造成的制造成本经多件产品工艺验证测量。
26.主平台校形工序,平面度控制公差2mm,由全环面
±
1mm调整为以6和12点为基准点,4点控制公差0-2mm,9点控制公差0.5-2.5mm,以与后序加工面的预留量相符。
27.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
技术特征:
1.一种挖掘机回转平台总成的平面度加工控制方法,其特征在于,包括如下步骤:1)以回转平台总成的回转支撑面为基准,顺时针等距划分测定点位;2)建立单个测定点位的回转支撑面平面度数据组;3)比对数据,拟合测定点位的偏差曲线,并测算回转支撑面的平面度的峰值点位;4)针对偏差值,在测定点位增加z轴预留补偿加工;5)主平台校形,保持偏差峰值测定点位的偏差值。2.如权利要求1所述的一种挖掘机回转平台总成的平面度加工控制方法,其特征在于:所述步骤1中,测定点位的数量以回转支撑面的外径及测定位置调整。3.如权利要求1所述的一种挖掘机回转平台总成的平面度加工控制方法,其特征在于:所述步骤2中数据组基于同等加工参数条件下多次加工后所得出的回转支撑面平整度数值,基于单个测定点位的多个平整度数值建立数据组。4.如权利要求1所述的一种挖掘机回转平台总成的平面度加工控制方法,其特征在于:所述z轴加工向为测定点位的厚度方向,补偿加工则是通过z轴伸缩使所述回转支撑面的平面度高低起伏。5.如权利要求1所述的一种挖掘机回转平台总成的平面度加工控制方法,其特征在于:所述偏差曲线以峰值点位为基准,将各点位偏差拟合,以联动插补形成连续曲线,所述曲线对应加工平面偏差。6.如权利要求1所述的一种挖掘机回转平台总成的平面度加工控制方法,其特征在于:所述方法的步骤中,主平台校形后,测量所述平台总成的回转支承面的平面度,并建立相应的数据测量库,由测量库数据测算满足平面度要求在1mm内的平台总成比例。7.如权利要求1所述的一种挖掘机回转平台总成的平面度加工控制方法,其特征在于:所述步骤1-4为主平台加工步骤,步骤5为主平台校形,所述主平台校形位于主平台加工步骤之后。
技术总结
本发明涉及机械加工方法技术领域,具体的,涉及一种挖掘机回转平台总成的平面度加工控制方法,包括如下步骤:1)以回转平台总成的回转支撑面为基准,顺时针等距划分测定点位;2)建立单个测定点位的回转支撑面平面度数据组;3)比对数据,拟合测定点位的偏差曲线,并测算回转支撑面的平面度的峰值点位,综上所述,本发明的有益效果在于:增加Z向主轴伸缩移动,实现平面度起伏,通过对平面加工的平面度进行预留补偿加工,实现反方向变形量的平面加工结果,以应对总成焊接时的变形,大幅度降低平台总成焊后对回转支承面的补充加工比例,以降低制造成本。制造成本。制造成本。
技术研发人员:孙德春 王文春 付瑞霞 蔡路
受保护的技术使用者:雷沃工程机械集团有限公司
技术研发日:2022.12.16
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1